130231
речного электрода, блок 3 моделирования объекта сварки и блок 4 предъявления учебной информации, введены блоки контроля скорости сварки 48, угловых параметров 49, температурных параметров 50 и длины дуги 51, пороговые элементы 52 и 53, формирователь 127 импульсов, генератор 117 импуль-
1
Изобретение относится к области обучения обращению с инструментами и может быть использовано в качестве технического средства для обучения приемам и навыкам ручной дуговой ; электросварки.
Цель изобретения - расширение ди- зактических возможностей тренажера с повышением эффективности и качества обучения сварщиков на реальном дуговом сварочном процессе.
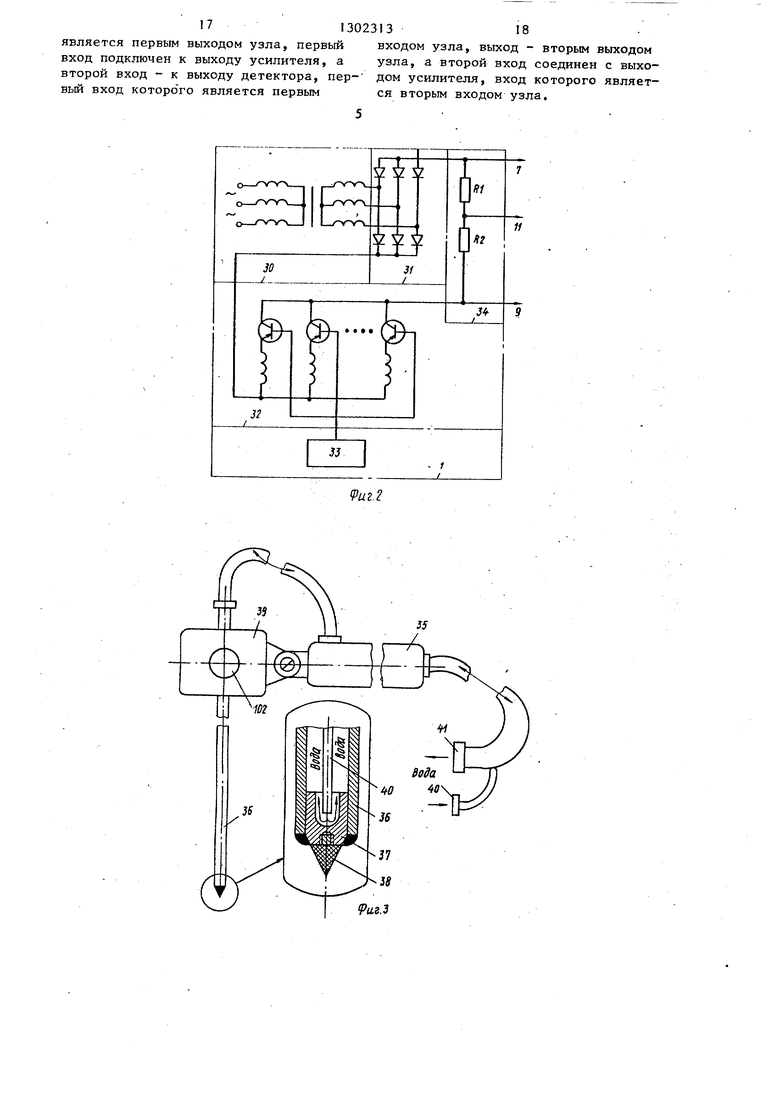
На фиг.1 приведена схема предлагаемого устройства; на фиг.2 - схема сварочного источника питания; на фиг.З - схема конструктивного выполнения имитатора сварочного электрода на фиг.4 - схема конструктивного выполнения блока моделирования объекта сварки;- на фиг.5 - схема узла контроля параметров сварочного процесса; на фиг.6 - схема блока контроля скорости сварки; на фиг.7 - узел сравнения; на фиг. 8 - блок контроля угловых параметров; на фиг.9 - блок контроля температурных параметров; на фиг,10 - схема блока контроля длины дуги, объекта сварки, а также блока контроля за текущим значением длины дугового промеясутка; на фиг. 11 - схема узла управления,
Предлагаемый тренажер сварщика (фиг.1) состоит из сварочного источника 1 питания, имитатора 2 сварочного электрода, блока 3 моделирования объекта сварки, блока 4 предъявления учетной информации, выполненного в виде шлема узла 5 контроля параметров сварочного процесса и узла 6 управления.
Источник 1 предназначен для подачи питающего напряжения на имитатор 2, а также выработки сигнала величисов синхронизации, переключатель 118, генератор 128 импульсов звуковой частоты, элемент И 129 и блок 130 счетчиков. Сущность изобретения основана на комплексном контроле за действиями обучаемого по вьтолнению всех требований оптимального ведения сварочного процесса, 5 з.п. ф-лы, 11 ил.
5
0
5
0
5
0
на которого соответствует длине дугового промежутка, и он имеет падающую внешнюю вольт-амперную характеристику.
Блоки устройства имеют входы и выходы 7-29 (фиг.1).
Источник 1 содержит силовой трансформатор 30, выпрямительный блок 31, блок 32 транзисторов, схему 33 управления выходным током и делитель 34 напряжения.
Имитатор 2 содержит держатель 35 электрода, корпус 36 имитатора электрода, полый металлический цилиндр 37, сменный металлический наконечник 38, привод 39 имитации плавления электро - да, трубки подвода 40 .и отвода 41 охлаждающей жидкости.
Полый металлический цилиндр 37 жестко закреплен на конце корпуса 36. На конце цилиндра 37 закреплен наконечник 38. Внутри корпуса 36 и трубки 41 отвода охлаждающей жидкости жестко закреплена трубка 40.
