Изобретение относится к области обращения с инструментами, а именно к техническим средствам обучения . технике ручной дуговой электросварки.
Цель изобретения - распшрение дидактических возможностей тренажера и повышение эффективности обучения за использования режима самообучения .
На фиг. 1 приведена блок схема, тренажера; на фиг.2 - схема первого блока магнитных датчиков и схема формирователя сигнала угла наклона
электрода; на фиг. 3 - схема второго блока магнитных датчиков и схема формирователя сигналов отклонения электрода от центра сварочной ванны; на фиг. 4 - первый блок магнитных датчиков; на фиг. 5 - второй блок магнитных датчиков; на фиг. 6 - схема блока контроля действий сварщи- . Kaj на . 7 - схема формирователя .сигнала яркости сварочной ванны; на фиг, 8 - схема первого блока регист- . рации; на фиг. 9 - схема второго генератора первого блока регистрации; на фиг.10 - схема блока сигнализасд
о 4
СП
00 00
ции; на фиг.II - схема формирователя сигнала длины дуги; ,на фиг. 12 - блок моделирования объекта сварки; на фиг.13 - схема узла линеаризации формирователя сигнала длины дуги;; на фиг,-14 - схема первого, второго, третьего и четвёртого регистраторов первого блока регистрации; на фиг.15- схема пятого и шестого регистраторов JQ первого блока регистрации; на фиг,6 - схема блока коммутации; на фиг.17 - схема формирователя сигнала скорости сварки; на фиг. 1Я - одна из возможных траекторий имита- тора сварочной ванны; на фиг. 19 - конструкция имитатора сварочного электрода; на фиг.20 - конструкщгя размещения оптических источников блока сигнализации,20
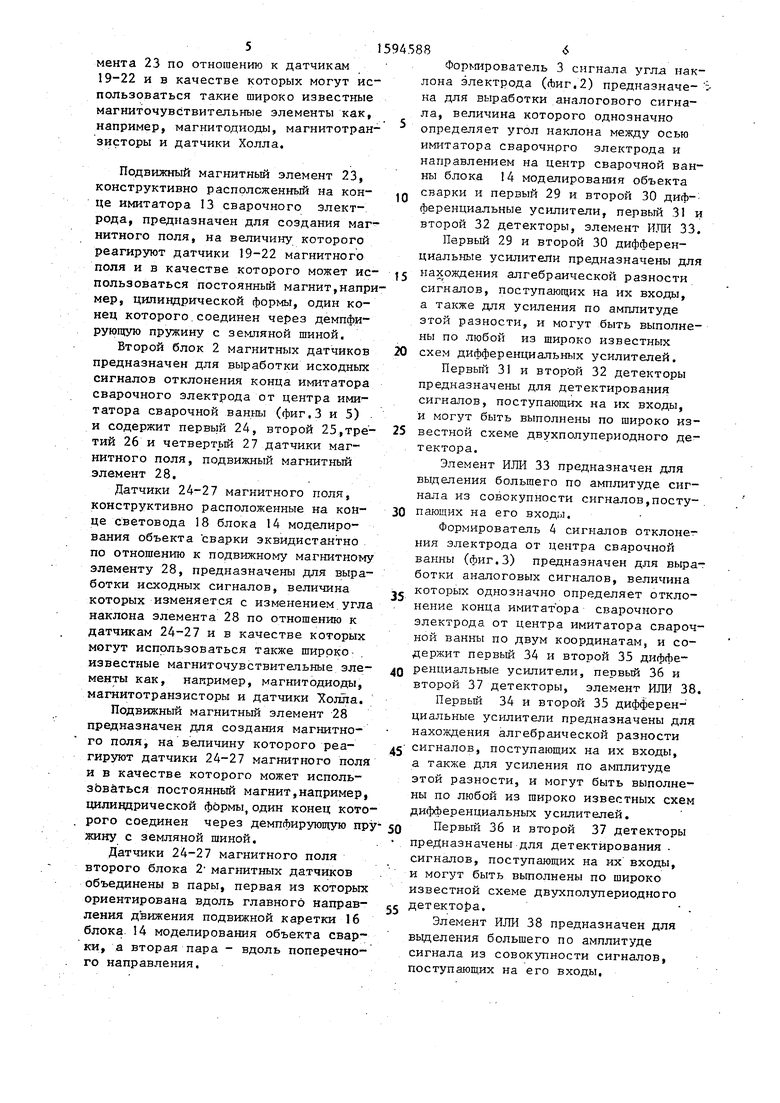
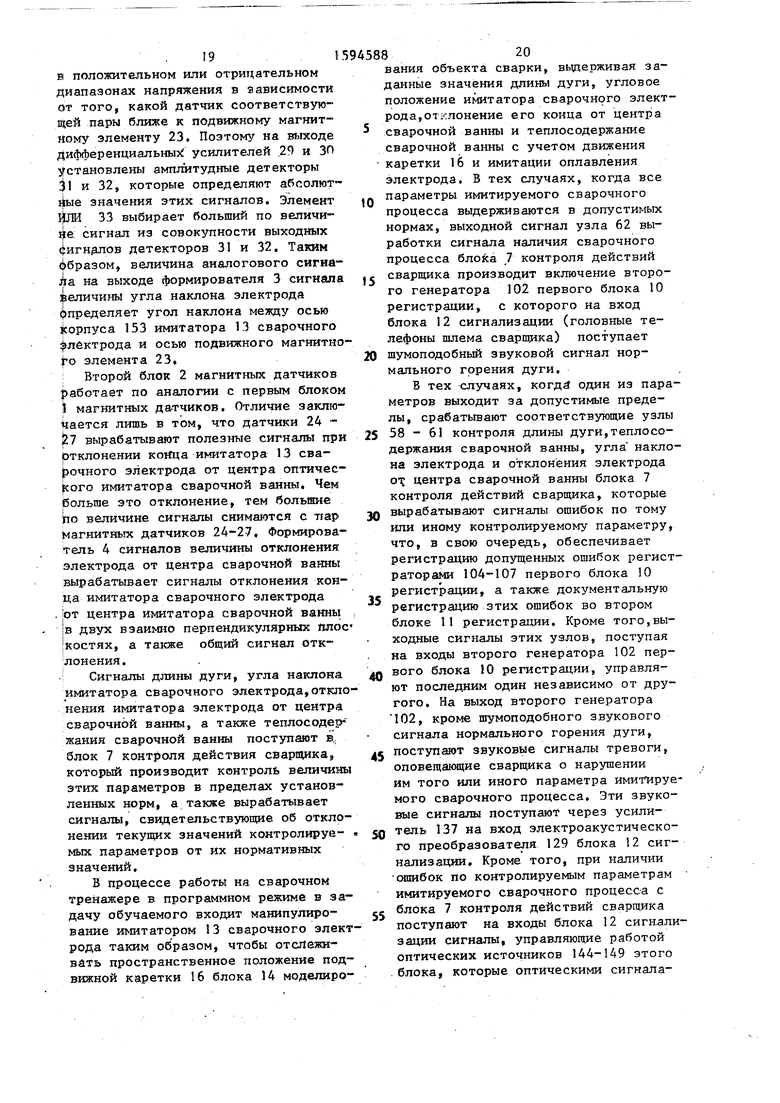
Тренажер сварщика (фиг«1) состоит из первого 1 и второго 2 блока магнитных датчиков. Формирователя: 3/ сигнала угла наклона электрода,формирователя 4 сигналов отклонения 25 электрода от центра сварочной ванны, формировартели 5 сигнала длины дуги, формирователя 6 сигнала яркости сварочной ванны, блока 7 контроля действий сварщика,.блока 8 кoммyтaц ш, эп формирователя 9 сигнала скорости сваркиJ, первого блока 10 регистргщии, второго блока 11 регистрации,блока 12 сигнализации, имитатора 13 сварочного электрода, блока 4 моделирования объекта сварки, содержащего двух координатный привод 15, подвижнук ; каретку 16, еветоделительный элемент i 7 и световод 1 В..
Блоки5 узлы и элементы тренажера сварщика связаны между собой следующим образом.
Выход первого блока 10 регистрации связан с первым входом блока 12 сигнализации. Первый, и второй выходы блока 7 контроля действий сварщика связаны с первым и вторым входами первого блока 10 регистрации. Выходы первого блока 1 магнитных датчиков связаны с входами формирователя 3 сигнала угла наклона электрода,выход которого связан с первым входом блока 7 контроля действий сварщика, второй вход которого связан с выходом формирователя 5 сигнала длины дуги„& 1- ход формирователя б сигнала яркости с-варочной ванны связан с третьим входом блока 7 контроля действий
..35
55
- JQ 20
25 эп;
35
55
сварщика и первым входом блока 8 коммутации, первый выход которого связан с входом имитатора 13 сварочного ; :тектрода. Выходы второго блока 2 магнитных датчиков связаны с входами формирователя 4 сигналов отклонения электрода от центра сварочной ванны, первые выходы которого связаны с вторыми входами блока 8 коммутации,вторые выходы которого связаны с входами формирователя 9 сигнала скорости сварки и входами двухкоординатнрго привода 15 блока 14 моделирования объекта сварки.Второй выход формирователя 4 сигналов отклонения электрода от центра сварочной ванны связан с четвертым входом блока 7 контроля действий сварщица, первый, второй, третий, четвертый и пятый выходы которого связаны с входами второго блока 11 регистрации. Третий, четвертый и пятый выходы блока 7 контроля действий сварщика также связаны с третьими входами первого блока 10 регистрации. Пятый выход блока 7 контроля действий сварщика, кроме того, связан с третьим входом блока 8 коммутации и первым входом формирователя 6 сигнала яркости сварочной ванны, второй вход которого связан с выходом формирователя 9 сигнала скорости сварки, а третий вход формирователя 6 сигнала яркости сварочной ванны связан с выходом формирователя 5 сигнала длины дуги. Первый, второй и шестые выходы блока 7 контроля действий сварщика связаны с вторыми входами блока 12 сигнализации.
