Изобретение относится к области промышленности сборного железобетона и может быть использовано для широкой номенклатуры изделий, в том числе и сложной формы поперечного сечения, например железобетонных и бетонных блоков круговой обделки тоннелей, из бетонных смесей путем длительного обжатия их в процессе твердения (методом виброгидропрессова- ния)
Известны установки для группового изготовления сжатых железобетонных призматических элементов, содержащие силовую раму, внутри ко торой размещены силовые формы, подвижные элементы которых перемещаются гидроприводом, элементы которого расположены как между соседними формами, так и между крайними и торцовыми поверхностями силового контура.
Недостатком известных устройств является сложность их конструкции и использование большого количества дорогостоящего гидравлического оборудования. Кроме того оно предназначено для изготовления исключительно призматических элементов; производство же изделий сложной конфигурации, например криволинейной, в известных устройствах невозможно.
Наиболее близким техническим решением к предлагаемому является пресс-форма для изготовления бетонных и железобетонных изделий, содержащая обойму с днищем, подпружиненные пуансон и поддон, и бортоснастку с эластичными вкладышами, размещенную в кондукторе, наружная поверхность которого, выполненная в форме усеченной пирамиды, контактирует с такой же поверхностью обоймы, причем эластичные вкладыши разделены фильтрующим материалом и имеют прерывистую жесткую окантовку.
Указанное устройство обладает следующими недостатками.
Ввиду того, что жесткая окантовка бор- тоснастки имеет разрывы по периметру, размеры готового изделия в плане не гарантированы, так как при прессовании бетонной смеси она вдавливает элементы окантовки в эластичные вкладыши. Поэтому размеры готового изделия будут зависеть как от состава исходной бетонной смеси, так и от величины давлений, прйложеШОгО к ней. Кроме того, еще до передачи давления на бетонную смесь, разделительные поддоны бортоснастки воздействуют на цилиндрическую поверхность эластичных прокладок, которые, деформируясь первыми, перемещают жесткую окантовку к оси формы, уменьшая исходные размеры загружен- ных бетонной смесью формующих попостей, причем отсутствие ограничителей ориентации элементов окантовки при их передвижении не гарантирует не только заранее заданный размер в плане изделия, но и его форму.
Вследствие наличия разрывов в жесткой окантовке по вертикали и расположения там участка эластичных вкладышей, при прессовании они деформируются и вдавливаются в бетонную смесь После набора бетоном изделий соответствующей прочности и их распалубки на отформованных конструкциях остаются следы от участков эластичных вкладышей, контактирующих с бетонной смесью, в виде пазов или выступов (в зависимости от сжимаемости смеси, т s ее водоцементного отношения). Если наличие неровностей на торцовых поверхностях приемлемо для ряда конструкций
(например, тротуарных плит), то для широкой номенклатуры железобетонных изделий, стыкуемых между собой (например, блоков круговой обделки тоннелей и др.), к
торцовым поверхностям предъявляются жесткие требования в плане точности и качества поверхности, что недостижимо в известном устройстве.
Таким образом перечисленные выше
0 конструктивные особенности известного устройства снижают качество готового изделия. При прессовании давление на бетонную смесь в формообразующих полостях между разделительными поддонами
5 будет уменьшаться по мере удаления от пуансона как за счет значительных потерь на трение эластичных вкладышей о стенки кондуктора, элементов окантовки о эластичные вкладыши, бетонной смеси о жесткую окан0 товку. так и за счет преодоления структурного сопротивления бетона. Тем самым плотности бетона в готовых изделиях, неодинаково удаленных от пуансона, будут сильно отличаться, что не позволяет пол5 учить равнопрочные конструкции при одновременном их изготовлении из одинакового состава бетонной смеси. Таким образом количество одновременно изготавливаемых бетонных и железобетонных элементов в
0 известном устройстве ограничено допусками на максимальный разброс прочности в однотипных конструкциях. Кроме того, из- за различного давления, прикладываемого к бетонной смеси, находящейся в каждой по5 следующей разделенной поддонами формообразующей полости (его падение по мере удаления от пуансона), размеры готовых изделий не будут одинаковы (толщина изделия будет увеличиваться, а его размеры в плане
0 уменьшаться), т.е. при ограниченном количестве одновременно изготавливаемых конструкций снижается и их качество.
