Изобретение относится к области гальванотехники и может быть использовано для электролитического изготовления металлических лент или фольги, а также для одностороннего нанесения электролитического покрытия на металлические ленты.
Из заявки WO 94/10360 известно устройство для одностороннего электролитического покрытия металлических лент. Вокруг приводимого в движение токового барабана в контакте с ним протягивается подлежащая одностороннему покрытию металлическая лента. При этом металлическая лента через обводной ролик подводится на возможно минимальное расстояние к токовому барабану, а на противоположной стороне после процесса покрытия движется через следующий обводной ролик. Металлическая лента проходит через омываемое электролитом промежуточное пространство, на котором она обретает гальваническое покрытие. С обеих сторон пространство, образуемое поверхностью ленты и противолежаще расположенным анодом, ограничено уплотнителями, положение которых в направлении оси токового барабана может быть приспособлено к различной ширине подлежащих покрытию лент. Каждый из уплотнителей прилегает участком герметизации к краю покрываемой металлической ленты. Прилегающие участки уплотнителей контактируют с металлической лентой с углом обхвата, достаточно большим, чтобы обеспечить достаточное уплотнение при попадании ленты в электролит.
Такое устройство позволяет получать одностороннее гальваническое покрытие металлических лент различной ширины. Не используемые при малой ширине металлических лент участки токового барабана защищены от электролитического осаждения, т.к. благодаря мерам герметизации эти участки не смачиваются электролитом. Но даже если в этом известном устройстве предотвращается нежелательное электролитическое осаждение на не используемых краевых участках токового барабана, то и тогда, особенно при гальваническом осаждении на очень тонкие металлические ленты, например фольгу, опора герметизирующих участков на металлические ленты представляется неудачной. Именно при обработке очень тонких лент эти области уплотнения, мимо которых протягивается лента, оставляют дефекты. Краевые участки таких лент или фольги должны быть затем удалены при следующей технологической операции.
В устройстве согласно упомянутой заявке WO 94/10360 невозможно провести электролитическое изготовление металлической ленты.
Устройство для электролитического изготовления металлической ленты известно, например, из патента США US-PS 2044415. Между приводимым в движение катодным токовым барабаном и расположенными концентрически с ним анодами, размещенными на угловом пространстве примерно 160 градусов, имеется промежуток, через который прокачивается электролит, содержащий металл, подлежащий осаждению. При прохождении электрического тока металл, содержавшийся до этого в электролите в связанной форме, осаждается на поверхности катода. Благодаря вращению токового барабана электролитическое покрытие по выходе его из электролита может непрерывно выводиться в виде фольги или тонкой металлической ленты и подвергаться последующим технологическим операциям. Согласно этой публикации вся ширина токового барабана используется для получения в процессе электролитического осаждения металлической фольги. Чтобы предохранить токовый барабан в его оконечной части вблизи торцевых поверхностей от электролитического осаждения, что могло бы привести к его повреждению, применяется резиновый пояс круглой формы, опирающийся на торцевую часть токового барабана и на непроводящий фланец, расположенный со стороны его торца. Этот уплотнительный резиновый пояс электрически изолирует торцы токового барабана и тем самым делает невозможным гальваническое покрытие этих областей.
В силу трудностей, обусловленных особенностями щелевых эффектов электролитического процесса в краевых зонах, описанное выше устройство предназначено лишь для получения металлических лент или пленок единственной ширины, а именно ширины токового барабана. Для получения же металлических лент различной ширины это устройство непригодно. Равным образом упомянутым изобретением не предусмотрено нанесение односторонних электролитических покрытий на металлические ленты.
С учетом обсужденного выше состояния техники задача изобретения состоит, таким образом, в том, чтобы предложить качественно новое устройство, в котором можно не только изменять рабочую зону токового барабана, а нерабочие зоны эффективно защищать от нежелательного электролитического покрытия, но и производить в электролитическом процессе металлическую ленту, а также осуществлять одностороннее нанесение на металлические ленты электролитических покрытий.