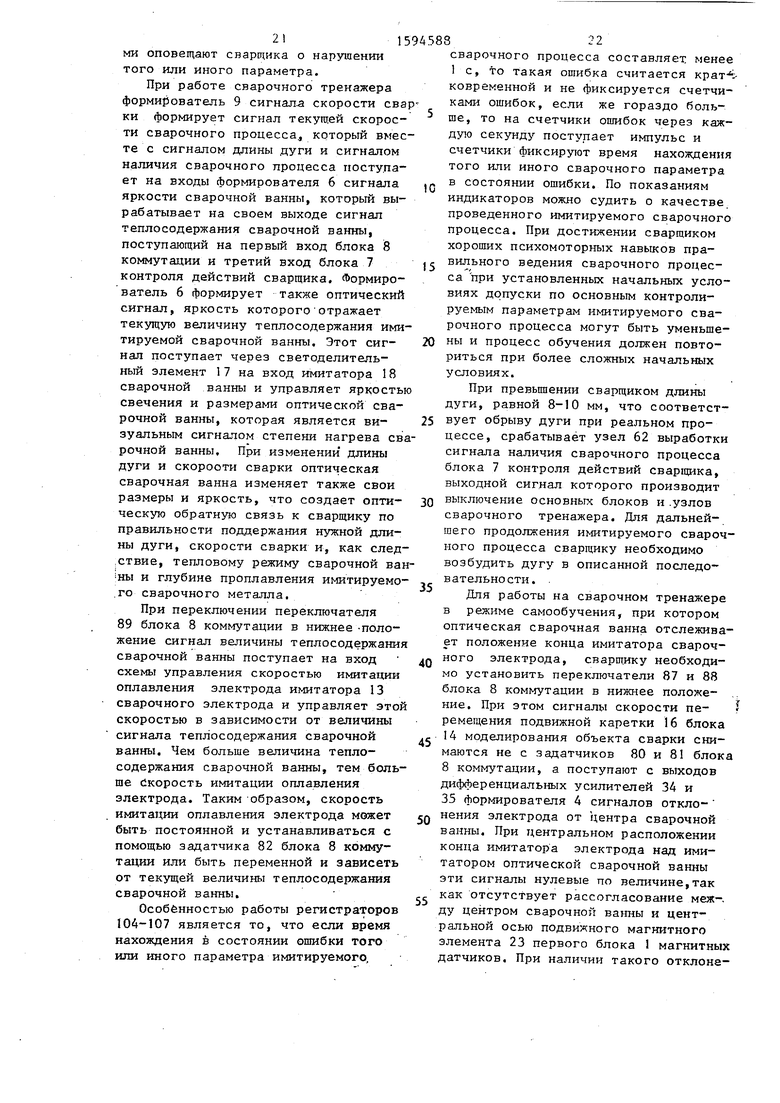
Первый блок 1 магнитных датчиков предназначен для выработки ис- ходньк сигналов угла наклона имитатора 13 сварочного электрода по отношению к направлению на центр сварочной ванны блока 14 моделирования объекта сварки (фиг.2 и 4) и содержит первый 19, второй 20, третий 21 и четвертый 22 датчики магнитного поля и подвижный магнитный элемент 23.
Датчики 19-22 магнитного поля, конструктршно расположенные эквидис- тантно по отношению к подвижному, магнитному элементу 23 на конце имитатора 13 сварочного электрода, предназначены для выработки исходных сигналов, величина которых изменяется с изменением угла наклона элемента 23 по отношению к датчикам 19-22 и в качестве которых могут использоваться такие широко известные магниточувствительные элементы как, например, магнитодиоды, магнитотран зисторы и датчики Холла,
Подвижный магнитный элемент 23, конструктивно расположенный на конце имитатора 13 сварочного электрода, предназначен для создания маг нитного поля, на величину которого реагируют датчики 19-22 магнитного поля и в качестве которого может использоваться постоянный магнит,например, цилиндрической формы, один конец которого.соединен через демпфирующую пружину с земляной шиной.
Второй блок 2 магнитных датчиков предназначен для выработки исходных сигналов отклонения конца имитатора сварочного электрода от центра имитатора сварочной ванны (фиг.З и 5) и содержит первый 24, второй 25,третий 26 и четвертьй 27 датчики магнитного поля, подвижный магнитньй элемент 28.
Датчики 24-27 магнитного поля, конструктивно расположенные на конце световода 18 блока 14 моделирования объекта сварки эквидистантно по отношению к подвижному магнитному элементу 28, предназначены для выработки исходных сигналов, величина которых изменяется с изменением угла наклона элемента 28 по отношению к датчикам 24-27 и в качестве которых могут использоваться также широкоизвестные магниточувствительные элементы как, например, магнитодиоды, магнитотранзисторы и датчики Холла.
Подвижный магнитный элемент 28 предназначен для создания магнитного поля, на величину которого pea- гируют датчики 24-27 магнитного поля и в качестве которого может исполь- зЬвйться постоянный магнит,например, цилиндрической формы,один конец которого соединен через демпфирующую пру жину с земляной шиной.
Датчики 24-27 магнитного поля второго блока 2- магнитных датчиков объединены в пары, первая из которых ориентирована вдоль главного направления движения подвижной каретки 16 блока. 14 моделирования объекта сварки, а вторая пара - вдоль поперечного направления.
25
.5 50
10
15
20
5945886.
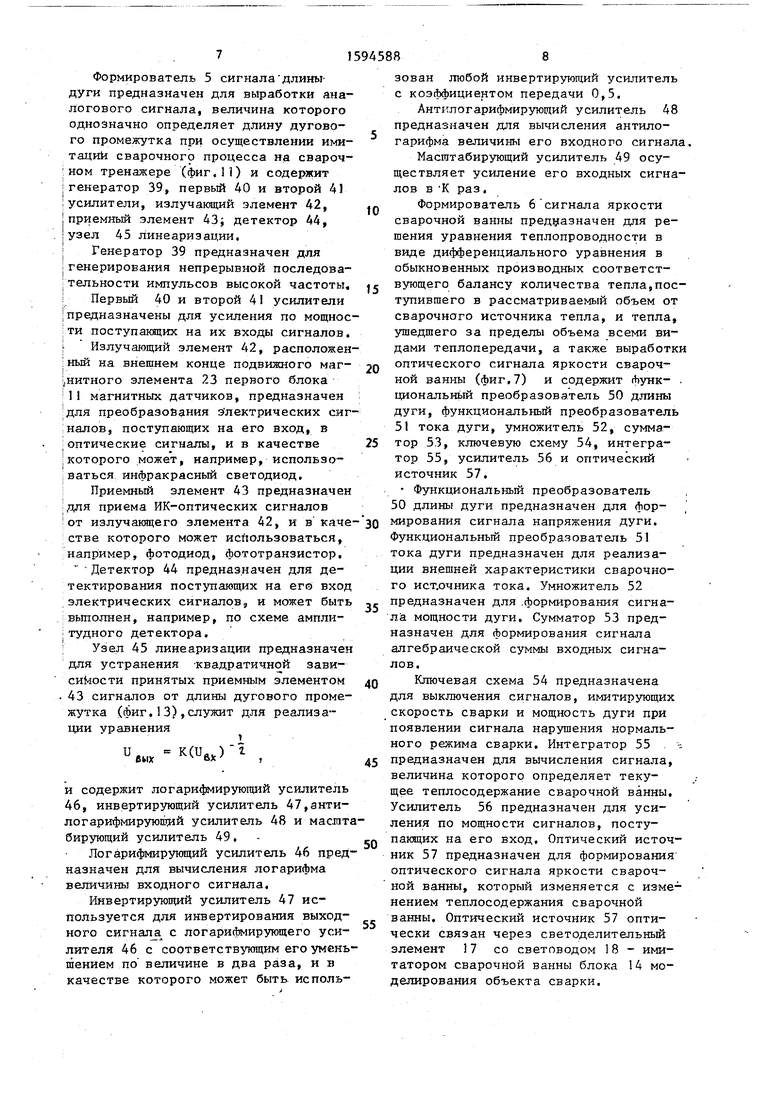
Формирователь 3 сигнала угла наклона электрода (Лиг.2) предназначе- S на для выработки аналогового сигнала, величина которого однозначно определяет угол наклона между осью имитатора сварочнрго электрода и направлением на центр сварочной ванны блока 14 моделирования объекта сварки и первый 29 и второй 30 диф-. ференциальные усилители, первый 31 и второй 32 детекторы, элемент ИЛН 33.
Первый 29 и второй 30 дифференциальные усилители предназначены для нахождения алгебраической разности сигналов, поступающих на их входы, а также для усиления по амплитуде этой разности, и могут быть выполнены по любой из широко известных схем дифференциальных усилителей.
Первьп 31 и второй 32 детекторы предназначены для детектирования сигналов, поступающих на их входы, и могут быть выполнены по широко известной схеме двухполупериодного детектора.
Элемент ИЛИ 33 предназначен для выделения большего по амплитуде сигнала из совокупности сигналов,поступающих на его входы.
Формирователь 4 сигналов отклонения электрода от центра сварочной ванны (фиг.З) предназначен для выработки аналоговых сигналов, величина которых однозначно определяет отклонение конца имитатора сварочного электрода от центра имитатора сварочной ванны по двум координатам, и содержит первый 34 и второй 35 дифференциальные усилители, первый 36 и второй 37 детекторы, элемент ИЛИ 38.
Первьш 34 и второй 35 дифференциальные усилители предназначены для нахождения алгебраической разности сигналов, поступающих на их входы, а также для усиления по амплитуде этой разности, и могут быть выполнены по любой из широко известных схем дифференциальных усилителей.
Первый 36 и второй 37 детекторы предназначены для детектирования . сигналов, поступающих на их входы, и могут быть вьтолнены по широко известной схеме двухполупериодного детектора,
Элемент ИЛИ 38 предназначен для выделения большего по амплитуде сигнала из совокупности сигналов, поступающих на его входы.
30
35
40
55
71
Формирователь 5 сигнала длины- дуги предназначен для выработки аналогового сигнала, величина которого однозначно определяет длину дугового промежутка при осуществлении имитаций сварочного процесса на свароч- ; ном тренажере (фиг.П) и содержит I генератор 39, первый АО и второй 41 ; усилители, излучакядий элемент 42, Iприемньй элемент 43; детектор 44, I узел 45 линеаризации, I Генератор 39 предназначен для I генерирования непрерывной последова- i тельности импульсов высокой частоты, Первый 40 и второй 41 усилители I предназначены для усиления по мощнос ;ти поступающих на их входы сигналов. Излучающий элемент 42, расположен ;ный на внешнем конце подвижного маг- нитного элемента 23 первого блока 11 магнитных датчиков, предназначен для преобразования э лектрических сиг
;налов, поступающих на его вход, в ;оптические сигналы, и в качестве ;которого может, например, ИСПОЛБЗО- ваться инфракрасный светодиод, : Приемный элемент 43 предназначен ;для приема ИК-оптических сигналов от излучающего элемента 42, и в каче стве которого может использоваться, ;например, фотодиод, фототранзистор. Детектор 44 предназначен для детектирования поступающих на его вход электрических сигналов, и может быть
вьтолнен, например, по схеме амплитудного детектора.
: Узел 45 линеаризации предназначен для устранения квадратичной зави- сийости принятых приемным элементом 43 сигналов от длины дугового промежутка (фиг.13),служит для реализации уравнения
и
еых
K(U.J
ах
1
г
и содержит логари4л ирующий усилитель 46, инвертирующий усилитель 47,анти- логарифмирую1Щ1й усилитель 48 и маслта бирующий усилитель 49. -Логарифмирующий усилитель 46 предназначен для вычисления логарифма величины входного сигнала.
Инвертирующий усилитель 47 используется для инвертирования выходного сигнал с логарифмирующего усилителя 46 с соответствующим его уменьшением по величине в два раза, и в качестве которого может быть исполь8
o
5
0
5 о
5
0
5
зован любой инвертирующий усилитель с коэффициентом передачи 0,5.
Антилогарифмирующий усилитель 48 предназначен для вычисления антилогарифма величины его входного сигнала.
Масштабирующий усилитель 49 осуществляет усиление его входных сигналов в К раз.