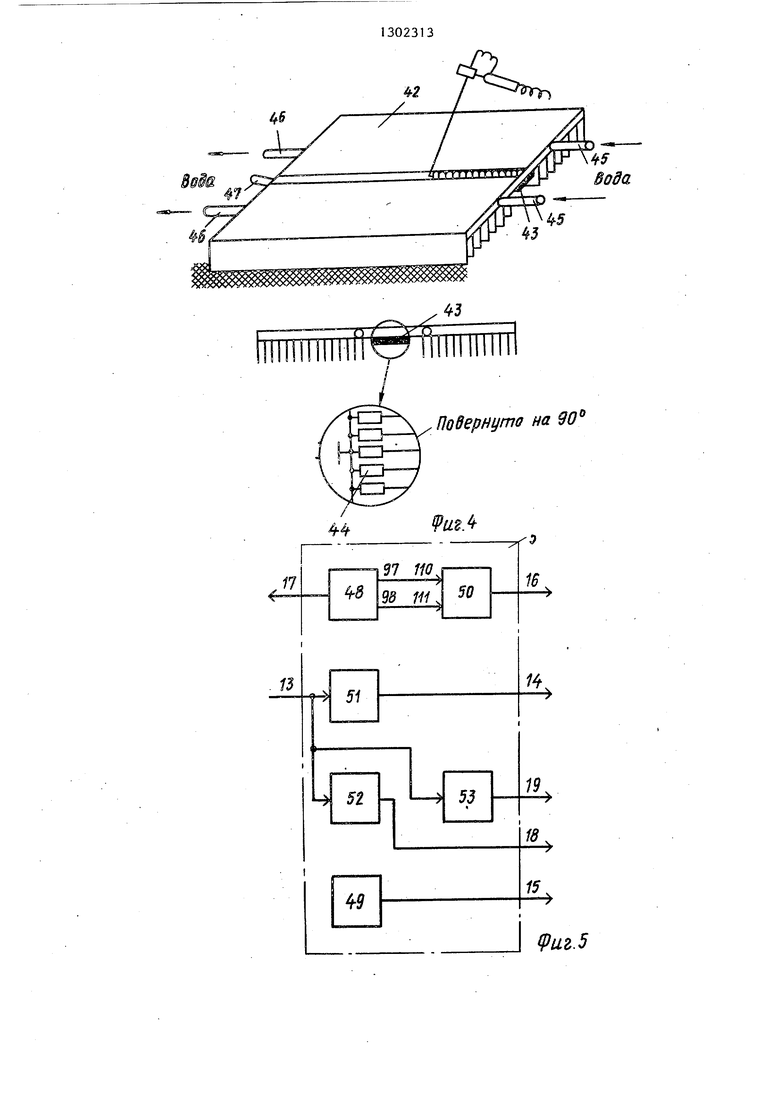
Блок 3 содержит собственно моделируемый объект 42 сварки, узел 43 операционного поля сварки, термоэлементы 44, щланги подвода 45 и отвода 46 охлаждающей жидкости и соединительный кабель 47.
Узел 43 и термоэлементы 44 функционально принадлежат узлу 5.
Узел 43 операционного поля сварки предназначен для выработки исходных сигналов определения теплосодержания сварочной ванны и скорости сварочного процесса и представляет собой набор термоэлементов 44, например терморезисторов, расположенных параллельно поверхности сварки и жестко закрепленных на ней перпендикулярно направлению сварки. Их количество выбрано, исходя из размеров поверхностей сварки и требуемой точности контроля скорости движения конца имитатора 2.
Блок 4 может быть выполнен по известной схеме. Он представляет стандартный по размеру и внешнему виду шлем сварщика, в который вмонтированы головные телефоны с регулятором -громкости, (не показаны),
Узел 5 предназначен для контроля основных параметров сварочного процесса и выработки сигналов ошибки при нарушении номинальной величины
этих параметров. Он содержит бло1 48 J5 выполнен по схеме двоичного счетчика.
контроля скорости сварки, блок 49 Счетчик 76 предназначен для выработки цифрового кода, определяющего нормативное местоположение конца имитатора 2 на плоскости объекта 42 и
контроля угловых параметров (угла наклона между осью имитатора сварочного электрода и нормалЬю к поверхности моделируемого объекта сварки), 20 ожет быть выполнен по схеме двоич- блок 50 контроля температурных пара- ного счетчика.
метров (теплосодержания сварочной Генератор 84 предназначен для ге- ванны), блок 51 контроля длины дуги, нерации непрерывной последовательнос- пороговый элемент 52, формирующий ти импульсов с частотой 0,1-10 Гц и сигнал, соответствующий ведению сва- 25 обладает возможностью плавной регули- рочного процессами пороговый элемент ровки частоты. Частота генерации , формирующий сигнал, соответствую- нератора 84 определяет необходимую щий времени привара имитатора свароч- нормативную скорость сварки. Генера- ного электрода к поверхности модели- тор 84 может быть выполнен по схеме руемого объекта сварки.30 перестраиваемого генератора прямоБлок 48 предназначен для осуществ- угольных импульсов.
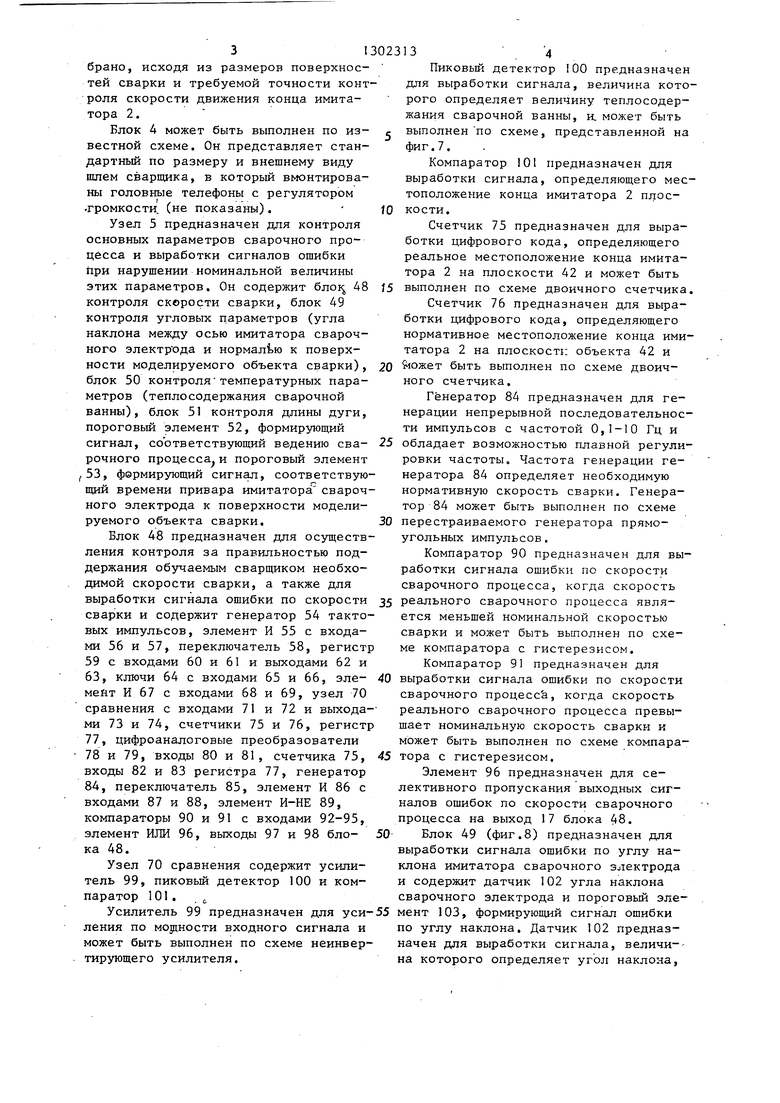
Ленин контроля за правильностью под- Компаратор 90 предназначен для вы- держания обучаемым сварщиком необхо- работки сигнала ошибки по скорости ДИМОЙ скорости сварки, а также для сварочного процесса, когда скорость выработки сигнала ошибки по скорости 35 реального сварочного процесса явля- сварки и содержит генератор 54 такто- ется меньшей номинальной скоростью вых импульсов, элемент И 55 с входа- сварки и может быть выполнен по схе- ми 56 и 57, переключатель 58, регистр ме компаратора с гистерезисом. 59 с входами 60 и 61 и выходами 62 и Компаратор 91 предназначен для 63, ключи 64 с входами 65 и 66, эле- 40 выработки сигнала ошибки по скорости мейт И 67 с входами 68 и 69, узел 70 сварочного процесс а, когда скорость сравнения с входами 71 и 72 и выхода- реального сварочного процесса превы- ми 73 и 74, счетчики 75 и 76, регистр шает номинальную скорость сварки и 77, цифроаналоговые преобразователи может быть выполнен по схеме компара 78 и 79, входы 80 и 81, счетчика 75, 45 тора с гистерезисом.