Эта задача в соответствии с изобретением решается посредством того, что устройство для ведения непрерывного процесса электролитического осаждения содержит вращающийся катодный токовый барабан с электропроводной поверхностью по всей используемой ширине и один или несколько анодов, расположенных примерно концентрически по отношению к катодному токовому барабану на некотором расстоянии от него. При этом промежуточное пространство, находящееся между катодным токовым барабаном и анодом или анодами, омывается электролитом, содержащим в растворенной форме и подлежащий осаждению металл. В краевой части катодного токового барабана предусмотрено средство из электроизоляционного материала для предотвращения покрытия неиспользуемого участка катодного токового барабана, расположенное между ним и анодом или анодами, граничащее с используемой в электролитическом процессе осаждения рабочей зоной катодного токового барабана и охватывающее его, по меньшей мере, до уровня электролита. Оно выполнено в виде экранирующей ленты, примыкающей к каждой из сторон катодного токового барабана и выступающей над его цилиндрической поверхностью от торца. Сторона экранирующей ленты, обращенная к рабочей зоне, имеет обращенный в этом направлении и простирающийся вдоль экранирующей ленты уступ.
При этом экранирующая лента опирается на экранируемую поверхность катодного токового барабана и на своей стороне, обращенной к нему, имеет расположенные поперек опорные перегородки и перемежающиеся с ними пазы для стока электролита. Пазы на своих концах имеют отверстия для стока.
Устройство содержит также держатель анода, на который с внешней стороны выемкой опирается экранирующая лента, приспособления для фиксации экранирующих лент, связанные с устройством регулирования для изменения положения экранирующих лент в соответствии с шириной экранируемых участков, на выступающей за торец катодного токового барабана стороне экранирующей ленты, приемный узел частично-кольцеобразной формы, на стороне которого, обращенной к катодному токовому барабану, имеется приемный паз для приема внешнего края экранирующей ленты с ее приспособлениями для фиксации, причем приемный узел выполнен с возможностью смещения в направлении оси катодного токового барабана.
Приспособлениями для фиксации являются выступы, размещенные с интервалом друг от друга вдоль экранирующей ленты на ее внешнем крае и выступающие над ее поверхностью.
Устройство регулирования для осевого смещения приемного узла включает в себя два плунжерно-цилиндровых устройства.
Сторона каждой из экранирующих лент, обращенная к катодному токовому барабану, по меньшей мере, на участке контакта с ним имеет покрытие, уменьшающее трение.
Благодаря применению экранирующей ленты, из соображений целесообразности гибкой и из электрически непроводящего материала и охватывающей токовый барабан в зоне электролита, достигнуто электрически эффективное экранирование между анодом или анодами, из соображений целесообразности нерастворимыми, и закрытым экранирующей лентой участком токового барабана, служащего в качестве катода.
Поэтому электрический ток между анодом и катодом течет лишь в рабочей зоне токового барабана, т.е. на участках, не закрытых экранирующими лентами, так что электролитическое покрытие ограничено соответствующей рабочей зоной токового барабана. Напротив, на участках, закрытых экранирующими лентами, электрический ток, а вместе с ним и электролитическое покрытие отсутствуют. Чтобы обеспечить также отсутствие повышенного электролитического покрытия поверхности токового барабана в краевой зоне экранирующей ленты вблизи рабочей зоны, экранирующая лента снабжена уступом, обращенным к токовому барабану. Благодаря этому достигается также и то, что на внешних краевых участках изготавливаемых или покрываемых металлических лент толщина слоя к краю получается утончающейся и к кромке ленты сходящей на нет, так что достигается отсутствие покрытия вне рабочей зоны.
Рабочая зона токового барабана может задаваться, например, таким образом, что для различных процессов осаждения предусматриваются ленты, экранирующие краевые зоны токового барабана, различной ширины.