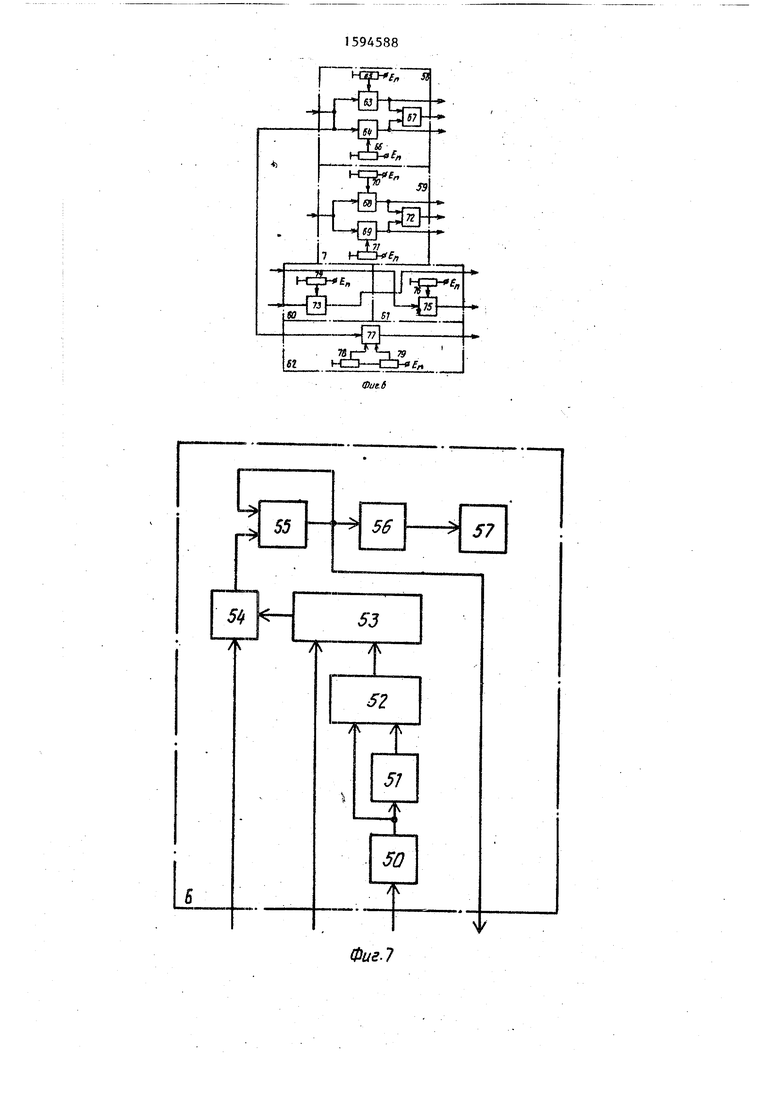
Формирователь 6 сигнала яркости сварочной ванны предназначен для решения уравнения теплопроводности в виде дифференциального уравнения в обыкновенных производных соответствующего балансу количества тепла,поступившего в рассматриваемый объем от сварочного источника тепла, и тепла, ушедшего за пределы объема всеми видами теплопередачи, а также выработки оптического сигнала яркости сварочной ванны (фиг.7) и содержит функ- . циональнь1й преобразователь 50 длины дуги, функциональньй преобразователь 51 тока дуги, умножитель 52, сумматор 53, ключевую схему 54, интегратор 55, усилитель 56 и оптический источник 57.
Функциональный преобразователь 50 длины дуги предназначен для формирования сигнала напряжения дуги. Функциональный преобразователь 51 тока дуги предназначен для реализации внешней характеристики сварочного ист,очника тока. Умножитель 52 предназначен для .формирования сигнала мощности дуги. Сумматор 53 предназначен для формирования сигнала алгебраической суммы входных сигналов.
Ключевая схема 54 предназначена для выключения сигналов, имитирующих скорость сварки и мощность дуги при появлении сигнала нарушения нормального режима сварки. Интегратор 55 предназначен для вычисления сигнала, величина которого определяет текущее теплосодержание сварочной ванны. Усилитель 56 предназначен для усиления по мощности сигналов, поступающих на его вход. Оптический источник 57 предназначен для формирования оптического сигнала яркости сварочной ванны, который изменяется с изменением теплосодержания сварочной ванны. Оптический источник 57 оптически связан через светоделительный элемент 17 со световодом 18 - имитатором сварочной ванны блока 14 моделирования объекта сварки.
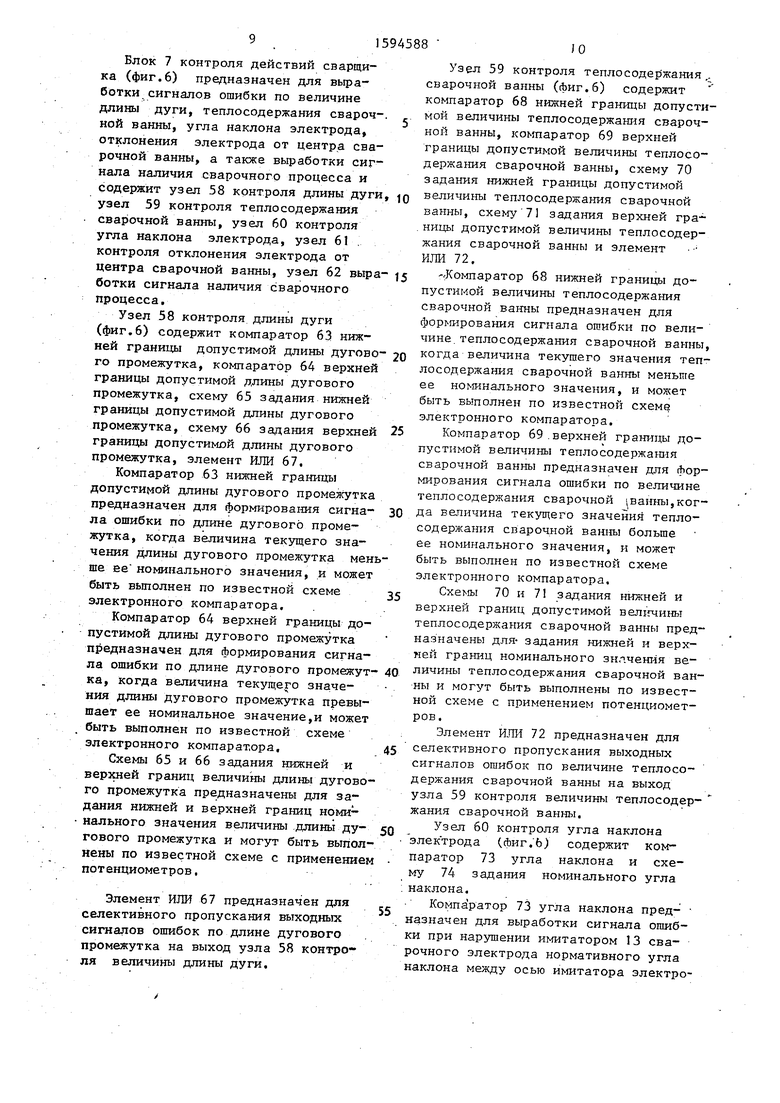
Блок 7 контроля действий сварщика (фиг.6) предназначен для выработки сигналов ошибки по величине длины дуги, теплосодержания свароч-. ной ванны, угла наклона электрода, отклонения электрода от центра сварочной ванны, а также выработки сигнала наличия сварочного процесса и
JO
Узел 59 контроля теплосоде1зжания сварочной ванны (фиг.б) содержит компаратор 68 нижней границы допустимой величины теплосодержания сварочной ванны, коьтаратор 69 верхней границы допустимой величины теплосодержания сварочной ванны, схему 70 задания нижней границы допустимой
содеожит v4Pn , -.--.-- - о.мс.„«п границы допустимой узел 59 длины дуги, ,о величины теплосодержания сварочной
узел ЭУ контроля тепло СОЛРПЖЯииа . ,„, -,,
узел 59 контроля теплосодержания сварочной ванны, узел 60 контроля угла наклона электрода, узел 61 контроля отклонения электрода от центра сварочной ванны, узел 62 выра- ботки сигнала наличия сварочного процесса.
Узел 58 контроля длины дуги (фиг.6) содержит компаратор 63 нижГ--- ± --- «ванны, схему-71задания верхней границы допустимойвеличины теплосодержания сварочнойванны и элемент ИЛИ 72.
Компаратор 68 нижней границы допустимой величины теплосодержания сварочной ванны предназначен для формирования сигнала ошибки по величине, теплосодержания сварочной ванны.
го промежутка, компаратор 64 верхней границы допустимой длины дугового промежутка, схему 65 задания нижней границы допустимой длины дугового промежутка, схему 66 задания верхней границы допустимой длины дугового промежутка, элемент ИЛИ 67.
Компаратор 63 нижней границы допустимой длины дугового промежутка предназначен для формирования сигнала ошибки по длине дугового промежутка, когда величина текущего значения длины дугового промежутка меньше ве номинального значения, и может быть выполнен по известной схеме электронного компаратора.
Компаратор 64 верхней границы допустимой длины дугового промежутка предназначен для формирования сигна25
30
35
лосодержания сварочной ванны меньше ее нo шнaльнoгo значения, и может быть выполнен по известной схеме электронного компаратора.
Компаратор 69.верхней границы допустимой величины теплосодержага-ш сварочной ванны предназначен для формирования сигнала ошибки по величине теплосодержания сварочной .ванны,когда величина текущего значения теплосодержания сварочной ванны больше ее номинального значения, и может быть выполнен по известной схеме электронного компаратора.
Схемы 70 и 7 задания нижней и верхней границ допустимой велстины теплосодержания сварочной ванны предназначены для- задания нижней и верхней границ номинального знлчеш-1я ве- - v-rii па .IV,.. iJo.cufi.ij, пи1Х1 аиси1ьниго знлчения ве-
ла ошибки по длине дугового промежут- 40 личины теплосодержания сварочной ванКа. КОГПа Вй.ггИ1гииа гот/-,гтт,ли« -fd
ка, когда величина текущего значения длины дугового промежутка превышает ее номинальное значение,и может . быть выполнен по известной схеме электронного компаратора.45
Схемы 65 и 66 задания нижней и верхней границ величины длины дугового промежутка предназначены для задания нижней и верхней границ номинального значения величины длины ду- 50 гового промежутка и могут быть выполнены по известной схеме с применением . потенциометров.
могут быть выполнены по известной схеме с применением потенциометров.
Элемент И.ГМ 72 предназначен для селективного пропускания выходных сигналов ошибок по величине теплосодержания сварочной ванны на выход узла 59 контроля величины теплосодержания сварочной ванны.
Узел 60 контроля угла наклона электрода (Лиг. Ь) содержит компаратор 73 угла наклона и схему 74 задания номинального угла наклона.
Элемент ИЛИ 67 предназначен для селективного пропускания выходных сигналов ошибок по длине дугового промежутка на выход узла 58 контроля величины длины дуги.
1594588
JO
Узел 59 контроля теплосоде1зжания сварочной ванны (фиг.б) содержит компаратор 68 нижней границы допустимой величины теплосодержания сварочной ванны, коьтаратор 69 верхней границы допустимой величины теплосодержания сварочной ванны, схему 70 задания нижней границы допустимой
о.мс.„«п границы допустимой величины теплосодержания сварочной
о.мс.„«п границы допустимой величины теплосодержания сварочной
,„, -,,
«ванны, схему-71задания верхней границы допустимойвеличины теплосодержания сварочнойванны и элемент ИЛИ 72.
Компаратор 68 нижней границы допустимой величины теплосодержания сварочной ванны предназначен для формирования сигнала ошибки по величине, теплосодержания сварочной ванны
- «5
0
5
лосодержания сварочной ванны меньше ее нo шнaльнoгo значения, и может быть выполнен по известной схеме электронного компаратора.
