Изобретение относится к контрольно- измерительной технике и может быть использовано в процессе капитального ремонта турбоагрегатов
Цель изобретения - повышение точности центровки.
Способ иллюстрируется чертежом. В известном способе центровки, заключающемся в том, что измеряют в статическом состоянии несоосность каждой пары роторов по полумуфтам и положение роторов в цилиндрах по контрольным расточкам, определяют оптимальное относительно имеющихся расцентровок пространственное положение сцентрованного турбоагрегата и производят перемещение всех стыкуемых частей турбоагрегата к этому положению, после чего дорабатывают и устанавливают внутренние детали цилиндров, по данному способу в рабочем состоянии перед остановкой турбоагрегата на ремонт измеряют параметры характеризующие
взаимное положение каждого ротора и его цилиндра, затем после остановки роторов производят аналогичные измерения в тех же пространственных точках в статическом состоянии, по разности измерений определяют происходящие изменения при переходе от рабочего состояния к статическому и учитывают эти изменения при нахождении оптимального положения и установке внутренних деталей цилиндров
Особенностью центровки турбоагрегата при его ремонте является то что перед этим в течение нескольких лет турбоагрегат находится под воздействием температурных и механических воздействий. В результате непрерывного длительного воздействия этих факторов в металлах происходят структурные изменения, которые приводят к изменению упругих деформаций и динамических характеристик Другой особенностью является то что перед остановкой на ремонт турбоагрегат находится в
Ё
О
о
Сл СО Ю
О
рабочем расстоянии и, следовательно, е сть возможность измерить реальные зазоры между статорными и роторными деталями, Если произвести такие измерения в районе всех контрольных расточек в горизонтальной и вертикальной плоскостях до и после остановки ротора, то по этим измерениям можно определить реальные изменения положения роторов относительно цилиндров, а также рассчитать относительное изменение изломов осей и относительные радиальные смещения роторов. Эти параметры позволяют составить уточненную систему уравнений центровки, найти и выполнить такой вариант, который обеспечит центровку турбоагрегата в рабочем состоянии. При этом учитывается, что при ремонте валы роторов и цилиндры практически не изменяются, заменяются или дорабатываются только внутренние детали (уплотнения, лопатки, и т.д.), которые на изменения взаимного положения при переходе от статического положения к рабочему мало влияют, Если даже произойдет частичный возврат к идеальным (расчетным) изменениям зазоров (если валы роторов ремонтировались), то и в этом случае через некоторое время изменение положения роторных и статорных деталей станет таким же, как и до ремонта, или, по крайней мере, будет значительно ближе к измеренным, чем к расчетным (идеальным).
При реализации способа датчики могут располагаться и на роторах, а измерение относительного изменения зазоров в вертикальной и горизонтальной плоскости производится при их вращении путем установки ответных частей этих датчиков в требуемых местах или путем синхронизации.
Способ центровки турбоагрегата осуществляется следующим образом.
В рабочем состоянии измеряют параметры (зазоры), характеризующие взаимное положение роторов и цилиндров, затем измеряют те же параметры и несоосность каждой пары роторов в статическом состоянии, определяют происходящие изменения во взаимном положении стыкуемых частей турбоагрегата при переходе от рабочего состояния к статическому, находят опти-- мальное положение сцентрированного турбоагрегата с учетом этих изменений и производят перемещение всех стыкуемых частей турбоагрегата к этому положению, после чего дорабатывают и устанавливают внутренние детали цилиндров так, чтобы обеспечить их соосность с роторами в рабочем состоянии.