Цель изобретения - повышение качест- вэ изделий и производительности установ5 ки.
Поставленная цель достигается тем, что установка для изготовления бетонных и железобетонных изделий содержит обойму с днищем, выполненную в виде заглубленной
0 в грунт железобетонной емкости прямоугольного сечения с укрепленным на днище рольгангом, на валках которого размещена бортоснастка. состоящая из кассет, каждая из которых содержит неподвижно закреп5 ленный на перфорированном поддоне сердечник, две противоположные стороны его, ориентированные перпендикулярно продольной оси обоймы, имеют форму одной из граней изготавливаемой конструкции, форму другой грани образуют два пуансона.
каждый из которых ориентирован к поверхности сердечника направляющими штырями, ввернутыми в консольно выступающие в противоположные стороны жесткие стен- ки, укрепленные разьемными соединениями к торцам сердечника, перпендикулярным его продольной оси, причем их поверхность является формооб- разующей поверхностью противоположных торцовых граней изделия, при этом замкнутая внутриопалубочная полость каждой кассеты образована поверхностями Ъердечника, пуансонами, консольно высту- пающими частями жестких стенок, перфорированной заглушкой, прикрепленной винтами к сердечнику.
Установка снабжена плитами-штампами, между которыми и внутренними торцо- выми поверхностями обоймы с одной стороны находятся домкраты, а с другой пружины сжатия, причем бортоснастка установлена внутри обоймы с возможностью контактирования с двух противоположных сторон с плитами-штампами.
Благодаря наличию на днище обоймы рольганга, на валках которого размещены поддоны кассет бортоснастки, давление от пуансонов на бетонную смесь всех одновре- менно изготавливаемых конструкций будет одинаково и равно давлению, передаваемому на первый пуансон от жесткого штампа со стороны расположения домкратов (кассеты перемещаются по валкам - подшипнй- кам качения). Ввиду этого количество одновременно изготавливаемых изделий может быть значительно увеличено (верхний предел будет зависеть от размеров обоймы, в свою очередь зависящими от пло- щади цеха, и от производительности бето- носмесительного узла и поста формования), без снижения их качества (равновеликость и рзвнопрочность готовых изделий).
Так как при прессовании бетонной сме- си она контактирует только с жесткими не- деформируемыми поверхностями, повторяющими контур готового изделия, высокая точность его размеров и чистота поверхности обеспечена; повышается каче- ство продукции.
Следует отметить также то, что такие элементы кассет, как сердечник и пуансоны, воспринимают только сжимающие напряжения, поэтому их металлоемкость может быть сведена к минимуму, а именно достаточно облицевать листовой сталью только их участки, контактирующие с бетонной смесью при прессовании, остальной объем заполнить более дешевым и менее прочным материалом (например, бетоном). Толщина же этих элементов, имея ввиду вышеприведенные рассуждения, будет зависеть лишь от формы готового изделия таким образом, чтобы тыльные стороны пуансонов были параллельны жестким штампам.
Кроме того, возможно изготавливать одновременно конструкции различной формы за счет использования кассет с разным сечением внутриопалубочной полости.
К прочим достоинствам установки следует отнести возможность термообработки изделий непосредственно в ней. Это может быть осуществлено как за счет подачи теплоносителя (например, пара) в полость обоймы, закрываемой крышкой, так и установленной внутри обоймы нагревательных элементов (электрообогрев, обогрев токами высокой частоты и т.д.) или систем обогрева, к которым по коммуникациям подается теплоноситель (например, масло).
Известные пресс-формы для изготовления бетонных и железобетонных изделий методом виброгидропрессования предназначены исключительно для изготовления призматических конструкций. Имеются также формы для изготовления виброгидроп- рессованных труб. в которых изготавливаются только конструкции замкнутого кольцевого сечения.
Вышеперечисленные устройства не позволяют изготавливать Широкую номенклатуру железобетонных и бетонных изделий методом вибропрессования, количество же одновременно изготавливаемых конструкций в одной форме ограничено. Кроме того, их формующие поверхности выполнены либо полностью из эластичного деформируемого материала, либо имеют участки из него, которые контактируют с бетонной смесью в процессе ее прессования, что не позволяет изготавливать изделия сложной формы с высокой точностью размеров и чистотой поверхностей.