Компаратор 69.верхней границы допустимой величины теплосодержага-ш сварочной ванны предназначен для формирования сигнала ошибки по величине теплосодержания сварочной .ванны,когда величина текущего значения теплосодержания сварочной ванны больше ее номинального значения, и может быть выполнен по известной схеме электронного компаратора.
Схемы 70 и 7 задания нижней и верхней границ допустимой велстины теплосодержания сварочной ванны предназначены для- задания нижней и верхней границ номинального знлчеш-1я ве.IV,.. iJo.cufi.ij, пи1Х1 аиси1ьниго знлчения ве-
0 личины теплосодержания сварочной ван40 личины теплосодержания сварочной ван -fd
45
50 .
5
могут быть выполнены по известной схеме с применением потенциометров.
Элемент И.ГМ 72 предназначен для селективного пропускания выходных сигналов ошибок по величине теплосодержания сварочной ванны на выход узла 59 контроля величины теплосодержания сварочной ванны.
Узел 60 контроля угла наклона электрода (Лиг. Ь) содержит компаратор 73 угла наклона и схему 74 задания номинального угла наклона.
Компаратор 73 угла наклона пред- назначен для выработки сигнала ошибки при нарушении имитатором 13 сва- рочного электрода нормативного угла наклона между осью имитатора электрои1594588
да и направлением на центр сварочной ванны и может быть выполнен по известной схеме с применением электронного компаратора.,
Схема 74 задания номинального угла наклона имитатора 13 сварочного электрода предназначена для выработки напряжения, величина которого определяет номинальное значение угла JQ наклона, и может быть выполнена по известной схеме с применением потенциометра;
Узел 6 контроля отклонения электрода от центра сварочной ванны j5 (фиг.6) содержит компаратор 75 отклонения электрода и схему 76 задания номинального отклонения электрода. Компаратор 75 отклонения электрода предназначен для выработки сигна- : 20 ла ошибки при нарушении имитатором 13 сварочного электрода нормативного значения отклонения имитатора электрода от центра сварочной ванны и может быть выполнен по известной 25 схеме с применением электронного компаратора.
Схема 76 задания номинального отклонения электрода предназначена для выработки напряжения, величина кото- 30 рого определяет номинальное значедше величины отклонения имитатора сварочного электрода от центра сварочной ванны, и может быть выполнена по изЗадатчик 82 скорости плавления электрода предназначен для задания скорости плавления электрода, и в качестве него может использоваться потеш иометр.
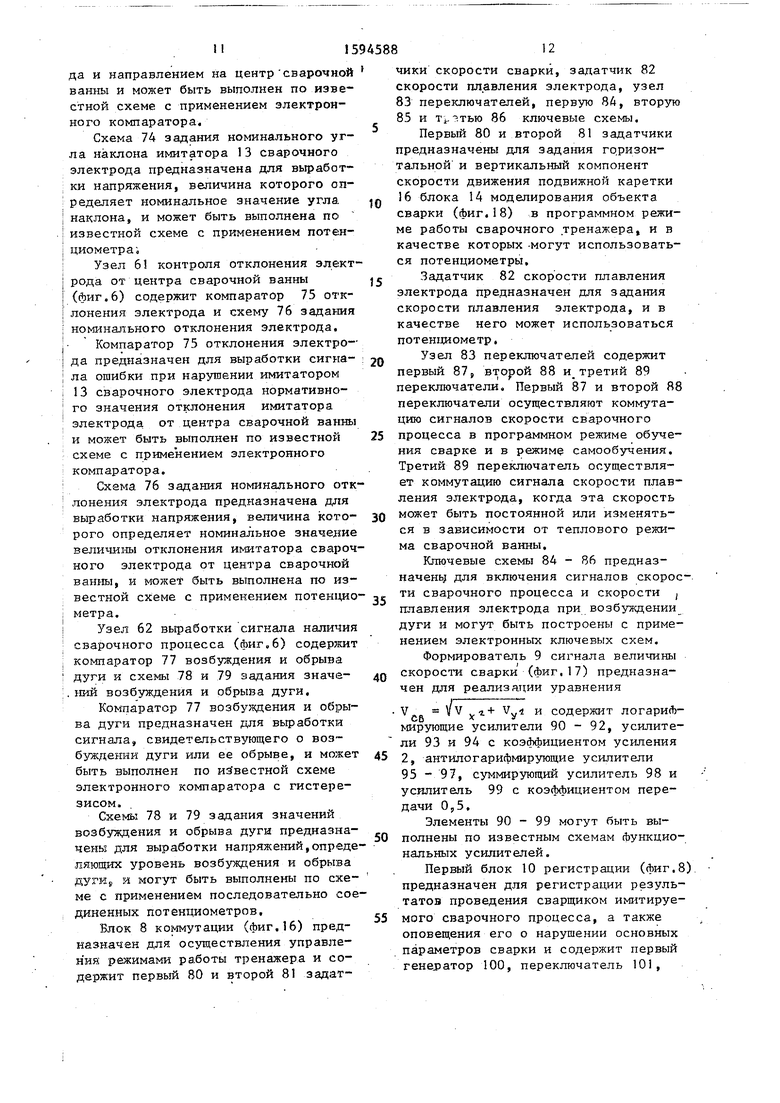
Узел 83 переключателей содержит первый 87р второй 88 и третий 89 переключатели. Первый 87 и второй 88 переключатели осуществляют коммутацию сигналов скорости сварочного процесса в программном режиме обучения сварке и в режиме самообучения. Третий 89 переключатель осуществляет коммутацию сигнала скорости плавления электрода, когда эта скорость может быть постоянной или изменяться в зависимости от теплового режима сварочной ванны.
Ключевые схемы 84 - 86 предназ- начень; для включения сигналов скорос
вестной схеме с применением потенцио- 35 сварочного процесса и скорости ,
плавления электрода при возбуждении дуги и могут быть построены с применением электронных ключевых схем.
метра.
Узел 62 выработки сигнала наличия сварочного процесса (фиг,6) содерзкит компаратор 77 возбуждения и обрыва дуги и схемы 78 и 79 задания значений возбуждения и обрыва дуги.
Компаратор 77 возбуждения и обрыва дуги предназначен для вьфаботки сигнала, свидетельствующего о возбуждении дуги или ее обрыве, и может быть выполнен по известной схеме электронного компаратора с гистерезисом.
Схемы 78 и 79 задания значений
возбуждения и обрыва дуги предназна- ченьз для выработки напряжений,определяющих уровень возбуждения и обрыва дугИр и могут быть выполнены по схеме с применением последовательно соединенных потенциометров.
Блок 8 коммутации (фиг.16) предназначен для осуществления управле- н ия режимами работы тренажера и содержит первый 80 и второй 81 задат12
чики скорости сварки, задатчик 82 скорости плавления электрода, узел 83 переключателей, первую 84, вторую 85 и 86 ключевые схемы.
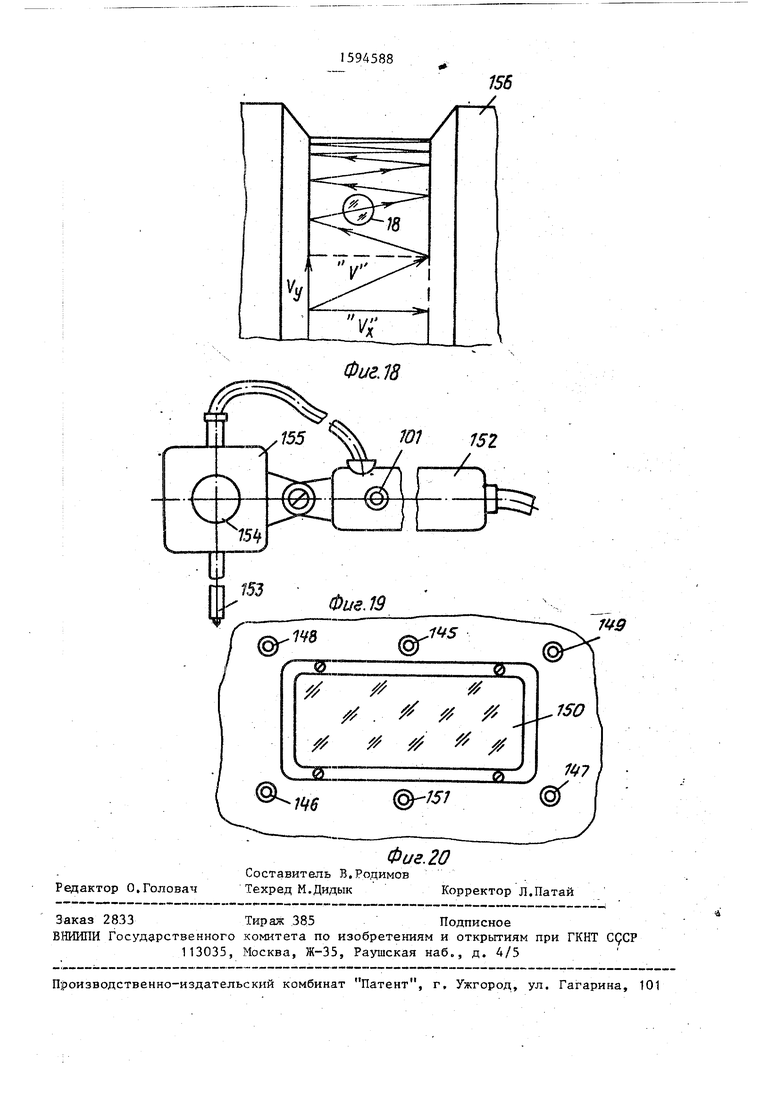
Первый 80 и второй 81 задатчики предназначены для задания грризон- тальной и вертикальный компонент скорости движения подвижной каретки 16 блока 14 моделирования объекта сварки (фиг.18) в программном режиме работы сварочного тренажера, и в качестве которых -могут использоваться потенциометры,
Задатчик 82 скорости плавления электрода предназначен для задания скорости плавления электрода, и в качестве него может использоваться потеш иометр.
Узел 83 переключателей содержит первый 87р второй 88 и третий 89 переключатели. Первый 87 и второй 88 переключатели осуществляют коммутацию сигналов скорости сварочного процесса в программном режиме обучения сварке и в режиме самообучения. Третий 89 переключатель осуществляет коммутацию сигнала скорости плавления электрода, когда эта скорость может быть постоянной или изменяться в зависимости от теплового режима сварочной ванны.
Ключевые схемы 84 - 86 предназ- начень; для включения сигналов скоро сварочного процесса и скорости ,
плавления электрода при возбуждении дуги и могут быть построены с применением электронных ключевых схем.
Формирователь 9 сигнала величины скорости сварки (фиг,17) предназначен для реализатши уравнения
У„ VV 1+ Vy-i и содержит логарифмирующие усилители 90 - 92, усилители 93 и 94 с коэффициентом усиления 2, антилогарифмирующие усилители 95 - 97, суммирующий усилитель 98 и усилитель 99 с коэффициентом передачи 0,5.
Элементы 90-99 могут быть выполнены по известным схемам функциональных усилителей.