Элемент 96 предназначен для севходы 82 и 83 регистра 77, генератор 84, переключатель 85, элемент И 86 с входами 87 и 88, элемент И-НЕ 89, компараторы 90 и 91 с входами 92-95, элемент ИЛИ 96, выходы 97 и 98 блока 48.
Узел 70 сравнения содержит усилитель 99, пиковый детектор 100 и компаратор 101 .
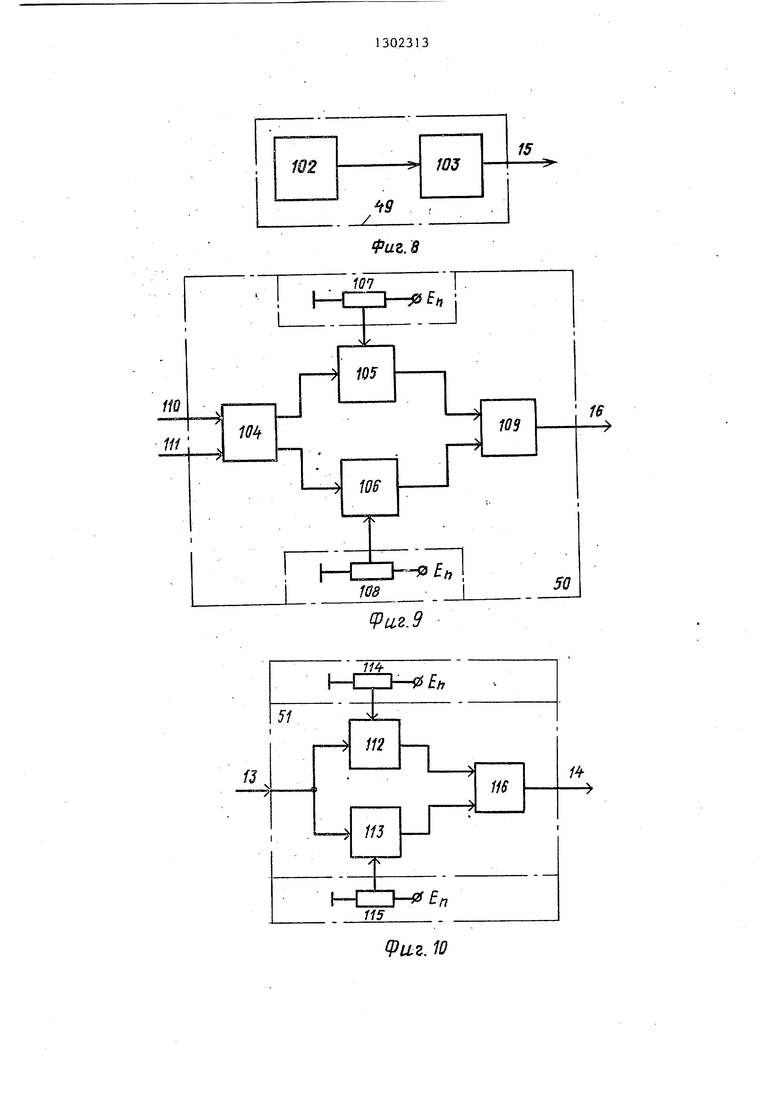
лективного пропускания выходных сигналов ошибок по скорости сварочного процесса на выход 17 блока 48. 50- Блок 49 (фиг.8) предназначен для выработки сигнала ошибки по углу наклона имитатора сварочного электрода и содержит датчик 102 угла наклона сварочного электрода и пороговьш элеУсилитель 99 предназначен для уси-55 мент 103, формирующий сигнал ошибки ления по мощности входного сигнала и по углу наклона. Датчик 102 предназ- может быть выполнен по схеме неинвер- начен для выработки сигнала, величи- тирующего усилителя.на которого определяет угол наклона.
Пиковый детектор 100 предназначен для выработки сигнала, величина которого определяет величину теплосодержания сварочной ванны, HL может быть выполнен по схеме, представленной на фиг.7.
Компаратор 101 предназначен для выработки сигнала, определяющего местоположение конца имитатора 2 плоскости.
Счетчик 75 предназначен для выработки цифрового кода, определяющего реальное местоположение конца имитатора 2 на плоскости 42 и может быть
татора 2 на плоскости объекта 42 и
ожет быть выполнен по схеме двоич- ного счетчика.
лективного пропускания выходных сигналов ошибок по скорости сварочного процесса на выход 17 блока 48. 50- Блок 49 (фиг.8) предназначен для выработки сигнала ошибки по углу наклона имитатора сварочного электрода и содержит датчик 102 угла наклона сварочного электрода и пороговьш эле513
и представляет собой известный датчик гравитационного типа, конструк- тнврю расположенный на имитаторе 2. Элемент 103 предназначен для выработки сигнала ошибки при нарушении ими- татором сварочного электрода нормативного значения угла наклона.