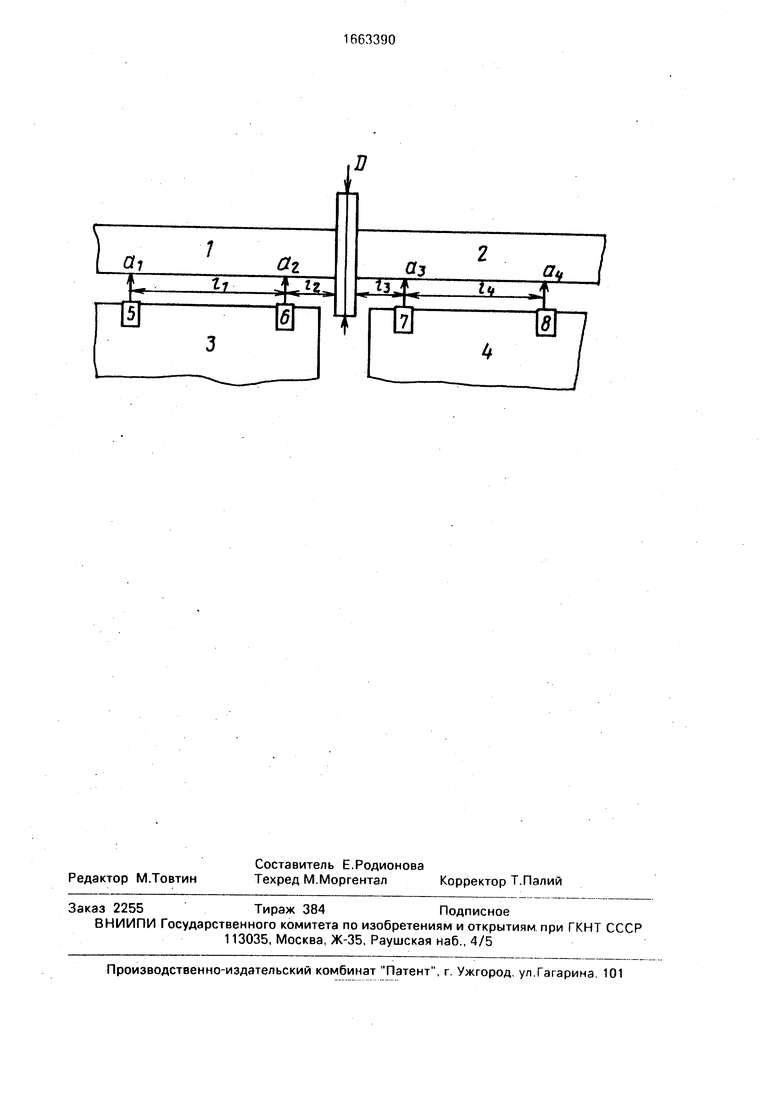
На чертеже показана условная линия роторов с датчиками зазоров, установлен
ными в цилиндрах вблизи контрольных расточек турбоагрегата.
Условная линия состоит из двух роторов 1 и 2, которые соединены полумуфтой D,
каждый из них расположен в своем цилиндре 3 и 4. Вблизи контрольных расточек в цилиндрах установлены датчики 5-8 зазоров, измеряющие взаимное смещение роторов и цилиндров в вертикальной плоскости.
Аналогичные датчики устанавливаются для измерительной плоскости. Аналогичные датчики устанавливаются для измерения смещений в горизонтальной плоскости. Эти датчики, верхние половины цилиндров, подшипники и другие детали турбоагрегата на чертеже не показаны. Пусть измеренные относительные изменения зазоров в контрольных расточках при переходе от рабочего состояния к статическому соответственно будут ai; 32; аз; а/. Расстояние между датчиками 5 и 6 равно И, между 7 и 8 М. Расстояние от полумуфты до ближайших датчиков la и з. Диаметр полумуфт равен D (фиг.1). Для составления уравнения центровки и нахождения оптимального положения необходимо по измеренным относительным изменениям зазоров в контрольных расточках найти изменения излома осей (А А) и относительного радиального
смещения (AR). Изменение излома осей (Д А) и радиального смещения (Д R) от единичного смещения в контрольных расточках определяется в общем виде по формулам
35
ДА ±у;ДР ±
где I - расстояние между контрольными расточками (датчиками)
|п - расстояние от полумуфты до контролируемой расточки (датчика).
Подставив измеренные относительные изменения зазоров и суммируя, получают
ЛА-П / at - 32 . 34 - аз У , (, 1 + 4 )
Д R Y (ai - 32) + -р (аз -аз) + аз - ai;
По аналогии составляют уравнение центровки
m с
2 1«чХ, -(Р,+ДР|), (1) i U 1
где сц j - элемент матрицы зависимости излома осей, относительных радиальных смещений роторов в полумуфтах и смещения
роторов в расточках от сдвига на величину Xi отдельного 1-го подшипника;
m - общее число подшипников;
с - общее число всех расточек, изломов осей; относительных радиальных смещений во всех полумуфтах в одном из направлений, вертикальном или горизонтальном;
j 1,2,.,.,с; I 1,2,т;
FJ - измеренная в статическом состоянии величина излома осей, относительного радиального смещения или смещения ротора в расточке;
AFj - относительное изменение зазора в расточке, относительное изменение излома осей или относительное изменение радиального смещения при переходе от рабочего состояния к статическому.