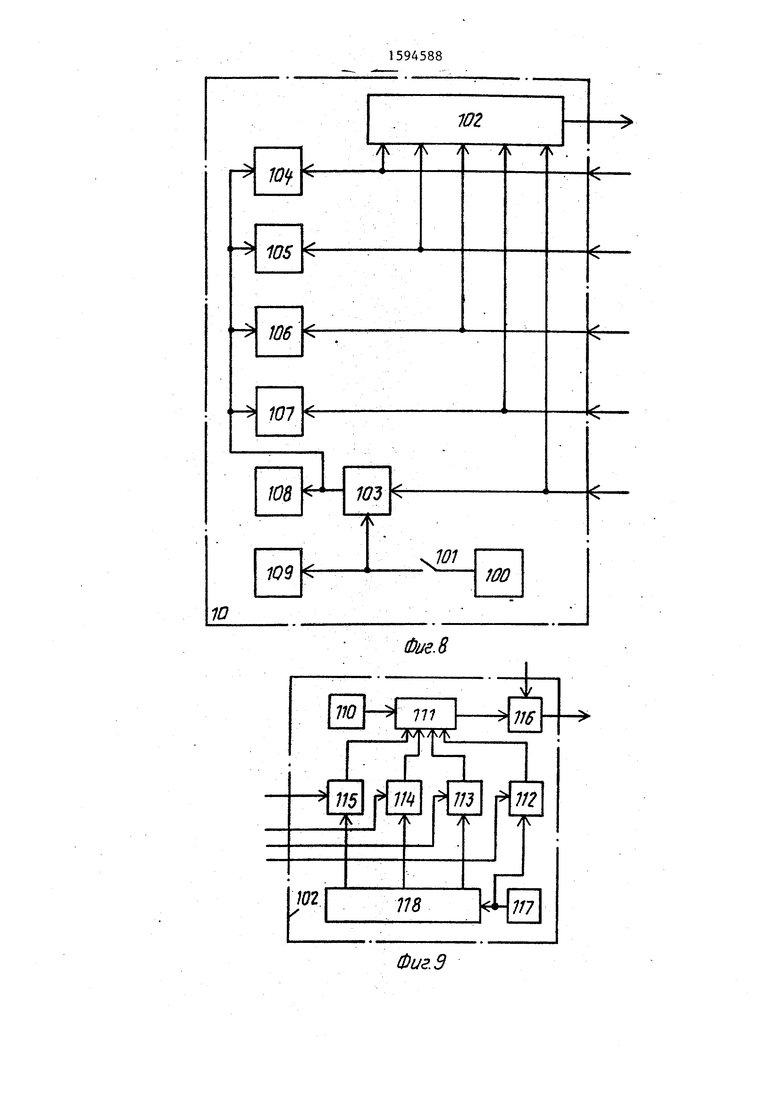
Первый блок 10 регистрации (фиг.8) предназначен для регистрации результатов проведения сварщиком имитируемого сварочного процесса, а также оповещения его о нарушении основных параметров сварки и содержит первый гене1затор 100, переключатель 101,
13
второй генератор 102, ключевую схему 103, первый 104, второй 105,третий 106, четвертый 107, пятый 10В и шестой 109 регистраторы.
Первый генератор 100 предназначен цдя генерации секундных импульсов и может быть выполнен по одной из известных схем импульсных генераторов незатухающих колебаний.
Переключатель 101 предназначен для запуска всего сварочного тренажера.
Второй генератор 102 предназначен для формирования сигналов тревоги и звукового сопровождения, оповещающих сварщика о правильности выполнения им имитируемого сварочного процесса, а также для формирования звукового
15945885--(
Влок 12 сигнализации предназначе для организации аудиовизуальных сигналов обратной связи к сварщику о правильности поддержания им основ ных параметров имитируемого сварочного процесса в пределах установлен ных норм (фиг.10). Конструктивно блок 12 сигнализации расположен в шлеме сварщика и содержит узел 126 переключателей, узел 127 усилителей мощности, узел 128 оптических источников и электроакустический преобразователь 129.
Узел 126 переключателей содержит переключатели 130-136, предназначенные для включения тех или иных сигналов обратной связи.
Узел 127 усилителей содержит уси10
15
--- .л -J t LJ/lvrl М у
сигнала нормального сварочного процес-20 лители 137-143 мощности, предназнаса (фиг.9) и,содержит генератор 110 белого шума, элемент ИЛИ 111,ключевые схемы 112 - 116, генератор 117 импульсов и счетчик 118.
Регистраторы 104-107 предназначены для подсчета ,и индикации числа ошибок и соответственно по отклонению сварочного электрода от центра сварочной ванны, углу наклона имитатора электрода, длине дуги и теплосодержанию сварочной ванны (фиг.4) и содержат последовательно соединенные ключевую схему 119, счетчик 120 числа ошибок, дешифратор 121 числа ошибок и индикатор 122 числа ошибок. Ключевая схема 103 предназначена для пропускания секундных импульсов . с первого генератора 100 на информационные входы регистраторов 10.4-108 при возбуждении сварочной дуги и может быть выполнена по известной схеме электронного ключа.
Регистраторы 108 и 109 предназначены соответственно для регистрации общего времени процесса сварки и общего времени работы тренажера .../ (фиг.15) и содержат счетчик шифратор 124 и индикатор 125.
Второй блок 11 регистрации предназначен для документальной регистрации на бумаге ошибок, допущенных сварщиком по основным параметрам сварочного процесса при проведении сварки иа тренажере, и в качестве которого может использоватьсяр например, серийный быстродействзтощий самопишущий многоканальный прибор Н338 или ему аналогичный.
25
30
ченнЫе для усиления- по мощности сигналов аудиовизуальной обратной связи
Узел 128 оптических источников содержит оптические источники 144-14 предназначенные для организации опти ческих сигналов обратной связи, в ка честве которых могут использоваться светодиоды или лампы накаливашгя. Оптические источники расположены по периметру смотрового окна 150 внутри шлема 151 сварщика (Лиг.20).
Электроакустический преобразователь 129 предназначен для организации звуковых сигналов обратной свя- jj зи на рабочем месте сварщика, и в
качестве которого может использовать ся громкоговоритель или головные телефоны.
Имитатор 13 сварочного электрода 40 (фиг.19) предназначен для имитации реального сварочного электрода с держателем, применяемого в практике сварочного производства, и coдepжIiт. держатель 152 электрода, корпус 153 45 имитатора электрода, привод 154 ими- тадии плавления электрода, схему 155 управления приводом имитации плавления электрода.
Блок 14 моделирования объекта сварки (фиг.1,12 и 18) предназначен для имитации реального сварочного, соединения и сварочного процесса и содержит имитатор 156 трубного соединения мапого диаметра дв5гхкоорди- натньй привод 15 со схемой управле- ния, подвижную каретку 16, имитирующую сварочный процесс, светоделнтель- ный элемент 17, световод 18, имитирую щий сварочную ванну.
50
55
5945885--(
Влок 12 сигнализации предназначен для организации аудиовизуальных Ь сигналов обратной связи к сварщику о правильности поддержания им основных параметров имитируемого сварочного процесса в пределах установленных норм (фиг.10). Конструктивно блок 12 сигнализации расположен в шлеме сварщика и содержит узел 126 переключателей, узел 127 усилителей, мощности, узел 128 оптических источников и электроакустический преобразователь 129.
Узел 126 переключателей содержит переключатели 130-136, предназначенные для включения тех или иных сигналов обратной связи.
Узел 127 усилителей содержит уси10
15
- .л -J t LJ/lvrl М у
-20 лители 137-143 мощности, предназна25
0
ченнЫе для усиления- по мощности сигналов аудиовизуальной обратной связи.
Узел 128 оптических источников содержит оптические источники 144-149 предназначенные для организации оптических сигналов обратной связи, в качестве которых могут использоваться светодиоды или лампы накаливашгя. Оптические источники расположены по периметру смотрового окна 150 внутри шлема 151 сварщика (Лиг.20).
Электроакустический преобразователь 129 предназначен для организации звуковых сигналов обратной свя- j зи на рабочем месте сварщика, и в
качестве которого может использоваться громкоговоритель или головные телефоны.
Имитатор 13 сварочного электрода 0 (фиг.19) предназначен для имитации реального сварочного электрода с держателем, применяемого в практике сварочного производства, и coдepжIiт. держатель 152 электрода, корпус 153 5 имитатора электрода, привод 154 ими- тадии плавления электрода, схему 155 управления приводом имитации плавления электрода.
Блок 14 моделирования объекта сварки (фиг.1,12 и 18) предназначен для имитации реального сварочного, соединения и сварочного процесса и содержит имитатор 156 трубного соединения мапого диаметра дв5гхкоорди- натньй привод 15 со схемой управле- ния, подвижную каретку 16, имитирующую сварочный процесс, светоделнтель- ный элемент 17, световод 18, имитирующий сварочную ванну.
0
5
1515
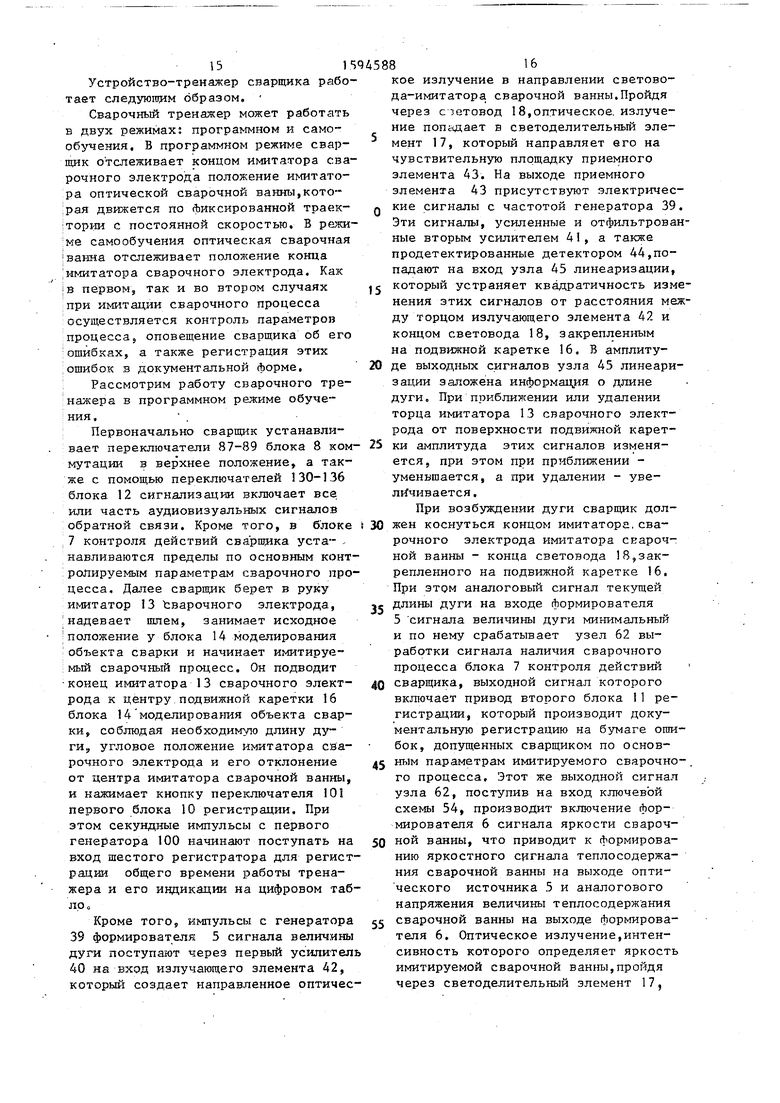
Устройство-тренажер сварщика работает следующим образом.