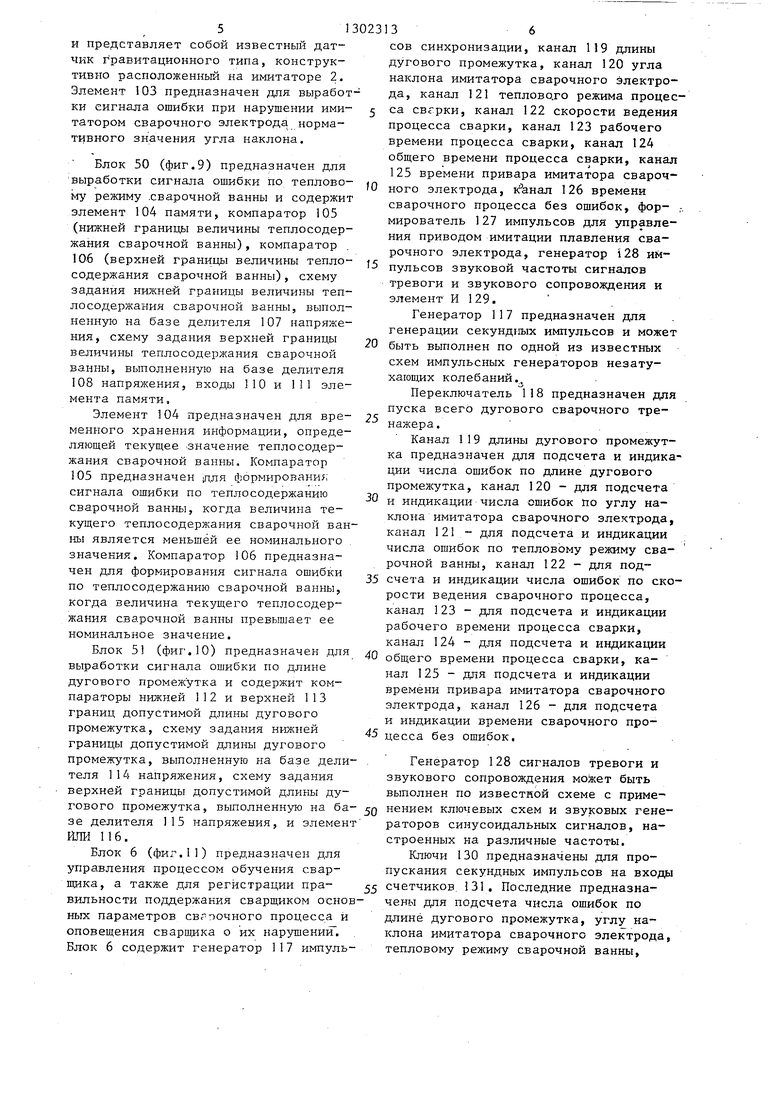
Блок 50 (фиг.9) предназначен для выработки сигнала ошибки по теплово- му режиму .сварочной ванны и содержит элемент 104 памяти, компаратор 105 (нижней границы величины теплосодержания сварочной ванны), компаратор . 106 (верхней границы величины тепло- содержания сварочной ванны), схему задания нижней границы величины теплосодержания сварочной ванны, выполненную на базе делителя 107 напряжения, схему задания верхней границы величины теплосодержания сварочной ванны, выполненную на базе делителя 108 напряжения, входы 110 и 111 элемента памяти.
Элемент 04 предназначен для вре- меш-юго хранения информации, определяющей текущее -значение теплосодержания сварочной ванны. Компаратор 105 предназначен для формировани ; сигнала ошибки по теплосодержанию сварочной ванны, когда величина текущего теплосодержания сварочной ванны является меньшей ее номинального значения. Компаратор 106 предназначен для формирования сигнала ошибки по теплосодержанию сварочной ванны, когда величина текущего теплосодержания сварочной ванны превышает ее номинальное значение.
Блок 51 (фиг.10) предназначен для выработки сигнала ошибки по длине дугового промежутка и содержит компараторы нижней 112 и верхней 113 границ допустимой длины дугового промежутка, схему задания нижней границы допустимой длины дугового промежутка, выполненную на базе дели теля 114 напряжения, схему задания верхней границы допустимой длины дугового промежутка, выполненную на ба зе делителя 115 напряжения, и элемен ИЛИ 116.
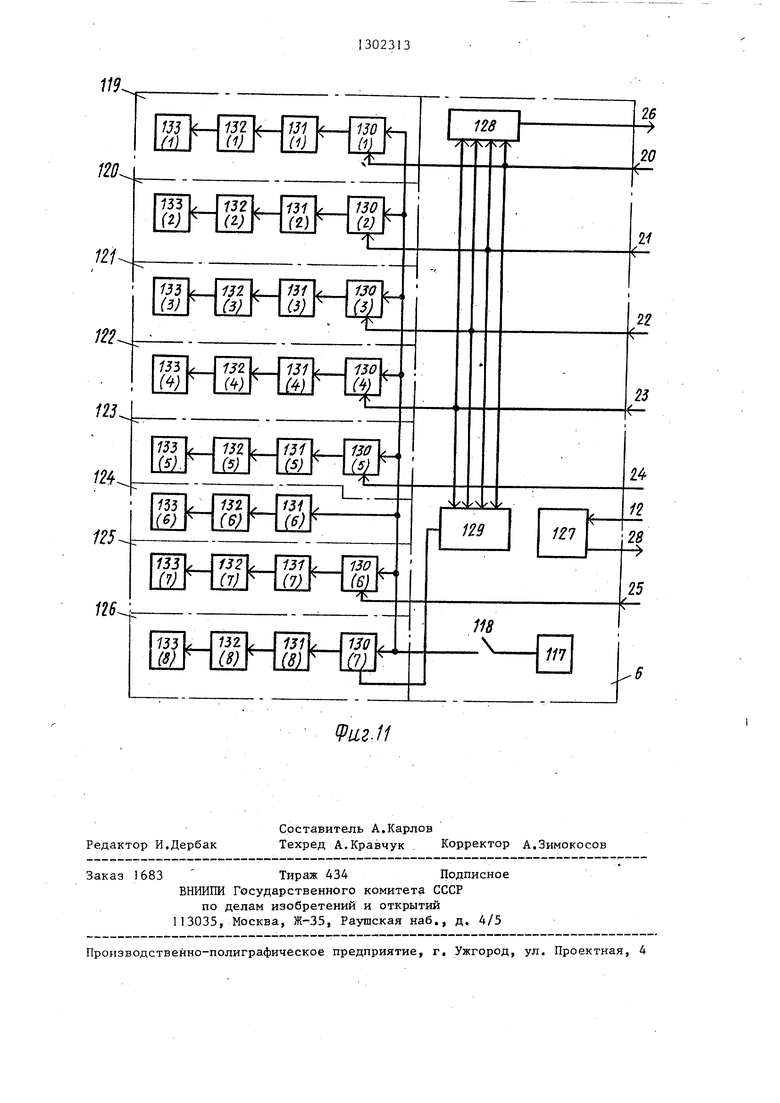
Блок 6 (фиг,II) предназначен для управления процессом обучения свар- шлка, а также для регистрации пра- вильности поддержания сварщиком осноных параметров СВРточного процесса и оповещения сварщика о их нарушении. Блок 6 содержит генератор 117 импуль36
сов синхронизации, канал 119 длины дугового промежутка, канал 120 угла наклона имитатора сварочного электрода, канал 121 теплово,го режима процесса свгрки, канал 122 скорости ведения процесса сварки, канал 123 рабочего времени процесса сварки, канал 124 общего времени процесса сварки, канал 125 времени привара имитатора сварочного электрода, к анал 126 времени сварочного процесса без ошибок, фор- мирователь 127 импульсов для управления приводом имитации плавления сварочного электрода, генератор 128 импульсов звуковой частоты сигналов тревоги и звукового сопровождения и элемент И 129,
Генератор 117 предназначен для генерации секундных импульсов и может быть выполнен по одной из известных схем импульсных генераторов незатухающих колебаний,.
