Настоящее изобретение имеет целью усоеершвнствовать устройства и приспособления для проверки взаимной центровки осей роторов и осей расточек цилиндров и стульев подшипников паровых турбин.
Иопользуемые для цеитровки турбин приопосо1бления (линейки, призмы, уроини, штихмассы и т. д.) 1не обеспечивают до1статочной то41ности центровки и, кроме того, при менение их требует значительной затраты времени и труда. Применение предложенного устройства значительно повышает точ ность и скорость работ по проверке ц&нтровки турбин.
Устройство состоит из универсальной скобы, поочередно устанавливаемой на Имеюш. горизонтальные разъемы цилиндров и 1стульев подшипников; индикатора или микрометрической головки, укрепляемых в вершине скобы; 1подввш.нваемого к универсальной скобе кронштейна, несуш,его вращак ш,ийся диск с укрепленным на его оси индикатором и набора калибров.
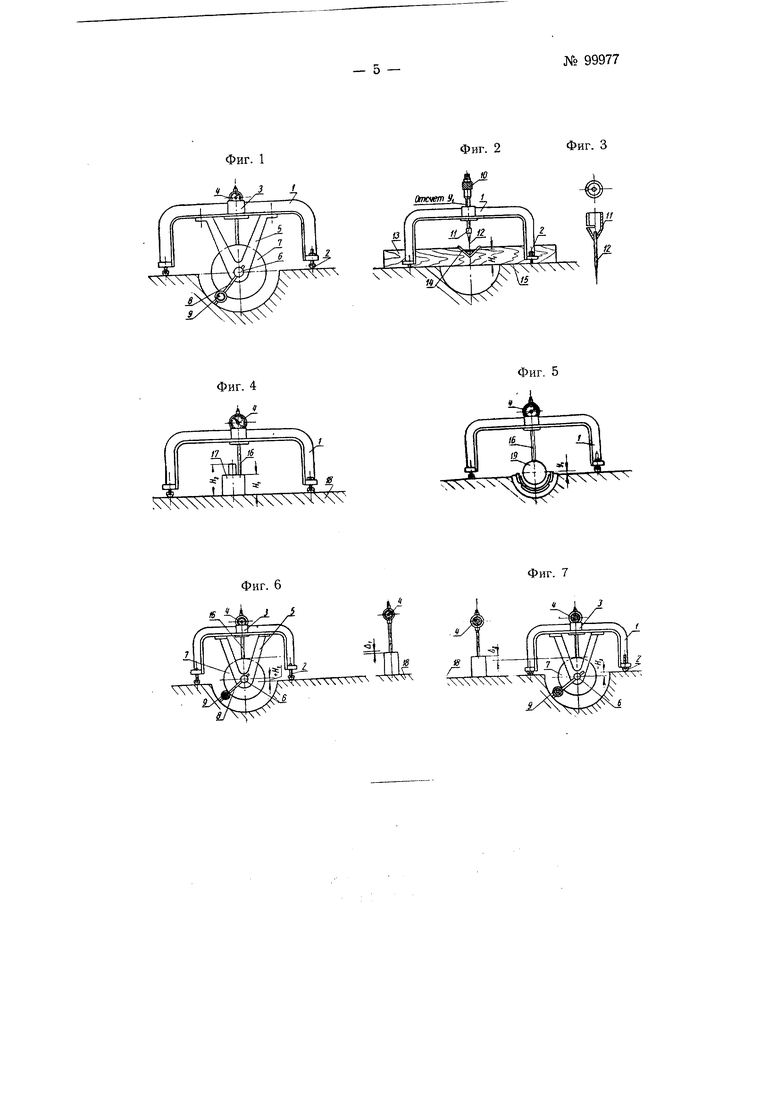
На фиг. 1 схематически изображено устройство согласно изобретению; фиг. 2-7 демонстрируют применение устройства для тех или иных измерений.
Устройство включает скобу / (фиг. 1), которая опирается на плоскость тремя установочными винтами 2. В центре нланки скобы вварена втулка 5, в которой с помощью зажимного приспособления закрепляется индикатор 4 или микрометрическая головка. К той же планке прикреплен съемный кронштейн 5, снабженный осью 6, на которой укреплены диск 7 и держатель 8, удерживаюший второй индикатор 9.
Прн помощи скобы и приспо1соблений к ней можно производить следующие три основных вида измерений.
1. Нивелировку плоскостей горизонтальных разъемов контрольных расточек цилиндров турбин. Для производств а этой работы скоба / (фиг. 2) снабжается микрометрическим винтом 10, на нижний конец которого надета разрезная пружинная втулка 11 (фиг. 3) с запрессованной в нее иглой 12.