Сварочный тренажер может работать в двух режимах; пpoгpa rмнoм и самообучения, В программном режиме сварщик отслеживает концом имитатора сварочного электрода положение имитатора оптической сварочной ванны,кото- ;рая движется по фиксированной траек- 1 тории с постоянной скоростью, В ре)Ш- ме самообучения оптическая сварочная ванна отслеживает положение конца имитатора сварочного электрода. Как IB первом, так и во втором случаях при имитации сварочного процесса осуществляется контроль параметров процессаJ оповещение сварщика об его ошибках, а также регистрация этих :ошибок в документальной форме.
Рассмотрим работу сварочного тре- :нажера в программном режиме обуче; НИЯ .
Первоначально сварщик устанавливает переключатели 87-89 блока В ком мутации в верхнее положение, а также с помощью переключателей 130-136 блока 12 сигнализации включает все или часть аудиовизуальных сигналов обратной связи. Кроме того, в блоке 7 контроля действий сварщика уста- - навливаются пределы по основным конт- :ролируемым параметрам сварочного процесса. Далее сварп1Д1к берет в руку имитатор 13 Сварочного электрода, :надевает шлем, занимает исходное положение у блока 14 моделирования объекта сварки и начинает имитируе- :мый сварочный процесс. Он подводит конец имитатора 13 сварочного электрода к центру подвижной каретки 16 блока 14 моделирова гая объекта сварки, соблюдая необходимую длину дуги, угловое положение имитатора сварочного электрода и его отклонение от центра имитатора сварочной ванны, и нажимает кнопку переключателя 101 первого блока 10 регистрации. При этом секундные импульсы с первого генератора 100 начинают поступать на вход шестого регистратора для регистрации общего времени работы тренажера и его индикации на цифровом табло
Кроме того, импульсы с генератора
39формирователя 5 сигнала величины дуги поступают через первый усилител
40на вход излучающего элемента 42, который создает направленное оптичес
5
588
5 0
16
кое излучение в направлении световода-имитатора сварочной ванны.Пройдя через сэетовод 18,оптическое, излучение попадает в светоделительный элемент 17, который направляет его на чувствительную площадку приемного элемента 43, На выходе приемного элемента 43 присутствуют электрические сигналы с частотой генератора 39, Эти сигналы, усиленные и отфильтрованные вторым усилителем 41, а также продетектированные детектором 44,попадают на вход узла 45 линеаризации, который устраняет квадратичность изменения этих сигналов от расстояния между торцом излучающего элемента 42 и концом световода 18, закрепленным на подвижной каретке 16, В амплиту0 де выходных сигналов узла 45 линеаризации заложена информация о длине дуги. При приближении или удалении торца имитатора 13 сварочного электрода от поверхности подвижной каретки амплитуда этих сигналов изменяется, при этом при приближении - уменьшается, а при удалении - увеличивается ,
При возбуждении дуги сварщик должен коснуться концом имитатора,сварочного электрода имитатора сварочной ванны - конца световода 18,закрепленного на подвижной каретке 16, При этом аналоговьй сигнал текущей длины дуги на входе формирователя 5 сигнала величины дуги минимальный и по нему срабатывает узел 62 выработки сигнала наличия сварочного процесса блока 7 контроля действий сварщика, выходной сигнал которого включает привод второго блока 11 регистрации, который производит документальную регистрацию на бумаге ошибок, допущенных сварщиком по основным параметрам имитируемого сварочно-. го процесса. Этот же выходной сигнал узла 62, поступив на вход ключевой cxeivui 54, производит включение формирователя 6 сигнала яркости свароч0 ной ванны, что приводит к формированию яркостного сигнала теплосодержания сварочной ванны на выходе оптического источника 5 и аналогового напряжения величины теплосодержания сварочной ванны на выходе формирователя 6, Оптическое излучение,интенсивность которого определяет яркость имитируемой сварочной ванны,пройдя через светоделительный элемент 17,
5
0
45
5
17
поступает в световод 18 - имитатор оптической сварочной ванны. На поверхности каретки 16 возникает опти- .ческая сварочная ванна, размеры и яркость которой определяют ее тепло- со;р;ержание.
Кроме того, выходной сигнал с узла 62 разрешает прохождение секундных импульсов с первого генератора 100 первого блока 10 регистрации через ключевую схему 103 на информационные входы регистраторов 104-108. 1ходной сигнал с узла 62 выработ1594588
10
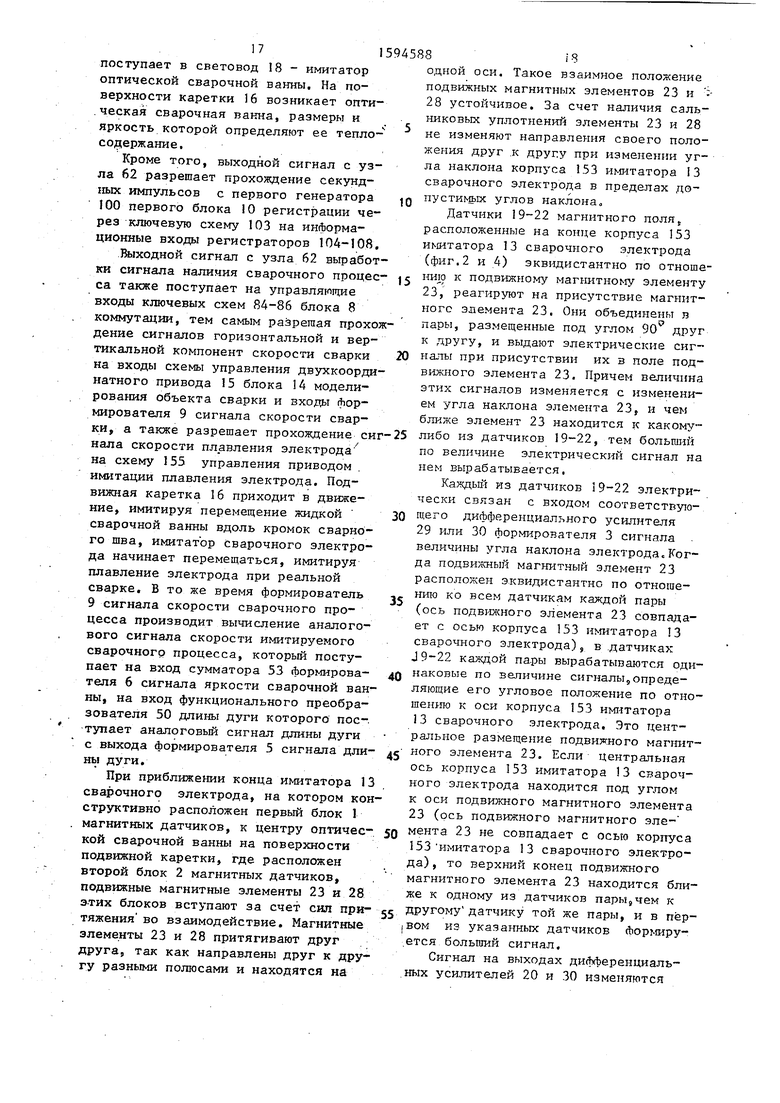
одной оси. Такое взаимное положение подвижных магнитных элементов 23 и : 28 устойчивое. За счет наличия сальниковых уплотнений элементы 23 и 28 не изменяют направления своего положения друг .к другу при изменении уг- ла наклона корпуса 153 имитатора 13 сварочного электрода в пределах дэ- пycти фк углов наклона„
Датчики 19-22 магнитного поля, расположенные на конце корпуса 153 имитатора 13 сварочного электрода (фиг.2 и 4) экввдистантно по отноше
ки сигналя , о . ,. .j --кы дистантно по отноше
са TaSfnocTvn сварочного процес- ,5 ™ подвижному магнитноь элементу i-ct 1акже поступает на vno nnCTiomMa г.,,..
са также поступает на управляющие входы ключевых схем 84-86 блока 8 коммутации, тем самым разрешая прохож- дение сигналов горизонтальной и вертикальной компонент скорости сварки 20 на входы схемы управления двухкоорди- натного привода 15 блока 14 моделирования объекта сварки и входы формирователя 9 сигнала скорости сварки
23, реагируют на присутствие магнитного элемента 23. Они объединены в пары, размещенные под углом 90 друг к другу, и выдают электрические сигналы при присутствии их в поле подвижного элемента 23. Причем величина этих сигналов изменяется с изменением угла наклона элемента 23, и чем ближе элемент 23 находится ic какомуа таюкр пяоп«т ---- -ь- 1емент zj находится ic KaKOMv а также разрешает прохождение сиг-25 либо из датчиков 19-22, тем больший
I СКОРОСТИ п.пяппоичст отто,,,.,./,-11 uuoiciumi
нала скорости плавления электрода на схему 155 управления приводом имитации плавления электрода. Подвижная каретка 16 приходит в движение, имитируя перемещение жидкой сварочной ванны вдоль кромок сварного шва, имитатор сварочного электрода начинает перемещаться, имитируя плавление электрода при реальной сварке. В то же время формирователь 9 сигнала скорости сварочного процесса производит вычисление аналогового сигнала скорости имитируемого сварочногр процесса, который поступает на вход сумматора 53 формирователя 6 сигнала яркости сварочной ванны, на вход функционального преобразователя 50 длины дуги которого пос-. тупает аналоговьш сигнал длины дуги с выхода формирователя 5 сигнала длины дуги.
При приближении конца имитатора 13 сварочного электрода, на котором конструктивно расположен первый блок 1 магнитных датчиков, к центру оптической сварочной ванны на поверхности подвижной каретки, где расположен второй блок 2 магнитных датчиков, подвижные магнитные элементы 23 и 28
по величине электрический сигнал на нем вырабатывается.
Каждьй из датчиков 19-22 электрически связан с входом соответствую- 30 Щего дифференциального усилителя 29 или 30 формирователя 3 сигнала величины угла наклона электрода.Когда подвижный магнитный элемент 23 расположен эквидистантно по отноше- 35 нию ко всем датчикам каждой пары
(ось подвшшого элемента 23 совпадает с осью корпуса 153 имитатора 13 сварочного электрода), в .датчиках J9-22 каждой пары вырабатываются оди- 40 наковые по величине сигналы,определяющие его угловое положение по отношению к оси корпуса 153 имитатора 13 сварочного электрода. Это центральное размещение подвижного магнит- 45 ного элемента 23. Если Центральная ось корпуса 153 имитатора 13 сварочного электрода находится под углом к оси подвижного магнитного элемента 23 (ось подвижного магнитного эле- 50 мента 23 не совпадает с осью корпуса 153 имитатора 13 сварочного электро- . да), то верхний конец подвижного
магнитного элемента 23 находится ближе к одному из датчиков пары,чем к
элементы 23 и 28 притягивают друг . ется больший сигнал Р РУ друга, как направлены друг к дру- Сигнал на выходах дисЬЪеренциальных усилителей 20 и 30 изменяются
. 4 | д I
ГУ разными полюсами и находятся на
1594588
0
одной оси. Такое взаимное положение подвижных магнитных элементов 23 и :- 28 устойчивое. За счет наличия сальниковых уплотнений элементы 23 и 28 не изменяют направления своего положения друг .к другу при изменении уг- ла наклона корпуса 153 имитатора 13 сварочного электрода в пределах дэ- пycти фк углов наклона„
Датчики 19-22 магнитного поля, расположенные на конце корпуса 153 имитатора 13 сварочного электрода (фиг.2 и 4) экввдистантно по отношеч л. ,. .j --кы дистантно по отноше
5 ™ подвижному магнитноь элементу г.,,..