Устройство согласно данному изобретению предназначено как для электролитического изготовления металлических лент или пленок (фольги), так и для одностороннего электролитического покрытия металлических лент, т.к. устройство использует для защиты нерабочих участков токового барабана принцип электрического экранирования, а не принцип герметизации от проникновения жидкости, как, например, в предмете изобретения по заявке WO 94/10360. При одностороннем электролитическом покрытии металлических лент краевая зона подлежащей покрытию металлической ленты входит в контакт с уступом экранирующей ленты, обращенным к рабочей зоне, так что боковая кромка металлической ленты электрически экранирована уже в такой степени, что чрезмерного покрытия этих участков металлической ленты и покрытия токового барабана на участке, граничащем непосредственно с участком, закрытым обрабатываемой металлической лентой, не происходит.
Обе примененные для экранирования гибкие экранирующие ленты из соображений целесообразности располагаются так, что они выступают над торцевыми сторонами токового барабана. Выступающие над торцевыми сторонами участки могут быть применены для того, чтобы регулированием положения обеих экранирующих лент можно было задавать ширину рабочей зоны токового барабана, а вместе с тем и ширину его экранируемых краевых участков. С помощью этих экранирующих лент может регулироваться ширина рабочей зоны токового барабана путем их смещения в соответствии с желаемой шириной рабочей зоны без необходимости замены этих лент.
На стороне экранирующей ленты, обращенной к токовому барабану, целесообразно размещены опорные перегородки, опирающиеся на поверхность токового барабана, и чередующиеся с ними пазы для стока. Через эти пазы наряду с имеющимся непосредственно в промежуточном пространстве производительным сливом электролита он также