Переключатель 118 предназначен для пуска всего дугового сварочного тренажера.
Канал 119 длины дугового промежутка предназначен для подсчета и индикации числа ошибок по длине дугового промелсутка, канал 120 - для подсчета и индикации числа ошибок По углу наклона имитатора сварочного электрода, канал 121 - для подсчета и индикации числа ошибок по тепловому режиму сварочной ванны, канал 122 - для подсчета и индикации числа ошибок по скорости ведения сварочного процесса, канал 123 - для подсчета и индикации рабочего времени процесса сварки, канал 124 - для подсчета и индикации общего времени процесса сварки, канал 125 - для подсчета и индикации времени привара имитатора сварочного электрода, канал 126 - для подсчета и индикации времени сварочного процесса без ошибок.
Генератор 128 сигналов тревоги и звукового сопровождения может быть выполнен по известной схеме с применением ключевых схем и звуковых генераторов синусоидальных сигналов, настроенных на различные частоты.
Ключи I30 предназначены для пропускания секундных импульсов на входы счетчиков 131, Последние предназначены для подсчета числа ошибок по длине дугового промежутка, углу наклона имитатора сварочного электрода тепловому режиму сварочной ванны.
скорости ведения сварочного процесса, а также времени рабочего, общего времени, времени привара имитатора сварочного процесс а без ошибок.
Дешифраторы 132 предназначены для дешифрации числа ошибок по длине дугового промежутка, углу наклона имитатора сварочного электрода, тепловому режиму сварочной ванны, скорости ведения сварочного процесса, а также времени рабочего, общего времени, времени привара имитатора сварочного электрода и времени сварочного процесса без ощибок.
Индикаторы 133 предназначены для визуального отображения информации, . записанной в счетчиках 131 и могут быть построены, например, на газоразрядных индикаторах,
Предлагаемый .тренажер сваршика работает следующим образом.
Обучаемый сварщик включает устройство и делителями 107, 108, 114 и 115 устанавливает нижнюю и верхнюю границы допустимого значения длины дугового промежутка и допустимого значения теплосодержания сварочной ванны, а также, установив частоту генерато- . ра 84, задает нормат ивную скорость сварочного процесса. Уровень срабатывания элемента 103, компараторов 90.И 91 и элементов 52 и 53 задается аппаратурно и не требует предварительной установки.
Кроме этого, обучаемый сварщик подсоединяет трубку 40 и шланги 45 к источнику охлаждающей жидкости, например к водопроводной -сети, а трубку 41 и шланги 46 - к месту от- врда охлаждающей жидкости, например канализационной сети.
Источник 1 и блоки 5 и 6 располагаются в общем корпусе, который ус
танавливается в удобном месте. К нему ром происходит его сравнение с нижней
50
же подсоединяются с помощью гибких соединительных кабелей узел 43, блок 4 и имитатор 2.
Сварщик берет в руку имитатор 2,. надевает шлем блока 4, занимает исходное положение у блока 3 и начинает сварочный процесс. Предварительно; на поверхности моделируемого объекта; сварки наносятся линии, имитирующие разделку кромо:.„
В задачу обучаемого входит движение концом имитатора 2 по имитируемой разделке кромок с нанесением траектории этого движения на поверхность
и верхней границами допустимого значения длины дугового промежутка. Если текущее значение длины дугового промежутка не входит в пределы номинального значения длины дугового промежутка, то срабатывают компараторы 112 или 113, что, в свою очередь, разрешает прохождение секундных импульсов с выхода генератора 117 в канал 119 длины, в котором происходит подсчет и индикация числа ошибок по длине дугового промежутка.
Аналоговый сигнал длины дугового промежутка с выхода 11 источника 1
объекта 42 (выгоревший след, слаботочный режим обучения, когда максимальный ток источника 1 ограничен величиной 10-15 А и расплавления металла не происходит, а происходит лишь его нагрев.) с одновременной имитацией выгорания электрода и поддержание основных параметров сварочного процесса (длина дугового промежутка,
угол наклона между осью имитатора
сварочного электрода и нормалью к поверхности моделируемого объекта сварки, скорость ведения сварочного процесса и тепловой режим сварочной ванны) в заранее установленных пределах.
Обучаемый подводит имитатор 2 к месту начала сварочного процесса, нажимает одновременно кнопку переключателей 58, 85 и 118, касается концом
имитатора 2 поверхности объекта 42,
0
5
5
0
возбуждает дугу и начинает сварочный процесс, сохраняя основные параметры сварочного процесса в пределах установленных допусков.