Отличительная особенность установки для изготовления железобетонных и бетонных изделий от указанных заключается в отсутствии на формообразующих поверхностях участков из деформируемого материала, вступающих в контакт с бетонной смесью при ее прессовании. Выполнение же бортоснастки из отдельных кассет, каждая из которых имеет две внутриопалубоч- ные полости, и их перемещение по валкам рольганга в процессе прессования позволяет одновременно формовать большое количество изделий.
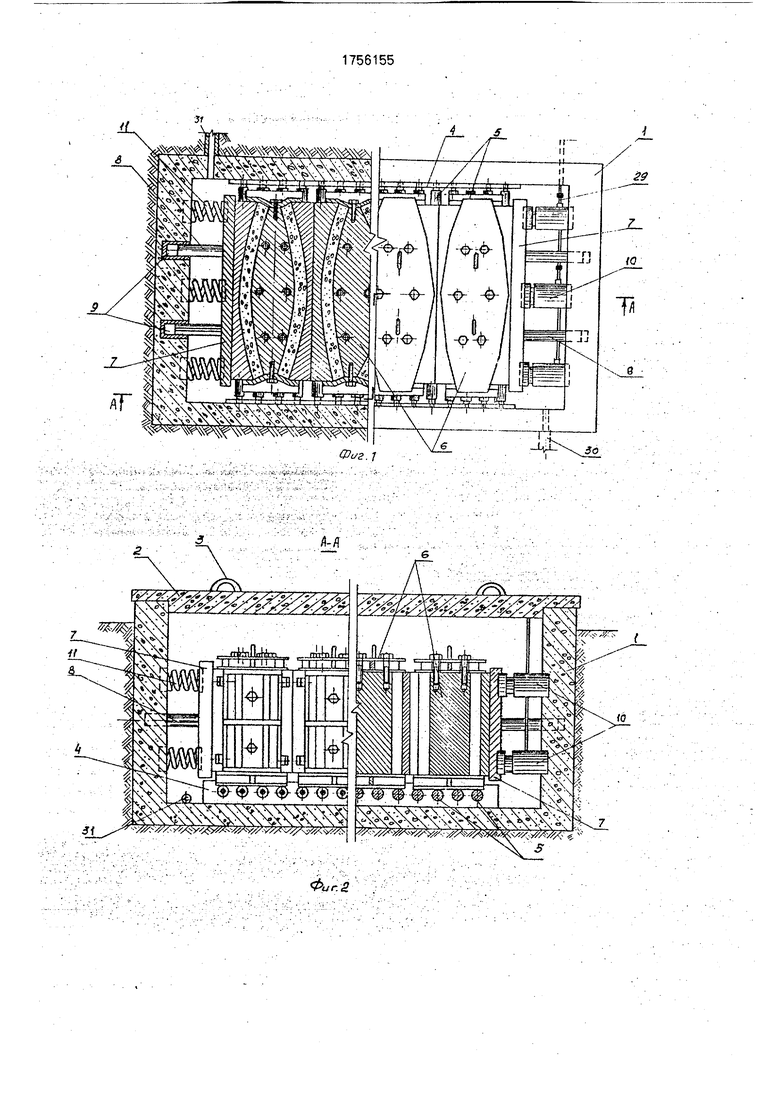
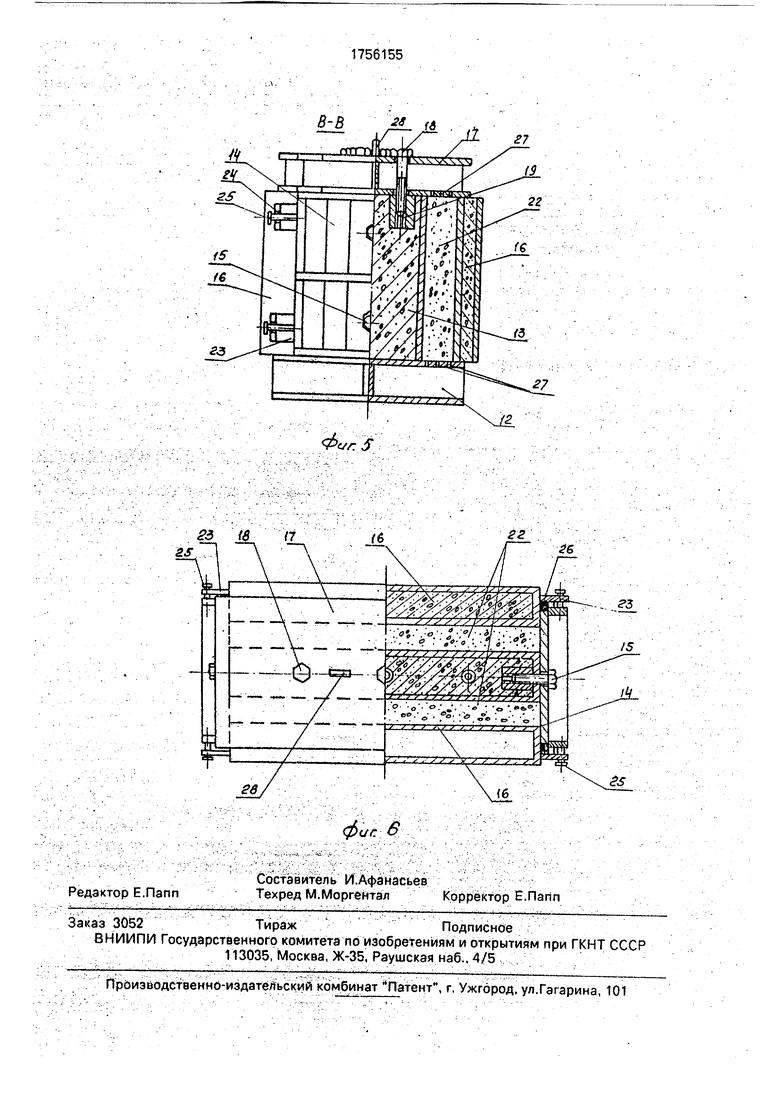
На фиг.1 изображена установка, вид сверху (со снятой верхней крышкой); на фиг.2 - разрез А-А на фиг.1; на фиг.З - кассета в сборе, вид сверху (вариант кассеты для криволинейного элемента); на фиг.4
разрез Б-Бнафиг.З; нафиг.5- разрез В-В на фиг 4; на фиг,6 - кассета в сборе, вид сверху (вариант кассеты для плбского элеMt Ч 7 })
Установка для изготовления бетонных и железобетонных изделий состоит из железобетонной обоймы 1 с днищей, которая сверху закрывается железобетонной крышкой 2, имеющей петли 3 для подъема. На дне обоймы 1 закреплен рольганг 4, на валках 5 которого размещена бортоснастка, состоящая из кассет 6. Крайние кассеты 6 своими пуансонами, обращенными к внутренней поверхности торцов обоймы 1, контактируют с плитами штампами 7, имеющими направляющие 8, входящие в гнезда 9 обоймы 1, между которой и штампами 7 с одной стороны установлены домкраты 10, а с другой - пружины 11 сжатия.