удаляется из промежуточного пространства. Вследствие этого возникает особенно при покрытии тонких металлических лент, как, например, фольги, вследствие возникающего разрежения, деформация материала, прежде всего в его краевой зоне, на токовом барабане; поэтому целесообразна его фиксация на токовом барабане.
Предпочтительно на каждой экранирующей ленте на участке, удаленном от рабочей зоны токового барабана и выступающем за торец барабана, имеются средства фиксации, находящиеся в зацеплении с устройством регулирования положения ленты в соответствии с шириной экранируемой в зависимости от обстоятельств краевой части токового барабана. В одном из вариантов исполнения в качестве таких средств предусмотрены расположенные в ряд с некоторым интервалом выступы, удерживаемые в приемном пазу приемного узла. При этом выбран интервал между выступами, чтобы облегчить заправку экранирующей ленты в приемный узел. Из соображений целесообразности такой приемный узел соединен с плунжерно-цилиндровым устройством, с помощью которого производится изменение положения экранирующей ленты в соответствии с шириной экранируемого участка токового барабана. Впрочем, для установки приемного узла можно применить и другие средства, как, например, шпиндель, при соответствующих условиях с моторным приводом.
На чертежах показаны:
фиг.1 - поперечное сечение устройства для одностороннего электролитического покрытия металлических лент, разрез вдоль линии А-В фиг.2;
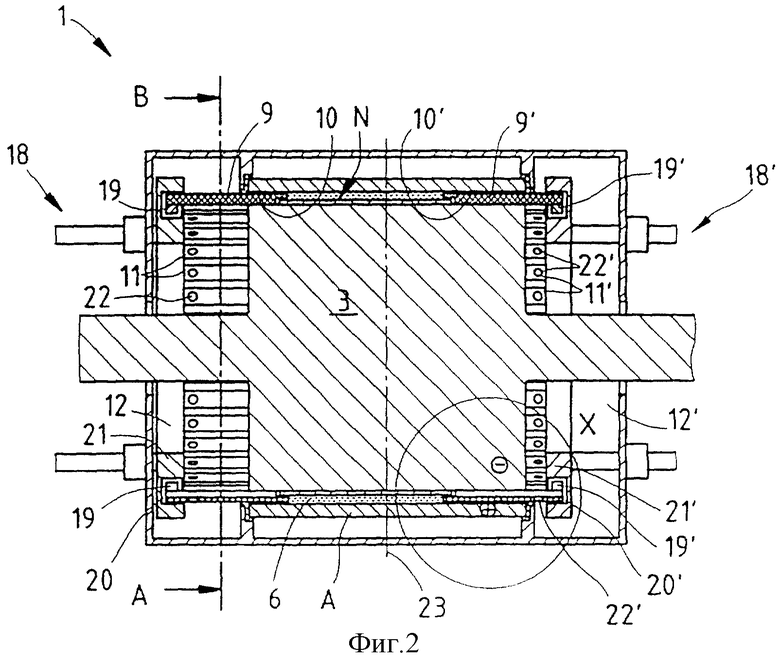
фиг.2 - продольное сечение устройства фиг.1, разрез вдоль линии C-D фиг. 1;
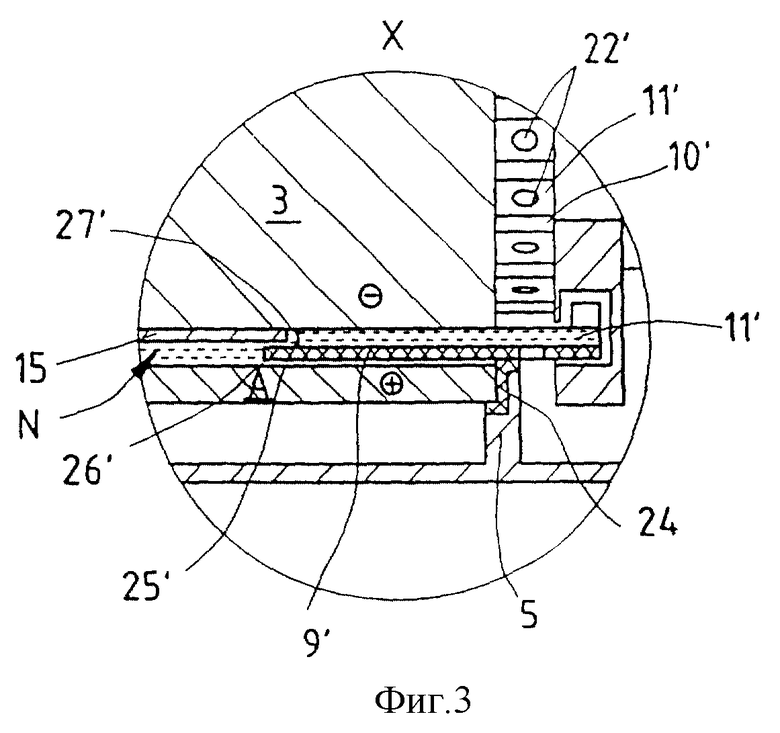
фиг.3 - увеличенное изображение фрагмента, обозначенного на фиг.2 значком "X";
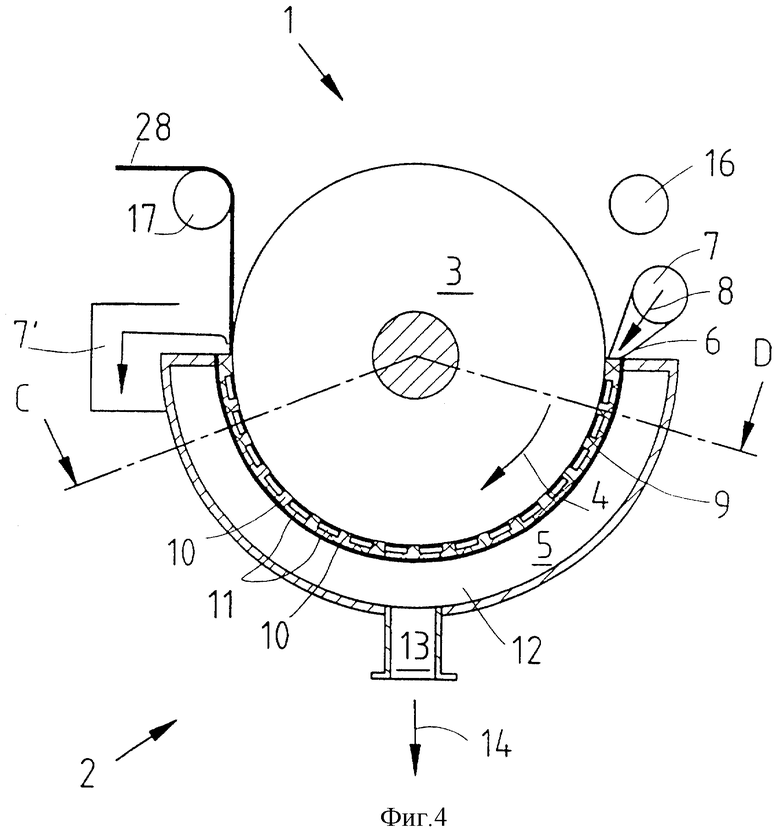
фиг.4 - разрез, соответствующий изображению фиг.1, устройства для электролитического изготовления металлической ленты.