Система (1) переопределенная (число полумуфт и расточек превосходит число подшипников). Поэтому оптимальное положение ищут, по критериям оптимальности, по формуле
Ј Kj (Mj+AM)2+§ KiX J 11 1
1 +N +Р
mln, (2)
где Kj - коэффициент, учитывающий трудоемкость доработки контрольной расточки;
Mj - остаточное смещение в контрольной расточке после перемещения подшипников;
Л MJ - относительное изменение зазоров в контрольной расточке при переходе от рабочего состояния к статическому;
п - общее число контрольных расточек;
m - общее число подшипников;
К| - коэффициент, учитывающий трудоемкость перемещения подшипника;
Х| - величина требуемого для обеспечения центровки перемещения подшипника;
N - число контрольных расточек, остаточное смещение в которых после перемещения подшипников не превышает допуск;
Р - число не перемещаемых при центровке подшипников.
Для решения переопределенной системы (1) требуется, чтобы выполнялись все условия во всех полумуфтах и определяют такие смещения подшипников Xi, при которых положение линии валопровода удовлетворяет выбранному критерию оптимальности (2).
Таким образом, задача сводится к оп- ределению минимума нелинейного функционала (2). Его находят перебором дискретного ряда значений
Из расчета получаем требуемые для центровки смещения подшипников, необхо- димые для этого изменения толщин прокладок, а также остаточное смещение роторов относительно контрольных расточек (в рабочем состоянии). По этим данным производят центровку роторов, а также обрабатывают и устанавливают внутренние детали цилиндров
Измерение относительного изменения зазоров в контрольных расточках при переходе от рабочего состояния к статическому позволяет найти более правильное положение сцентрированной линии валопровода и установить внутренние детали цилиндров так, чтобы обеспечить их точную центровку в рабочем состоянии. Это позволяет умень- шить осевое течение, что в свою очередь повышает КПД турбоагрегата.
Формула изобретения
Способ центровки турбоагрегата, состоящего из ряда роторов, заключающийся в измерении в статическом состоянии несоосности каждой пары по их полумуфтам и положения роторов в цилиндрах по контрольным расточкам, определении оптимального пространственного положения турбоагрегата и одновременном перемещении всех частей турбоагрегата к этому положению с последующей доработкой и
установкой внутренних деталей турбоагрегата, отличающийся тем, что, с целью повышения точности центровки, перед измерением в статическом состоянии измеряют параметры, характеризующие взаимное
положение роторов и цилиндров в рабочем состоянии, производят сравнение результатов измерений аналогичных параметров в статическом и рабочем состояниях и учитывают их разность при нахождении оптимального положения и установке внутренних деталей цилиндров


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центровки турбоагрегата | 1987 |
|
SU1564434A1 |
| СПОСОБ УСТАНОВКИ ОПОРНЫХ ПОДШИПНИКОВ ВАЛОПРОВОДА ПАРОВОЙ ТУРБИНЫ | 1992 |
|
RU2029101C1 |
| СПОСОБ ЦЕНТРОВКИ ВАЛОЛИНИИ ТУРБОАГРЕГАТА | 1994 |
|
RU2082075C1 |
| СПОСОБ ПРИЦЕНТРОВКИ ПО ПОЛУМУФТАМ РОТОРА ТУРБОМАШИНЫ К БАЗОВОМУ РОТОРУ | 1998 |
|
RU2152520C1 |
| Способ измерения несоосности роторов турбоагрегатов | 1980 |
|
SU998855A1 |
| Устройство для центровки роторов и цилиндров паровых турбин | 1952 |
|
SU99977A1 |
| Способ центровки роторов | 1977 |
|
SU771458A1 |
| Устройство для автоматизированного контроля соосности и центровки механических конструкций | 2016 |
|
RU2639993C1 |
| Способ центровки составных роторов | 1976 |
|
SU643765A1 |
| ЛЕГКОСЪЕМНОЕ БЕЗЗАЗОРНОЕ КРЕПЕЖНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2013 |
|
RU2519996C1 |
Изобретение относится к контрольно-измерительной технике и может быть использовано в процессе капитального ремонта турбоагрегатов. Целью изобретения является повышение точности центровки турбоагрегатов. В способе перед остановкой турбоагрегата на ремонт измеряют в рабочем состоянии параметры, характеризующие положение роторов в цилиндрах в районе контрольных расточек, сравнивают с аналогичными параметрами, измеренными в статическом состоянии, и учитывают изменения, происходящие при переходе турбоагрегата из рабочего состояния в статическое при определении оптимального положения и при установке внутренних деталей цилиндров. 1 ил.
| Способ центровки турбоагрегата | 1987 |
|
SU1564434A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