Каждая кассета б бортоснастки состоит из неподвижно закрепленного на 12 сердечника 13, консольно выступающих стенок 14, крепящихся болтами 15 к торцам сердечника, перпендикулярным его продольной оси, двух пуансонов 16 и заглушки 17, удерживаемой болтами 18, ввинМивае- мыми во втулки 19, заанкеренныё в теле сердечника 13. В торцах сердечника 13, к которым крепятся жесткие стенки 14, имеются посадочные гнезда 20, в которых размещены пружины 21 сжатия, причем их длина в свободном расстоянии больше глубины посадочного отверстия гнезда 20. Неподвижные формообразующие поверхности сердечника 13 с поддоном 12, консольно-вы- ступающие части жестких стенок 14, заглушки 17 и пуансоны 16 образуют две замкнутые полости, минимальные поперечные размеры поперечного сечения которых, соответствующие размерам изготавливаемых конструкций 22, фиксируются ограничителями 23 таврового сечения, одна из полок которых приварена к поверхностям пуансонов 16, параллельным направлению его перемещения, а Ё другой имеется направляющий паз 24, через который проходит ввернутый в жесткие консольно выступающие стенки 14 направляющий штырь 25, имеющий на конце шляпку. В пазу, образуемом частью поверхности пуансона 16, приваренной полкой двутаврового ограничителя 23 и его стенкой, установлен упругий элемент 26 (например, резина прямоугольного профиля),
Детали поддона 12 и заглушки 17, контактирующие с бетонной смесью изделия 22 п местах, расположенных под и над внутренними полостями, имеют перфорацию 27. кроме того, на заглушке 17 имеются проушины 28.