При этом в блоке 6 секундные импульсы с генератора 117 поступают в канал 124, в котором происходит подсчет и индикация в цифровом виде общего времени процесса сварки. При возбуждении дуги срабатывает элемент 52, что, в свою очередь, разрешает прохождение секундных импульсов с генератора 117 в канал 123, в котором происходит подсчет и индикация рабочего времени процесса сварки,
I
Поскольку источник 1 имеет падающую внешнюю характеристику, то с изменением длины дугового промежутка изменяется величина напряжения на выходе 11. Этот принцип положен в основу измерения длины дугового промежутка. Аналоговое напряжение с выхода 11 поступает на вход 13 блока 51, в кото0
и верхней границами допустимого значения длины дугового промежутка. Если текущее значение длины дугового промежутка не входит в пределы номинального значения длины дугового промежутка, то срабатывают компараторы 112 или 113, что, в свою очередь, разрешает прохождение секундных импульсов с выхода генератора 117 в канал 119 длины, в котором происходит подсчет и индикация числа ошибок по длине дугового промежутка.
Аналоговый сигнал длины дугового промежутка с выхода 11 источника 1
913
поступает на вход элемента 53. При замыкании сварщиком конца имитатора 2 на поверхность объекта 42 происходит срабатывание- элемента 53, что, в свою очередь, разрешает прохождение секундных импульсов с генератора 117 в канал 125, в котором происходит подсчет и индикация времени привара имитатора сварочного электрода к поверхности моделируемого объекта сварки.
При нарушении сварщиком норматив- ного угла наклона имитатора 2 срабатывает элемент 103, что, в свою очередь, разрешает прохождение секундных импульсов с генератора 117 в канал 120, в котором происходит подсчет и индикация ошибок по углу наклона имитатора сварочного электрода,
В устройстве также производится контроль таких параметров сварочного процесса, как скорость его ведения и теплосодержание сварочной ванны.
В блоке 48 при начале сварочного процесса выходные сигналы с генера- тора 84, частота сигналов которого определяет номинальную скорость сварки, через элемент 86 поступают на вход счетчика 76, в разрядах которого записывается число, однозначно определяющее номинальное (правильное) местоположение имитатора 2 на поверхности объекта 42 вдоль имитируемой разделки кромок. Записанный в счетчике 76 цифровой код преобразуется с помощью преобразователя 79 в аналоговый сигнал, который подается на входы 93 и 95 компараторов 90 и 91 Со временем происходит постепенное заполнение счетчика 76 с постоянной ско, ростью, определяемой номинальной скоростью сварочного процесса, что, в свою очередь, приводит к изменению аналогового напряжения на выходе преобразователя 79 также с постоянной скоростью. Каждому цифровому коду, записанному в счетчике 76, однозначно соответствует свое местоположение конца имитатора 2 на поверхности объекта 42. Разрядность счетчика 76 однозначно определяет точность контроля скорости сварочного процесса: чем .больше разрядность, тем вьппе точность контроля.
Выходные сигналы с выхода генера- тора 54, который имеет достаточно высокую и постоянную частоту генерации поступают через элемент 55 на вход
1310
60 регистра 59, который при помощи ключей 64 производит последовательное подключение термоэлементов 44 к входу 72 узла 70 сравнения.
В качестве термоэлементов 44 выбраны терморезисторы с положительным температурным коэффициентом сопротивления, у которых сопротивление растет с увеличением температуры. Поскольку они закреплены с обратной стороны рабочей зоны сварки объекта 42 и вдоль имитируемой разделки кромок, то при проведении сварочного процесса происходит нагрев его поверхности и, в свою очередь, нагрев термоэлементов 44. Максимальный нагрев происходит в зоне горения дуги. Таким образом, при выполнении сварочного процесса термоэлементы 44 имеют различнзжз температуру и величину сопротивления в зависимости от места горения сварочной дуги на поверхности моделируемого объекта сварки. Этот принцип положен в основу контроля скорости сварочного процесса и теплосодержания сварочной ванны. Для устранения сильного нагрева блока 3 и повышения точности работы блока 48 и блока 50 сварочной ванны в блоке 3 используется принудительное водяное охлаждение.
При проведении сварочного процесса и последовательном подключении термоэлементов 44 к входу 72 узла 70 сравнения аналоговое напряжение на этом входе изменяется по величине и зависит от температуры нагрева термоэлемента 44, который в данный момент подключен к входу 72. Чем выше температура, тем большее по величине напряжение подается на вход узла 70.
Узел 70 работает следующим образом
Предположим, что сварочный процесс происходит в центральной части объекта 42 и температура в центральной части Bbmie, чем в начале и в конце объекта 42. Это означает, чТ-о при подключении термоэлементов 44, расположенных в промежутке от начала имитируемой разделки кромок до места ведения сварочного процесса .к входу 72, величина напряжения на нем возрастает так как увеличивается температура термоэлементов, расположенных ближе к месту проведения сварочного процесса. Напряжение на емкости детектора 100 повторяет напряжение на входе 72. При подключении термоэлемента 44, расположенного далее за местом горения
дуги, напряжение на входе 72 уменьшается по величине, что приводит к закрыванию диода детектора 100 и срабатыванию -компаратора 101. На емкости
вает логическую единицу в первый разряд регистра 59,
В дальнейшем процесс определения цифрового кода текущего местоположедетектора 100 запоминается HanpHHeHHej иия имитатора 2 на поверхности объекснимаемое с термоэлемента 44, имеюще го максимальную температуру в месте горения дуги, которое является аналоговым сигналом величины текущего теплосодержания сварочной ванны и по- }0 дается с выхода 74 на вход 110 блока 50.
В момент срабатывания компаратора 101 сигнал с выхода 73 запрещает прохождение сигналов с генератора 54 J5 через элементы 55 и 67 на вход 80 счетчика 75. Таким образом, в разрядах счетчика 75 записывается цифровой код, определяющий текущее местоположение Ьонца имитатора 2 на поверхнос-20 ти объекта 42. Выходной сигнал с выхода 73 производит также запись цифровой . информации со счетчика 75 в регистр 77,
та 42, а также определения аналогового сигнала и теплосодержания сварочной ванны повторяется в описанной последовательности.
Прк заполнений всех разрядов счетчика 76 (логические единицы на всех его выходах) срабатывает элемент. 89, выходной сигнал которого запрещает прохождение сигналов на входы регистра 59, счетчиков 75 и 76, что свидетельствует о завершении сварочного процесса и достижении сварщиком конца имитируемой разделки кромок моделируемого объекта сварки.
Блок 50 работает следующим образом
Аналоговый сигнал текущей величины теплосодержания сварочной ванны поступает на вход 110. Этот сигнал запоминается элементом 104, запомиПреобразователь 78 производит пре-25 нание . которого производится в мо- образование этой цифровой информации мент постз ления управляющего сигна- в аналоговый сигнал, который подается ла на вход 111, который является одна входы 92 и 94 компараторов 90 и 91.