Скоба устанавливается на горизонтальные плоскости разъемов цилиндра турбины, а ПОд ней, вдоль оси турбины, на деревянных подкладках 13, установлен желоб 14 из углового железа, заполненный водой. Длина желоба должна быть выбрана такой, чтобы она перекрывала расстояние между наиболее удлиненными контрольными расточками в цилиндре. Установочные болты скобы 1
регулируют и закрепляют так, чтобы ось микрометрического винта 10 и иглы 12 была перпендикулярна к плоскости горизонтального разъема и игла касалась уровня воды в желобе.
Установив скобу иад первой контрольной расточкой, вращением микрометрического виита добиваются снижения иглы до момента соприкосновения ее острия с уровнем воды в желобе 14 и делают отсчет по шкале микро метрического виита. Отсчет У, произведенный на микрометрическом вилте, отвечает расстоянию HI от поверхности ЙОДЫ до плоскости 15 горизонтального разъема расточки. Здесь У Яь
Сняв скобу с разъема первой расточки и установив ее на разъем второй расточки, проводят такие же, как над первой расточкой, измерения и оиределяют У Я. Чем болььче отсчет У, тем ниже лежит плоскость разъема.
Проведя серию замеров без передвижки желоба по пяти, например, расточкам, и определив УЬ УЛ, , У и У, принимают за «уль максимальный отсчет, например, УЗ О и определяют У УЗ - УЬ Уз У, .,; У ., УЗ - УОЕсли желоб не перекрывает все расточки по длине цилиндра турбины, то его -надо передвинуть так, чтобы он перекрывал остальные.
2. Определение высоты центра шейки вала относительно горизопталького разъема расточки цилиндра. Для производства этой работы следует предварительно изготовить для каждого агрегата свои калибры, соответствующие диаметрам, шеек роторов в ко1ктрольных расточках и определить постоянную для каледой контрольной расточки разниц} между радиусом шейки ротора и размером калибра.
К индикатору 4, устанавливаемому в вершвне скобы 1 (фиг. 4), следует сделать комплект удлинителей 16 длиной от 10 до 120 мм (через 10 мм). Допусти;м, что диаметры шеек роторов агретата в контрольных расточках, где желательно определить высоту центра шеек над разъемом, составляют 250, 280 и
300 мм, чему отвечают радиусы 125, 140 и 150 мм. Так как диапазон измерений индикатора составляет И- 12 мм, то в данном случае можно ограничиться двухстзпенчатым калибром 17, например, с размерами //1 133 мм и Я2 142 мм, ибо радиус любой из имеющихся шеек будет отличаться от одного из размеров калибра не более, чем на 11 мм. Калибр изготовляется из стальных стержней диаметром 40-60 мм. После изготовления его основание пришабровывается к контрольной плите и микрометром измеряется HI и Н. Размеры эти выбиваются на боковой поверхности калибра.
Пусть калибр 133 мм будет применен для шеек радиусом 125 и 140 мм и калибр 142 мм для шеек радиусом 150 . В соответствии с этим для каждой .шейки, диаметр которой измерен микрометром, определяют насколько радиус шейки больше или меньше ее калибра. Пусть для шейки но)Мер один эта разница составляет 124,95 м.м - 133 мм - 8,05 мм.
Установив скобу / на контрольную плиту 18 и закрепив в ее вершине индикатор 4, подбирают к индикатору удлинитель 16 такой длины, при которой индикатор, установленный на калибр высотой 133 мм, показал бы величину порядка 10 млг. При этом такие примерно показания индикатора к перпендикулярность оси индикатора к плоскости плиты зстанавливагот регулировкой высоты скобы установочными винтами.
Пусть показания индикатора на калибре составят 9,58 мм. Скобу с индикатором переносят на разъем над шейкой 19 (фиг. 5) вала так, чтобы удлинитель 16 индикатора 4 касался шейки. При перемеш.ении скобы поперек расточки максимум показаний индикатора при проходе вершины шейки составит 1,65 мм. TaiKHiM образом, разница показаний индикатора на iшeйкe 19 и калибра 17 соста вляет 1,65 мм - 9,58 мм - - 7,93 мм.
Так как па спортная разница составляет 8,05 мм, го в указанно.м случае центр шейки вала выше разъема на У| 8,05-7,93 0,12 мм.
Солоставлением фактической разницы показаний индикатора «а шейке и на Калибре с их паспортной разницей радиуса шейки и размера калибра определяют отклонения от разъемов центров других шеек роторов.
3. Определение высоты центра расточки цилиндра относительно горизонтального ее разъема. Для определения высоты центра расточки относительно разъема используется метод определения высоты центра вала относительно разъема, изложенный выше
На фит. 6 еал представлен дискам 7, диаметр которого Д известен, а размер калибра близок к Д.