При применении в качестве силового привода гидравлических домкратов подвод к ним жидкости от источника высокого давления осуществляется гибкими шлангами
29, вводимыми внутрь обоймы 1 (возможно использование и другого силового органа, например, винтовых домкратов и др.).
При использовании обоймы 1 и в качестве пропарочной камеры, она имеет шту0 цер 30 для подачи теплоносителя и 31 для отвода конденсата.
Изготовление изделий в установке осуществляется следующим образом: в подготовленные полости каждой кассеты,
5 образуемые формообразующими поверхностями сердечника 13, поддона 12, консоль- но-выступающими частями жестких стенок 14 и пуансонов 16, устанавливается арматурный каркас изделия 22. Исходные разме0 ры поперечного сечения этих полостей, зависящие от степени обжатия бетонной смеси (в свою очередь зависящей от давления прессования и ее жесткости), устанавливаются посредством регулировки глубины
5 ввинчивания направляющих штырей 25, при этом упругие элементы 26 находятся в сжатом состоянии. После этого рабочие формообразующие Полости каждой кассеты заполняются бетонной смесью, которая на
0 первом этапе уплотняется вибрированием, и закрываются заглушкой 17. Подготовленные таким образом кассеты устанавливаются последовательно на валки 5 укрепленного на днище железобетонной
5 обоймы 1 рольганга 4, между жесткими плитами-штампами 7, после чего обойма 1 закрывается крышкой 2 и в гидравлические домкраты 10 подается прессующая жидкость от источника высокого давления по
0 шлангам 29 (При использовании винтовых домкратов включается их привод). При этом штамп 7 перемещается по направляющим 8 и передает давление на пуансон 16 ближайшей к нему кассеты, который в свою очередь
5 прессует бетонную смесь в ней. Одновременно, перемещаясь по валкам 5 на поддоне 12, ближайшая к домкратам 10 кассета 6 передает давление на пуансон 16 следую- щей кассеты и так далее до контактирующе0 го с пружинами 11 плиты-штампа 7. направляющие 8 которого входят в гнезда 9 обоймы 1 - пружины 11 сжимаются и уравновешивают давление, передаваемое домкратами. Упругие элементы 26
5 деформируются до тех пор, пока закрепленные на пуансонах 16 ограничители 23, скользящие по направляющим штырям 25, ввинченным в жесткие стенки 14, не упрутся в последние. Гидравлические домкраты 10 отсекаются от источника высокого давления, а упругая энергия сжатых пружин 11 поддерживает усилие, передаваемое от плит-штампов 7 на пуансоны 16 и через них на бетонную смесь (при использовании винтовых домкратов отключается их привод). Отжимаемая из прессуемой бетонной смеси влага через отверстие 27 в поддоне 12 и заглушке 17, а также в местах контакта металлических частей кассеты, отводится за ее пределы. Затем через штуцер 30 в обойму t, закрытую крышкой 2, подается теплоноситель. После набора бетоном изделия распа- лубоЧной прочности источник теплоносителя отключается, а давление в гидросистеме сбрасывается до нуля, пружины 1Т восстанавливают свою первоначальную длину, перемещая в исходное положение плиты-штампы, одновременно упругие элементы 26 принимают свое первоначальное положение, возвращая в исходное положение и пуансоны 16, при этом образуется распалубочный зазор между формообразующей поверхностью пуансонов 16 и готовых элементов 22. Снимается с обоймы 1 за петли для подъема 3 крышка 2 и кассеты 6 за проушины 28 заглушек 17 переносятся на пост распалубки, где после снятия последних ослабляются болты 15, крепящие к сердечнику 14 консольно-высту- пающие стенки 13, которые отодвигаются от торцовых поверхностей изделий 22 находящимися в посадочных гнездах 20 заневолен- ными пружинами 21 до образования и в этой зоне распалубочного зазора. Изделия 22 извлекаются из кассет и отправляются на склад. После затяжки болтов, смазки и очистки внутренних полостей кассет, они вновь загружаются бетонной смесью и описанный выше цикл изготовлений конструкций повторяется. Формула изобретения 1. Установка для изготовления бетонных и железобетонных изделий, содержащая обойму с днищем и бортоснастку, о т- личающаяся тем, что. с целью повышения качества изделий и производительности установки, обойма с днищем выполнена в виде заглубленной в грунт железобетонной емкости прямоугольного сечения с укрепленным на днище рольгангом, на валках которого размещена бортос- нэстка в виде кассет, каждая из которых
содержит два пуансона и неподвижно закрепленный на перфорированном поддоне сердечник, две противоположные стороны которого ориентированы перпендикулярно продольной оси обоймы, имеют форму одной из граней изделия, форму другой грани образуют два пуансона, каждый из которых ориентирован к поверхности сердечника направляющими штырями, ввернутыми в консольно выступающие в противоположные стороны жесткие стенки, укрепленные разъемными соединениями к торцам сердечника, перпендикулярным его продольной оси, причем их поверхность является формообразующей поверхностью противоположных торцовых граней изделия, при этом замкнутая внутриопалубочная полость каждой кассеты образована поверхностями сердечника, пуансоном и консольно выступающими частями жестких стенок и перфорированной заглушкой, прикрепленной винтами к сердечнику.