При соблюдении сварщиком нормативновременно управляющим входом элемента 104, с выхода узла 70.
ной скорости сварки цифровые коды, записанные в счетчиках 75 и 76, совпадают на протяжении всего сварочного процесса. Также совпадают по величине аналоговые сигналы на входах
30
Аналоговый сигнал текущего значения теплосодержания сварочной ванны поступает на входы компараторов 105 и 106, которые вырабатывают сигналы ошибки по тепловому режиму сварочной компараторов 90 и 91, что не приводит35 ванны, если величина теплосодержания к их срабатыванию и выработке сигна- сварочной ванны отличается от норма- ла ошибки по скорости ведения сварочного процесса. Если эти цифровые коды не совпадают, что соответствует, отклонению скорости сварки от нор- . мального значения, срабатывает компаратор .90 или-91, в зависимости от того, происходит ли опережение или отставание скорости сварки от норма45 I
Если сварщик ведет безошибочный сварочный процесс, т.е. не ошибается ни по одному из контролируемых параметров сварки (длина дугового проме- счет и индикация числа ошибок по ско-50 жутка, угол наклона имитатора свароч- рости ведения сварочного процесса. ного электрода, скорость ведения сваПосле подключения последнего тер- рочного процесса и тепловой режим моэлемента 44 к входу 72 на выходе сварочной ванны), то срабатывает эле- 62 регистра 59 вырабатьшается сигнал, мент, который вырабатывает управляютивного значения. Сигнал ошибки по тепловому режиму сварочной ванны с выхода 16 поступает на вход 22 блока 40 6, где разрушает прохождение секундных импульсов с выхода генератора 117 в канал 121, в котором производится подсчет и индикация ошибок по тепловому режиму сварочной ванны.
тивного значения, которые вырабатывают сигнал ошибки по скорости сварки. Это разрешает прохождение секундных импульсов с генератора 117 в канал 122, в котором происходит подкоторьш производит сброс состояния
счетчика .75, разряжает на -земляную
шину конденсатор с помощью транзис. тора, детектора 100, а также записы-вает логическую единицу в первый разряд регистра 59,
В дальнейшем процесс определения цифрового кода текущего местоположеиия имитатора 2 на поверхности объекта 42, а также определения аналогового сигнала и теплосодержания сварочной ванны повторяется в описанной последовательности.
Прк заполнений всех разрядов счетчика 76 (логические единицы на всех его выходах) срабатывает элемент. 89, выходной сигнал которого запрещает прохождение сигналов на входы регистра 59, счетчиков 75 и 76, что свидетельствует о завершении сварочного процесса и достижении сварщиком конца имитируемой разделки кромок моделируемого объекта сварки.
Блок 50 работает следующим образом
Аналоговый сигнал текущей величины теплосодержания сварочной ванны поступает на вход 110. Этот сигнал запоминается элементом 104, запоминание . которого производится в мо- мент постз ления управляющего сигна- ла на вход 111, который является одновременно управляющим входом элемента 104, с выхода узла 70.
30
35
Аналоговый сигнал текущего значения теплосодержания сварочной ванны поступает на входы компараторов 105 и 106, которые вырабатывают сигналы ошибки по тепловому режиму сварочной 5 ванны, если величина теплосодержания сварочной ванны отличается от норма-
тивного значения. Сигнал ошибки по тепловому режиму сварочной ванны с выхода 16 поступает на вход 22 блока 0 6, где разрушает прохождение секундных импульсов с выхода генератора 117 в канал 121, в котором производится подсчет и индикация ошибок по тепловому режиму сварочной ванны.
55 щий сигнал, разрешающий прохождение секундных импульсов с выхода генератора 117 в канал 126, в котором производится регистрация и индикация
времени сварочного процесса без ошибок.
При ведении сварочного процесса с источника 1 на вход 12 блока 6 поступае аналоговый сигнал текущего значения длины дугового промежутка. Этот сигнал поступает на вход формирователя 127 для управления приводом- имитации плавления сварочного электрода и управляет скоростью имитации плавления электрода в зависимости от текущей длины дугового промежутка. При этом, чем больше длина дугового .промежутка тем с меньшей скоростью происходит имитация плавления сварочного элект- рода. При обрыве дуги и приваре имитатора сварочного .электрода к поверхности имитируемого объекта сварки имитация плавления.сварочного электрда не осуществляется,
Если сварщик не нарушает основных параметров сварочного процесса, то на головные телефоны шлема блока 4 поступает шумоподобный сигнал нормального сварочного процесса с выхо- да 26 генератора 128, Лри проведении аномального сварочного процесса генератор 128 кроме шумоподобн( сигнала сварки .вырабатывает целую серию тональных посылок различной частоты, которые являются звуковыми сигналами тревоги по основным параметрам сварочного процесса и также поступают на головные телефоны шлема блока 4, Эти сигналы являются звуковыми сиг- налами безынерционной обратной связи к сварш.ику по правильности Поддержания этих параметров.
Осуществляя симуляционные движе- ния концом имитатора 2 над поверхностью блока 3, сварщик с помощью дугового разряда наносит на .поверхности блока 3 траекторию движения конца им1-1татора 2 на имитируемой разделке кромок. По оставшемуся следу можно судить насколько профессиональными и правильными были тактильные действия сварщика в процессе проведения сеанса сварки, что явля- ется документальной регистрацией результата этого сварочного процесса. При проведении повторного сеанса сварки оставшийся след можно убрать, например, при пЪмощи наждачной бу- маги.
На индиг аторах 133 визуально отображается числсэ допущенных ошибок, Если время нахождения в ошибке того
или иного параметра сварочного процесса составляет менее одной секунды то такая ошибка считается кратковременной и не фиксируется счетчиками 131, есл же гораздо больше, то на счетчики 131 через каждую секунду потупают импульсы, фиксирующие время нахождения того или иного сварочного параметра в ошибочном состоянии. По показаниям индикаторов 133 и записанной траектории движения конца имитатора сварочного электрода можно судить о качестве проводимого сварочного процесса. При достижении сварщиком хороших психомоторных навыков правильного ведения сварочного процесса при установленных начальных условиях допуски по основным контролируемым параметрам сварочного про- десса могут быть уменьшены и процесс обучения может быть повторен при более Сложных начальных условиях.
Таким образом, предлагаемый тренажер обеспечивает выработку правильньп психомоторных навыков у обучаемого сварщика по поддержанию нормативных длины дугового промежутка, угла наклона имитатора сварочного электрода скорости ведения сварочного процесса- и теплосодержания сварочной ванны при работе с реальной сварочной дугой.