На фиг. 1 показано устройство для одностороннего электролитического покрытия металлических лент (устройство для покрытия) 1. Оно включает в себя ванну 2, в которую помещен с возможностью вращения катодный токовый барабан 3. Направление вращения барабана 3 указано стрелкой 4. Под токовым барабаном 3 понимается неразъемный барабан, вся цилиндрическая поверхность которого по всей ее ширине выполнена электропроводной. Благодаря такой цельности конструкции барабана 3 предотвращаются дефекты, особенно при покрытии тонких лент, которые встречаются при применении разъемных барабанов. Необходимые для процесса аноды не видны на разрезе, представленном на фиг.1; они находятся за опорной стенкой 5. При упоминании о примененных анодах имеются в виду нерастворимые аноды. Пространство, образованное между поверхностью бокового барабана 3 и анодами, омывается электролитом, непрерывно вводимым в него посредством устройства подачи 7 и удаляемым из него через устройство 7. Направление подвода электролита показано стрелкой 8. Направление потока электролита, таким образом, совпадает с направлением вращения 4 барабана 3. В другом, не представленном здесь варианте исполнения изобретения предусмотрено направление потока электролита, противоположное направлению вращения 4 барабана 3. По краям промежуточное пространство 6 ограничено соответственно экранирующими лентами 9 и 9', из которых на фиг.1 видна лишь лента 9. Обращенная к барабану 3 сторона экранирующей ленты 9 выполнена состоящей из чередующихся друг с другом опорных перегородок 10 и пазов для стока 11. Опорными перегородками 10 экранирующая лента 9 опирается на экранируемую поверхность барабана 3. Пазы 11 служат для стока электролита, находящегося в промежуточном пространстве 6, и каждый из них впадает с внешней стороны в сборник 12. В глубокой части сборника 12 расположен слив 13, из которого в направлении стрелки 14 отбирается электролит, поступающий из пазов 11.
Подлежащая покрытию металлическая лента 15 огибает обводной ролик 16 для ввода ее в промежуточное пространство 6. При этом предусмотрено, чтобы лента 15 еще перед входом в пространство 6, заполненное электролитом, контактировала с поверхностью катодного барабана 3. Затем при проходе пространства 6 осуществляется желаемое покрытие внешней стороны ленты 15. После обхода устройства для покрытия 1 лента 15' с покрытием направляется далее через второй обводной ролик 17.
Из показанного на фиг. 2 продольного разреза устройства для нанесения покрытий 1 становится ясным расположение обеих экранирующих лент 9, 9' по отношению к рабочей части токового барабана 3. Верхняя часть продольного разреза фиг.2 показывает экранирующие ленты 9 и 9', представленные разрезанными в области опорных перегородок, соответственно 10 и 10', в нижней же части те же ленты представлены разрезанными в области пазов для стока соответственно 11 и 11'. Ленты 9 и 9' имеют такую ширину, при которой обеспечивается, чтобы даже при обработке покрываемых металлических лент малой ширины они в торцевых частях выступали за токовый барабан 3. Этими оконечными участками, выступающими за торцы барабана 3, ленты 9, 9' находятся в контакте с устройствами регулирования соответственно 18 и 18', посредством которых ленты 9 и 9' подстраиваются под ширину краевых участков барабана 3, подлежащих экранированию. С этой целью экранирующие ленты 9, 9' с внешних сторон снабжены фиксирующими выступами 19, 19', заходящими в соответственно сформованные приемники 20, 20' приемных узлов 21, 21'. Под фиксирующими выступами 19, 19' следует понимать ряд отдельных выступов, расположенных друг за другом на определенном расстоянии.