2. Установка по п. 1,отличающаяся тем, что она Снабжена плитами-штампами,
между которыми и внутренними торцовыми поверхностями обоймы с одной стороны установлены домкраты, а с другой пружины сжатия, причем бортоснастка установлена внутри обоймы с возможностью контактирования с двух противоположных сторон с плитами-штампами.
in in
CD
Ю
«01
У)
«vi И
-4
сл о
ui сл
27


| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И МЕХАНИЗМ БОКОВОГО ОБЖАТИЯ | 2004 |
|
RU2274547C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Установка для изготовления железобетонных изделий методом прессования | 1989 |
|
SU1778002A1 |
| Прессформа для изготовления бетонных и железобетонных изделий | 1977 |
|
SU743874A1 |
| Пресс-форма для изготовления бетонных и железобетонных криволинейных элементов | 1986 |
|
SU1433805A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2016 |
|
RU2633932C1 |
| Пресс-форма для изготовления железобетонных изделий | 1990 |
|
SU1805043A1 |
| Пресс-форма для изготовления железобетонных изделий | 1988 |
|
SU1675089A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2269412C2 |
| Прессформа для изготовлениябЕТОННыХ и жЕлЕзОбЕТОННыХ издЕлий | 1978 |
|
SU799945A1 |

Использование: область промышленности сборного железобетона. Сущность изобретения: установка Содержит обойму, крышку, на днище обоймы закреплен рольганг с последовательно расположенными на его валках кассетами, Пакет кассете двух противоположных сторон примыкает к плитам штампами, между которыми и внутрен- ними повехностями обоймы с одной стороны размещены домкраты, передающие усилия при прессовании, а с другой - пружины сжатия, уравновешивающие эти усилия. Каждая кассета состоит из неподвижно закрепленного на поддоне сердечни- ка крепящимися к нему болтами консольно-выступэющих стенок, в которые ввернуты напраЁляющие штыри, посредством которых сориентированы пуансоны Две замкнутые полости каждой кассеты, образуемые вышеперечисленными ее элементами повторяют контур готовых изделий. Замыкание формообразующих полостей осуществляется заглушкой, крепящейся к сердечнику. Для фиксации минимального размера изделий пуансоны снабжены ограничителями, которые при прессовании деформируют упругие элементы, восстанавливающие свои размеры после сброса опрессовочного давления, обеспечивая тем самым распалубочный зазор между изделиями и пуансонами. Распалубочный Зазор между консольно-выступающими стенками и торцами изделий обеспечивается за счет упругой энергии размещенных в гнездах сердечника пружин, освобождающейся при ослаблении болтов, крепящих консольно-выступающие стенки к сердечнику. После опрессовки бетонной смеси обойма закрывается крышкой и внутрь нее подается теплоноситель. Выемка готового изделия из кассеты осуществляется после набором бетона распалубочной прочности на посту распалубки при снятой заглушке, 1 з.п. ф-лы, 6 ил. сл ел о сл сл
Фиг. 5
26
| Прессформа для изготовления бетонных и железобетонных изделий | 1977 |
|
SU743874A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