™ подвижному магнитноь элементу г.,,..
23, реагируют на присутствие магнитного элемента 23. Они объединены в пары, размещенные под углом 90 друг, к другу, и выдают электрические сигналы при присутствии их в поле подвижного элемента 23. Причем величина этих сигналов изменяется с изменением угла наклона элемента 23, и чем ближе элемент 23 находится ic какому- - 1емент zj находится ic KaKOMv либо из датчиков 19-22, тем больший
1емент zj находится ic KaKOMv 25 либо из датчиков 19-22, тем больший
,-11 uuoiciumi
по величине электрический сигнал на нем вырабатывается.
Каждьй из датчиков 19-22 электрически связан с входом соответствую- 30 Щего дифференциального усилителя 29 или 30 формирователя 3 сигнала величины угла наклона электрода.Когда подвижный магнитный элемент 23 расположен эквидистантно по отноше- 35 нию ко всем датчикам каждой пары
(ось подвшшого элемента 23 совпадает с осью корпуса 153 имитатора 13 сварочного электрода), в .датчиках J9-22 каждой пары вырабатываются оди- 40 наковые по величине сигналы,определяющие его угловое положение по отношению к оси корпуса 153 имитатора 13 сварочного электрода. Это центральное размещение подвижного магнит- 5 ного элемента 23. Если Центральная ось корпуса 153 имитатора 13 сварочного электрода находится под углом к оси подвижного магнитного элемента 23 (ось подвижного магнитного эле- 0 мента 23 не совпадает с осью корпуса 153 имитатора 13 сварочного электро- да), то верхний конец подвижного
магнитного элемента 23 находится ближе к одному из датчиков пары,чем к
19
1594588
н положительном или отрицательном диапазонах напряжения в зависимости от того, какой датчик соответствующей пары ближе к подвижному магнитному элементу 23. Поэтому на выходе дифференциальных: усилителей .29 и 3f установлены амплитудные детекторы 3l и 32, которые определяют абсолют- йые значения этих сигналов. Элемент фти 33 выбирает больший по величи сигнал из совокупности выходных (игнэлов детекторов 31 и 32. Таким фбразом, величина аналогового сигиа- jka на выходе формирователя 3 сигнала величины угла наклона электрода Определяет угол наклона между осью ijcopnyca 153 имитатора 13 сварочного флектрода и осью подвижного магнитно- jro элемента 23,
Второй блок 2 магнитных датчиков работает по аналогии с первым блоком I магнитных датчиков. Отличие заключается лишь в том, что датчики 24 - 7 вырабатывают полезные сигналы при ртклонении койца имитатора 13 сва- t o4Horo электрода от центра оптичес- |сого имитатора сварочной ванны. Чем рольше это отклонение, тем большие ho величине сигналы снимаются с пар магнитных датчиков 24-27. Формирователь 4 сигналов величины отклонения электрода от центра сварочной ванны вырабатывает сигналы отклонения кон- да имитатора сварочного электрода . |от центра имитатора сварочной ванны IB двух взаимно перпендикулярных плос костях, а TaicKe общий сигнал отк- лонения.
; Сигналы длины дуги, угла наклона имитатора сварочного электрода,от гаю нения имитатора электрода от центра сварочной ванны, а также теплосоде - жания сварочной ванны поступают в, блок 7 контроля действия сварщика, который производит контроль величи1 п этих параметров в пределах установленных норм, а.также вырабатывает сигналы, свидетельствующие об отклонении текущих значений контролируе- мых параметров от их нормативных значений.
В процессе работы на сварочном тренажере в программном режиме в задачу обучаемого входит манипулирование имитатором 13 сварочного элекрода таким образом, чтобы отслеживать пространственное положение подвижной каретки 16 блока 14 моделиро20
5
5
вания объекта сварки, вьздерживая заданные значения длины дуги, угловое положение имитатора сварочного электрод а, отклонение его конца от центра сварочной ванны и теплосодержание сварочной ванны с учетом движения каретки 16 и имитации оплавления электрода. В тех случаях, когда все параметры имитируемого сварочного процесса выдерживаются в допустимых нормах, выходной сигнал узла 62 выработки сигнала наличия сварочного процесса блока ,7 контроля действий сварщика производит включение второго генератора 102 первого блока 10 регистрации, с которого на вход блока 12 сигнализации (головные телефоны шлема сварщика) поступает 0 шумоподобный звуковой сигнал нормального горения дуги.
В тех случаях, когда один из параметров выходит за допустимые пределы, срабатьшают соответствующие узлы 58-61 контроля длины дуги,теплосодержания сварочной ванны, угла наклона электрода и отклонения электрода о 5 центра сварочной ванны блока 7 контроля действий сварщика, которые вырабатывают сигналы ошибок по тому или иному контролируемому параметру, что, в свою очередь, обеспечивает регистрацию допущенных ошибок регистраторами 104-107 первого блока 10 регистрации, а также документальную регистрацию этих ошибок во втором блоке 11 регистрации. Кроме того,выходные сигналы этих узлов, поступая на входы второго генератора 102 пер- «. вого блока 10 регистрации, управляют последним один независимо от другого. На выход второго генератора 102, кроме шумоподобного звукового сигнала нормального горения дуги, поступают звуковые сигналы тревоги, оповещающие сварщика о нарушении им того или иного параметра имигируе- мого сварочного процесса. Эти звуковые сигналы поступают через усили- 50 тель 137 на вход электроакустического преобразователя 129 блока 12 сигнализации. Кроме того, при наличии ошибок по контролируемым параметрам имитируемого сварочного процесса с блока 7 контроля действий сварщика поступают на входы блока 12 сигнализации сигналы, управляющие работой оптических источников 144-149 этого блока, которые оптическими сигнала0
35
45
55
21
ми оповещают сварщика о нарушении того или иного параметра.
При работе сварочного тренажера формирователь 9 сигнала скорости свар ки формирует сигнал текущей скорости сварочного процесса который вместе с сигналом длины дуги и сигналом наличия сварочного процесса поступает на входы формирователя 6 сигнала яркости сварочной ванны, который вырабатывает на своем выходе сигнал теплосодержания сварочной ванны, поступающий на первый вход блока 8 коммутации и третий вход блока 7 контроля действий сварщика. Формирователь 6 формирует также оптический сигнал, яркость которого отражает текущую величину теплосодержания имитируемой сварочной ванны. Этот сигнал поступает через светоделитель- ный элемент 17 на вход имитатора 18 сварочной ванны и управляет яркостью свечения и размерами оптической сварочной ванны, которая является визуальным сигналом степени нагрева сварочной ванны. При изменении длины дуги и скорооти сварки оптическая сварочная ванна изменяет также свои размеры и яркость, что создает оптическую обратную связь к сварщику по правильности поддержания нужной длины дуги, скорости сварки и, как след- ствие, тепловому режиму сварочной вансварочного процесса составляет мене
1 с, то такая ошибка считается крат ковременной и не фиксируется счетчиками ошибок, если же гораздо больше, то на счетчики ошибок через каждую секунду поступает импульс и счетчики фиксируют время нахождения того или иного сварочного параметра
JQ в состоянии ошибки. По показаниям индикаторов можно судить о качестве проведенного имитируемого сварочного процесса. При достижении сварщиком хороших психомоторных навыков пра15 З ьного ведения сварочного процесса при установленных начальных условиях допуски по основным контролируемым параметрам имитируемого сварочного процесса могут быть уменьше20 ны и процесс обучения должен повториться при более сложных начальных условиях.
При превьш1ении сварщиком длины дуги, равной 8-10 мм, что соответст25 вует обрыву дуги при реальном процессе, срабатывает узел 62 выработки сигнала наличия сварочного процесса блока 7 контроля действий сварщика, выходной сигнал которого производит
30 выключение основных блоков и .узлов сварочного тренажера. Для дальнейшего продолжения имитируемого свароч ного процесса сварщику необходимо возбудить дугу в описанной последо ны и глубине проплавления имитируемо- ,, вательности.
.го сварочного металла. Для работы на сварочном тренажере
При переключении переключателя в режиме самообучения, при котором 89 блока 8 коммутации в нижнее -положение сигнал величины теплосодержания
40
сварочной ванны поступает на вход схемы управления скоростью имитации оплавления электрода имитатора 13 сварочного электрода и управляет этой скоростью в зависимости от величины сигнала теплосодержания сварочной ванны. Чем больше величина теплосодержания сварочной ванны, тем боль- ще Скорость имитации оплавления электрода. Таким образом, скорость , имитации оплавления электрода может быть постоянной и устанавливаться с помощью задатчика 82 блока 8 коммутации или быть переменной и зависеть от текущей величины теплосодержания сварочной ванны.
Особенностью работы регистраторов 104-107 является то, что если время нахождения в состоянии ошибки того шш иного параметра имитируемого.
оптическая сварочная ванна отслежива ет положение конца имитатора сварочного электрода, сварщику необходимо установить переключатели 87 и 88 блока 8 коммутации в нижнее положение. При этом сигналы скорости пе- ремещения подвижной каретки 16 блока
д 14 моделирования объекта сварки снимаются не с задатчиков 80 и 81 блока 8 коммутации, а поступают с выходов дифференциальных усилителей 34 и 35 формирователя 4 сигналов откло-
(JQ нения электрода от центра сварочной ванны. При центральном расположении конца имитатора электрода над имитатором оптической сварочной ванны эти сигналы нулевые по величине,так
J5 как отсутствует рассогласование меж-, ду центром сварочной ванны и центральной осью подвижного магнитного элемента 23 первого блока 1 магнитных датчиков. При наличии такого отклоне458822
сварочного процесса составляет менее
1 с, то такая ошибка считается крат ковременной и не фиксируется счетчиками ошибок, если же гораздо больше, то на счетчики ошибок через каждую секунду поступает импульс и счетчики фиксируют время нахождения того или иного сварочного параметра
JQ в состоянии ошибки. По показаниям индикаторов можно судить о качестве проведенного имитируемого сварочного процесса. При достижении сварщиком хороших психомоторных навыков пра15 З ьного ведения сварочного процесса при установленных начальных условиях допуски по основным контролируемым параметрам имитируемого сварочного процесса могут быть уменьше20 ны и процесс обучения должен повториться при более сложных начальных условиях.
При превьш1ении сварщиком длины дуги, равной 8-10 мм, что соответст25 вует обрыву дуги при реальном процессе, срабатывает узел 62 выработки сигнала наличия сварочного процесса блока 7 контроля действий сварщика, выходной сигнал которого производит
30 выключение основных блоков и .узлов сварочного тренажера. Для дальнейшего продолжения имитируемого сварочного процесса сварщику необходимо возбудить дугу в описанной последо,, вательности.