В области участков экранирующих лент 9, 9', выступающих за торцы барабана 3, в пазах для стока 11, 11' предусмотрены отверстия для стока 22, 22' с тем, чтобы освобождающийся электролит мог стекать через эти отверстия в расположенные внизу сборники 12, 12'.
Каждое из устройств регулировки 18, 18' включает в себя по два плунжерно-цилиндровых устройства, опирающихся на ванну 2; с помощью них приемные узлы 21, 21' могут перемещаться и настраиваться относительно барабана 3 в осевом направлении. Фиг.2 показывает положение экранирующих лент 9 и 9', которое выбрано лишь для иллюстрации диапазона регулировки этого положения. Здесь лента 9 со своим органом регулировки 18 показана в положении, которое могло бы быть выбрано для установки относительно широкой рабочей зоны N, т. е. для покрытия относительно широкой металлической ленты. Напротив, лента 9' со своим органом регулировки 18' показана в положении, которое могло бы быть выбрано для образования относительно узкой рабочей зоны N, т.е. для обработки гораздо более узкой лепты. В обоих случаях обеспечено, что не занятые металлической лентой зоны барабана 3 электрически экранированы лентами 9, 9' и, таким образом, не подвергаются электролитическому покрытию. Впрочем, в нормальном положении экранирующие ленты 9, 9' устанавливают симметрично относительно средней линии 23.
Изменение положения экранирующих лент 9, 9' посредством устройств регулировки 18, 18' может осуществляться с помощью соответственно позиционированного фотоэлемента, которым воспринимается соответствующая ширина металлической ленты 15 на барабане 3. Тогда через подключенное к одному из таких фотоэлементов устройство управления можно управлять устройствами регулирования 18, 18' для изменения положения лент 9, 9'.
Особенно понятным становится расположение лент 9, 9' из представленного на фиг.3 увеличенного фрагмента "X" на примере ленты 9'. Своей опорной перегородкой 10' она опирается на электропроводящую внешнюю сторону токового барабана 3. Лишь в области пазов для стока 11' этот краевой участок барабана 3 также находится в контакте с электролитом. Тем не менее, благодаря электрически непроводящему исполнению экранирующей ленты 9' этот участок барабана 3 электрически экранирован, так что электролитическое покрытие этого краевого участка исключено. Лента 9' удерживается в контакте с внешней стороной барабана 3 с помощью надлежащих натяжных средств. Поэтому между поверхностью барабана 3 и лентой 9' существует скользящий контакт. Ленты 9, 9' поддерживаются в направлении движения 4 барабана 3 со стороны концов ограничителем.
С внешней стороны лента 9' опирается на укрепленный в опорной стенке 5 держатель анода 24, причем лента 9' для смещения вдоль барабана 3 обладает скользящим герметизированным контактом. В держателе анода 24 укреплен анод А.
В другом, не представленном варианте осуществления изобретения предусмотрено, что ленты 9, 9' прижимаются к поверхности барабана вместе с нажимным средством, опирающимся на держатель анода. В качестве такого нажимного средства может быть предусмотрен, например, надувной рукав.
Обращенная к металлической ленте 15 сторона ленты 9' имеет уступ 25', высота которого подобрана равной толщине обрабатываемой металлической ленты 15. Вместе с уступом 25' образован выступ 26', который с внешней стороны выдается над внешним краем металлической ленты 15. Благодаря такому взаиморасположению лент 9' и 15 толщина покрытия самого внешнего края металлической ленты вплоть до ее кромки уменьшается до нуля, так что вне рабочей зоны N не происходит также никакого покрытия токового барабана.
Из рассмотрения расположения экранирующей ленты 9' становится ясно, что при этом достигается эффективное электрическое экранирование зон токового барабана 3, не закрытых металлической лентой 15, без предусмотрения мер герметизации с целью отдаления электролита от этих зон.
Из фиг. 3 становится особенно ясно, что металлическая лента 15 свободно проводится в ступеньку 25' без контакта с лентой 9'.