Кроиштейн 5 с диском 7 крепится двумя винтами на скобе при установленном верхнем индикаторе 4. При этом перед укреплением кронштейна следует, переместив его относительно :скобы Влево и вправо, найти такое положение, при котором показания индикатора будут максимальными, т. е. направление оси удлинителя 16 индикатора будет проходить через центр диска.
Затем следует установить скобу 1 с Кронштейном 5 на разъеме над расточкой так, чтобы центр диска 7 совпал с центром расточки. Для этоГО скрепляют второй индикатор 9 с держателем 8 на оси 6 диска так, чтобы пуговка индикатора касалась поверхности расточки. Перемещая скобу с диском поперек расточки и регулируя высоту скобы установочными винтами 2, добиваются одинаковости показаний индикатора 5 в любой точке расточки. В таком положении центр диска лежит в центре расточки. Закрепив в этом положении установочные винты скобы и отметив показания верхнего индикатора 4, Снимают со скобы кронштейн 5 с диском 7 и индикатором 5.
Скобу с верхним индикатором 4 устанавливают на контрольную плиту 18 и определяют показания индикатора на калибре.
Допустим, что радиус диска на 0,07 мм меньше высоты калибра. Если показания верх1нег0 индикатора 4 1на диске будут больше показаний индикатора на калибре на величину Ai, то центр расточки лежит выше разъема на величину HI А 4- 0,07 мм, (фиг. 6). Если же показания индикатора на диске будут меньше показаний индикатора на калибре на Да, то центр расточки лежит ниже разъема на величину Я2 Аз - 0,07 мм (фиг. 7).
Так как при всех трех видах основных проверок скоба устанавливается в одних и тех же точках разъемов, ошибки от коробления разъемов исключаются.
Результаты проведенных трех видов основных проверок заносят в формуляр, где имеются также данные о расстояниях м;ежду контрольными расточками. По этим результатам проверки подсчитывают следующие существенные данные по центровке осей роторов и осей цилиндров.
1.Отклонение центров шеек роторов от центров расточек цилиндров в уплотнениях (разница отклонений центра расточкн и центра шейки вала от разъема).
2.Сравнительная нивелировка центров контрольных расточек цилиндров и стульев подшипников (по нивелировке разъемов с поправкой на отклонение центров расточек от разъемов).
3.Сравнительная нивелировка центров шеек роторов (по нивелировке разъемов с поправкой на отклонение центров шеек от разъемов) .
4.Средними наклон к горизонту оси каждого ротора.
5.Средний наклон к горизонту Оси каждого цилиндра.
По данным формуляра может быть графически в масштабе построено взаимное расположение разъемов цилиндров и стульев подшипников, взаимное расположение осей расточек цилиндров и стульев подшипников, и, наконец, взаимное расположение осей роторов.
Найденное таквм образо м взаимное расположение осей роторов, как правило, Согласуется с расположением осей роторов, найденным прямой проверкой их взаимной центровки, что является основным свидетельством высокой точности онисаяного метода центровки осей роторов, расточек и разъемов.
Устройство для центровки роторов и цилиндров может быть использовано также и /в следующих случаях.
1.При проверке величины омещеНИЯ по высоте шеек валов лосле перестановки центрующих их вкладыши прокладок.
2.При проверке наличия смещения по высоте шеек валов при затяжке верхних половин вкладышей и юрышек ПОДЩИ1ПНИКОВ.
3.При Проверке центровки по высоте шейки вала относительно центра расточки (например, в уплотнениях) .
4.При прицентровке к «онцу вала турбины корпуса маСЛЯйого насоса в системе гидродинамического ретулирОВания ВТИ.
5.При Проверке шеек валов на би. ение.
6.При проверке совершенства плоскостей контрольных плит.
Предмет изобретения
1.Устройство для центровки роторов и цилиндров паровых турбин, выполненное в виде -скобы с укрепленной на ней (микрометрической головкой или индикаторам, отличающееся тем, что, с целью определения высоты центра расточки цилиндра относительно плоскости его :горизонтального разъема, применен подвешенный к скобе диок с установленным на его оси индикатором.
2.При устройстве по п. 1 применение вспомогательных калибров для срав1нительных замеров при определении высоты центра шейки вала относительно плоскости горизонтального разъема цилиндра.
3.Видоизменение устройства по п. 1 для случая и-опользования его при нивелировке плоскостей разъемов контрольных расточек цилиндра с помощью скобы, Снабженной микрометрической головкой или индикатором, отличающееся применением заполненного водой желоба, устанавливаемого вдоль оси турбины над центрами контрольных расточек..