в режиме самообучения, при котором
оптическая сварочная ванна отслеживает положение конца имитатора сварочного электрода, сварщику необходимо установить переключатели 87 и 88 блока 8 коммутации в нижнее положение. При этом сигналы скорости пе- | ремещения подвижной каретки 16 блока
14 моделирования объекта сварки снимаются не с задатчиков 80 и 81 блока 8 коммутации, а поступают с выходов дифференциальных усилителей 34 и 35 формирователя 4 сигналов откло-
нения электрода от центра сварочной ванны. При центральном расположении конца имитатора электрода над имитатором оптической сварочной ванны эти сигналы нулевые по величине,так
как отсутствует рассогласование меж-, ду центром сварочной ванны и центральной осью подвижного магнитного элемента 23 первого блока 1 магнитных датчиков. При наличии такого отклонення на выходах дифференциальных усилителей 34 и 35 формируются сигналы рассогласова шя в двух взаимно перпендикулярных плоскостях,, амплитуда которых определяет величину рассогласования (отклонения), а янак - направления отклонения. Эти сигналы управления поступают с формирователем 4 через блок 8 коммутации на вхо- д$1 схемы управления двухкоординатным п)И1зодом 15 блока 14 моделирования объекта сварки. Привод 15 производит п|5ремещение подвижной каретки 16 под центр конца имитатора 13 свароч- нЬго электрода, тем самым уменьпгав минимума управляющие сигналы,снимаемые с выходов дифференциальных усилителей 34 и 35 формирователя 4. Т|аким образом, оптическая сварочная ванна отслеживает положение конца имитатора 13 сварочного электрода в пределах установленной разделки кро- №к имитатора трубного- соединения 1Иалого диаметра. В остальном работа Сварочного тренажера в режиме самообучения аналогична его работе в Программном режиме,
Таким образом, тренажер сварщика ббеспечивает выработку правильных психомоторных навыков у обучаемых сварщиков сварке трубных соединений Магхого диаметра в двух режимах обучения программном и самообучения за счет более точного измерения основных параметров имитируемого свароного процесса и расширения функцио Яапьных возмо5кностей.
.Формула изобретения
1. Тренажер сварщика, содержащий блок моделирования объекта сварки, блок сигнализации, блок контроля действий Сварщика, первый блок регист- .рацки, фор1 шрователь сигнала длины дуги, первый блок магнитных датчиков (1)Ормнрователь сигнала величины угла наклона электрода и имитатор сварочного электрода, содержащий собственно полый имитатор электрода, на свободном конце которого расположен пер вьй блок магнитнь х датчиков, держат ел имитатора электрода и моторный приво имитации плавления электрода со схемой управления, выход первого блока регистрации соединен с первым входом блока сигнализации, первый и второй выходы блока контроля действий свар
5
0
5
0
щика соединены с первым и вторым входами первого блока регистрации, выходы первого блока магнитных датчиков соединены с входами формирователя сигнала угла наклона электрода, выход которого соединен с первым входом блока контроля действий сварщика, второй вход которого соединен с выходом формирователя сигнала длины дуги, отличающийся тем, что, с целью расщирения дидактических возможностей тренажера, в него введены формирователь сигнала отклонения электрода от центра сварочной, ванны, формирователь сигнала яркости сварочной ванны, второй блок регистрации, формирователь сигнала скорости сварки, блок коммутации, второй блок магнитных датчиков, магнитно связанньй с первым блоком магнитных датчиков, а блок моделирования объекта сварки выполнен в виде трубного соединения малого диаметра и содержит подвижную каретку,двухко- ординатный привод со схемой управления, светоделительный элемент и световод-имитатор сварочной ванны,один конец которого охватывает второй блок магнитных датчиков и закреплен на подвижной каретке, а другой его конец через светоделительньй элемент оптически связан с формирователем сигнала длины дуги и формирователем . сигнал а яркости сварочной ванны, выход которого соединен с третьим входом блока контроля действий сварщика и первьм входом блока коммутации, первьш выход которого соединен с вхо- 0 дом имитатора сварочного электрода, выходы второго блока магнитных датчиков соединены с входами форья1рова- теля сигналов величины отклонения
электрода от центра сварочной ванны, 45 первые выходы которого соединены с вторыми входами блока коммутации, вторые выходы которого соединены с входами формирователя сигнала скорости сварки и входами двухкоординатно- 50 го привода блока моделирования объекта сварки, второй выход формирователя сигналов отклонения электрода от центра сварочной ванны соединен с четвертым входом блока контроля действий сварщика, первый, второй, третий, четвертый и пятый выходы которого соединены с входами второго блока регистрации, третий, четвертый и пятый выходы блока контроля действий
5
55
2515
сварщика также соединены с третьими входами первого блока регистрации, пятый выход блока контроля действий сварщика, кроме того, соединен с третьим входом блока коммутации и первым входом формирователя сигнала яркости сварочной ванны, второй вход которого соединен с выходом Формирователя сигнала скорости сварки, а третий вход формирователя сигнала яркости сварочной ванны соединен с выходом формирователя сигнала длины дуги, первый, второй и шестой выходы блока контроля действий сварщика сое- динены с вторыми входами блока сигнализации,
2. Тренажер по п. 1 , о- т л и ч а ю- щ и и с я тем что в нем первый и
второй блоки магнитных датчиков содер-20 роля действий сварщика содержит узел
26
5,Тренажер по п.1, отличаю- щ и и с Я тем, что формирователь- |сигналов отклонения электрода от центра сварочной ванны содержит- первый и второй диффервнщ-1альные усилители, входы которых являются входами формирователя, первый, второй детекторы и элемент ИЛИ, выходы первого
и второго дифференциальных усилителей и выход элемента I-UIH являются . соответственно первым и вторым выходами формирователя, выходы первого и второго дифференциальных усилителей соединены соответственно через первый и второй детекторы с входами элемента ИЛИ.
6,Тренажер по п.1, отличающийся тем, что блок конт

| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Тренажер сварщика | 1986 |
|
SU1488148A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Тренажер сварщика | 1983 |
|
SU1088057A1 |
| Тренажер сварщика | 1984 |
|
SU1374271A1 |
| ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ СВАРЩИКА РУЧНОЙ ДУГОВОЙ СВАРКЕ ПЛАВЯЩИМСЯ И НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2008 |
|
RU2373040C1 |




Изобретение касается обучения обращению с инструментами и, в частности средств обучения технике ручной дуговой электросварки. Цель изобретения - расширение дидактических возможностей тренажера и повышение эффективности обучения за счет обеспечения режима самообучения. Тренажер содержит имитатор сварочного электрода, блок моделирования объекта сварки, два блока магнитных датчиков, формирователи сигнала угла наклона электрода, сигнала длины дуги, сигнала скорости сварки, сигналов отклонения электрода от центра сварочной ванны и сигнала яркости сварочной ванны, а также блок контроля действий сварщика, два блока регистрации, блок сигнализации и блок коммутации. Тренажер обеспечивает выработку правильных психомоторных навыков у обучаемого сварщика по поддержанию нормативных параметров: длины дугового промежутка, угла наклона имитатора сварочного электрода, теплосодержания сварочной ванны и скорости ведения имитируемого сварочного процесса при имитации сварки труб малого диаметра. 14 з.п.ф-лы, 20 ил.
жат соответственно первый,второй, третий и четвертый датчики магнитного поля и подвижный магнитный элемент, расположенный эквидистантно между датчиками магнитного поля и магнитно с ними связанный,
3,Тренажер поп.1,отлича ю щ и и с я тем, что формирователь сигнала длины дуги содержит генератор, первый усилитель, излучающий элемент, расположенный на внешнем коце подвижного магнитного элемента первого блока магнитных датчиков, приег-шый элемент, второй усилитель, детектор, узел линеаризации, выход которого является выходом всего блока, выход генератора через первый усилитель соединен с входом излучающего элемента, оптически связанного через световод и светоделительный элемент блока моделирования объекта сварки с приемным элементом, выход которого через второй усилитель и детектор соединен с входом узла линеаризации,
контроля длины дуги, узел контроля угла наклона электрода, узел контроля отклонения электрода от центра сварочной ванны, узел контроля тепло5 содержания сварочной ванны, узел выработки сигнала наличия сварочного процесса, входы и выходы которых являются входами и выходами всего блока,
0 7. Тренажер поп,1,отл-ичаю- . щ и и с я тем, что блок сигнализа-. ции содержит узел оптических источников, узел усилителей мощности, электроакустический преобразователь
и узел переключателей, входы которого являются входами всего блока, выходы узла переключателей соединены с входами узла усилителей мощности, выходы которых соединены соответст-г
Q венно с входами узла оптических источников и входом электроакустического преобразователя,
8, Тренажер по п,I, о т л и ч а ю- щ и и с я тем, что первый блок реги5 страции содержит первый, второй третий, четвертый, пятый и шестой регистраторы, первый и второй генераторы, переключатель, ключевую схему, выход первого генератора соединен че( рез переключатель с входом шестого регистратора и информационным входом ключевой схемы, выход которой соединен с информационными входами первого,
, второго, третьего, четвертого е и пятого регистраторов, управляющие входы второго генератора, соединенные соответственно с управляющими входами первого, второго, третьего, четвертого регистраторов и управляю27
Щ1ИЙ вход ключевой схемы являются входами, а выход второго, генератора является выходом первого блока реги- страции.
12« Тренажер по п,1, о-т л и - чающийся тем, что блок комму1594588
28
15
20
25
тации содержит первый и второй за- датчики скорости сварки, задатчик скорости плавления электрода, узел переключателей, первую, вторую и третью ключевые схемы,, выходь которых являются выходами блока, а управляющие входы ключевых схем и первые входы узла переключателей явля- 10 ются входами блока, выходы задатчи- ков соединены с вторыми входами- узла переключателей, выходы которого соединены с информатщонными входами ключевых схем.
д0 генератор первого блока регистрации содержит генератор импульсов,счетчик, генератор белого шума, элемент ИЖ, первую, вторую,третью, четвертую и пятую ключевые схемы, выход
j генератора белого и выходы первой, второй, третьей и четвертой ключевых схем соединены с входами элемента ИЛИ, выход которого соединен с информационным входом пятой
50 ключевой схемы., выход которой является выходом второго генератора,выход генератора и мпульсов соединен с информационными входами первой ключевой схемы и счетчика, выходы
j которого соединены соответственно с информационными входами первой,вто- . рой и третьей ключевых схем,управляющие входы ключевых схем являются входами второго генератора.
28
2
Z6
28
27
25
ф1/е.З
ФигЛ
3
r
36
S
35
i.
57
7
РЖ
78 Г- г
«г ьс±ь-с±}- гл
®г/г
йг/г.7
Фив. 8
Фиг. 9
129
7
.1
т
т
/37
ь-з
т
т
т
ю
т
lite
т
т
Я -«Л1miiiiii.li ,i.j.TLJ - Г,У
4-I--..3llJi|iL пг iii
Лзо у 737 Хш XwV
Л;3 /;jj Л;
ui
725
72 Фие.Ю
156
Фиг.П
Фиг.13
,107) 1
Фие.1
т
ю
т
lite
т
-
|iL пг
llJi|iL пг iii
ш XwV
Л;3 /;jj Л;д,
93
91
9ii
0Lfe. 15
Фие. 16
95
Ц
L
Фиг. 18
X
152

| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