На фиг. 4 изображено устройство 1 для нанесения покрытий, причем здесь оно приспособлено для электролитического изготовления металлических лент. Поэтому подведения металлической ленты, подлежащей покрытию, через обводной ролик здесь не происходит. При прохождении электрического тока на цилиндрической поверхности токового барабана 3 отлагается слой металла, который в зоне выхода цилиндра 3 из промежуточного пространства 6 отделяется через обводной ролик 17 при вращении барабана 3. Полученная таким способом металлическая лента 28 может затем непрерывно вводиться в последующую обработку или находиться в свернутом виде для временного хранения. Верхняя поверхность барабана 3 подготавливается для этой цели таким образом, что это обеспечивает лишь незначительное сцепление образующегося металлического слоя с поверхностью барабана и поэтому он может быть легко отделен от нее.
Для получения желаемой ширины изготавливаемой металлической ленты экранирующие ленты 9, 9' устанавливаются так, чтобы рабочая зона N токового барабана соответствовала ширине указанной металлической ленты. Благодаря возможности регулирования положения лент 9, 9' устройство 1 пригодно для изготовления металлических лент различной ширины.
Из приведенных примеров осуществления изобретения становится ясно, что устройство для нанесения покрытий 1 пригодно без внесения изменений как для одностороннего электролитического покрытия металлических лент, так и для собственно изготовления металлических лент посредством электролиза. Диапазон возможностей регулировки с помощью экранирующих лент 9, 9' дает возможность универсального применения устройства 1.
Перечень позиционных обозначений
1. Устройство для нанесения покрытий
2. Ванна
3. Токовый барабан
4. Стрелка
5. Опорная стенка
6. Промежуточное пространство
7. Подвод электролита
8. Стрелка
9,9'. Экранирующие ленты
10,10'. Опорные перегородки
11,11'. Пазы для стока
12,12'. Сборники
13. Слив
14. Стрелка
15. Металлическая лента
16. Обводной ролик
17. Обводной ролик
18,18'. Устройства регулировки
19,19'. Фиксирующие выступы
20,20'. Приемники
21,21'. Приемные узлы
22,22'. Отверстия для стока
23. Средняя линия
24. Держатель анода
25'. Уступ
26'. Выступ
27'. Краевой зазор
28. Металлическая лента
A. Анод
N. Рабочая зона токового барабанат
Изобретение относится к гальванотехнике и может быть использовано для непрерывного процесса электролитического осаждения, а именно для изготовления металлических лент или фольги, а также для нанесения покрытий. Устройство включает катодный токовый барабан с электропроводной поверхностью по всей используемой ширине, анод, расположенный концентрически по отношению к токовому барабану на некотором расстоянии от него, при этом промежуточное пространство, находящееся между токовым барабаном и анодом, омывается электролитом. К токовому барабану примыкают экранирующие ленты, расположенные между катодной поверхностью токового барабана и анодом. Они электрически экранируют и тем самым защищают от электролитического осаждения краевые зоны токового барабана. Между экранирующими лентами находится действующая при проведении электролитического процесса осаждения рабочая зона токового барабана. Обращенная в зависимости от обстоятельств к рабочей зоне сторона экранирующей ленты имеет уступ, благодаря которому толщина изготовляемой металлической ленты или одностороннего покрытия уменьшается к краю ленты до нуля. Технический результат: расширение функциональных возможностей устройства. 9 з.п. ф-лы, 4 ил.
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ | 1992 |
|
RU2044415C1 |
| Многобарабанный электролизер для непрерывного получения катодного цинка | 1957 |
|
SU109530A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ СЕЛЕКТИВНО-ЛОКАЛЬНОГО ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА ДЛИННОМЕРНЫЕ ЛЕНТЫ | 1991 |
|
RU2022062C1 |
| Кольцевой регистр сдвига | 1978 |
|
SU752485A1 |
| СПОСОБ ГАЗОТРАНСПОРТА ГОРЯЧИХ ЬыЛЕЙР'^-^^"латс;гг;,с-. | 0 |
|
SU261691A1 |