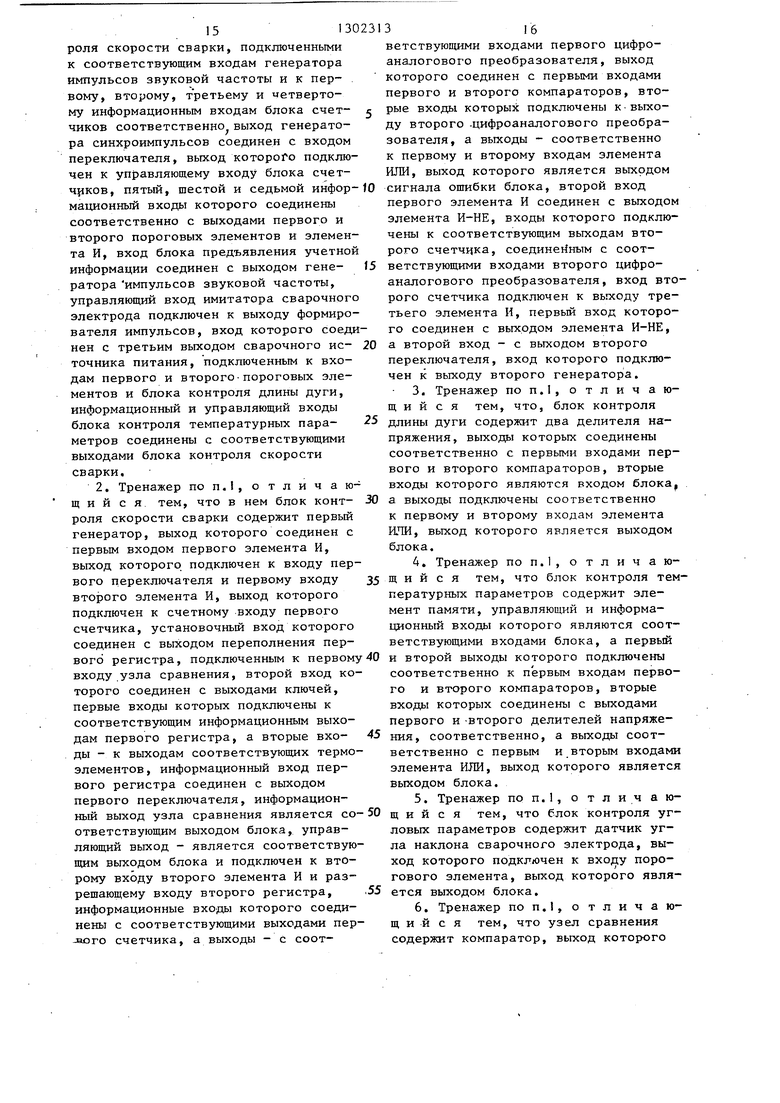
Формула изобретения
1. Тренажер сварщика, содержащий имитатор сварочного электрода, информационный вход которого соединен с первым выходом сварочного источника питания, второй, выход которого подключен к входу блока моделирования объекта сварки, и блок предъявления учетной информации, отличающийся тем, что, с целью расширения дизактических возможностей тренажера, в него введены блоки контроля скорости сварки угловых параметров электрода, температурных параметров и длины дуги, формирователь импульсов, два пороговых элемента, генератор импульсов синхронизации, переключатель, генератор импульсов звут ковой частоты, блок счетчиков и элемент И, входы которого соединены соответственно с выходами блоков контроля длины дуги, угловых параметров электрода и температурных параметров и выходом сигнала ошибки блока конт-
1513
роля скорости сварки, подключенными к соответствующим входам генератора импульсов звуковой частоты и к первому, второму, т ретьему и четвертому информационным входам блока счет- чиков соответственно выход генератора синхроимпульсов соединен с входом переключателя, выход которого подключен к управляющему входу блока счет- 4}1ков, пятый, шестой и седьмой информационный входы которого соединены соответственно с выходами первого и второго пороговых элементов и элемента И, вход блока предъявления учетной информации соединен с выходом гене- ратора импульсов звуковой частоты, управляющий вход имитатора сварочного электрода подключен к выходу формирователя импульсов, вход которого соединен с третьим выходом сварочного ис- точника питания, подключенным к входам первого и второго-пороговых элементов и блока контроля длины дуги, информационный и управляющий входы блока контроля температурных пара- метров соединены с соответствующими выходами блока контроля скорости сварки.
2, Тренажер поп.1, о тличаю- щ и и с я тем, что в нем блок конт- роля скорости сварки содержит первый генератор, выход которого соединен с первым входом первого элемента И, выход которого подключен к входу первого переключателя и первому входу второго элемента И, выход которого подключен к счетному входу первого счетчика, установочный вход которого соединен с выходом переполнения первого регистра, подключенным к первому входу узла сравнения, второй вход которого соединен с выходами ключей, первые входы которых подключены к соответствующим информационным выходам первого регистра, а вторые вхо- ды - к выходам соответствующих термоэлементов, информационный вход первого регистра соединен с выходом первого переключателя, информационный выход узла сравнения является со- ответствующим выходом блока, управляющий выход - является соответствующим выходом блока и подключен к второму входу второго элемента И и разрешающему входу второго регистра, информационные входы которого соединены с соответствующими выходами перового счетчика, а выходы - с соот316
ветствующими входами первого цифро- аналогового преобразователя, выход которого соединен с первыми входами первого и второго компараторов, вторые входы которых подключены к-выходу второго -цифроаналогового преобразователя, а выходы - соответственно к первому и второму входам элемента ИЛИ, выход которого является выходом сигнала ошибки блока, второй вход первого элемента И соединен с выходом элемента И-НЕ, входы которого подключены к соответствующим выходам второго счетчика, соединенным с соответствующими входами второго цифро- аналогового преобразователя, вход второго счетчика подключен к выходу третьего элемента И, первый вход которого соединен с выходом элемента И-НЕ, а второй вход - с выходом второго переключателя, вход которого подключен к выходу второго генератора.
3.Тренажер поп.1,отлича ю- щ и и с я тем, что, блок контроля длины дуги содержит два делителя напряжения, выходы которых соединены соответственно с первыми входами первого и второго компараторов, вторые входы которого являются входом блока, а выходы подключены соответственно
к первому и второму входам элемента RTH, выход которого является выходом блока.
4.Тренажер поп.1,отличаю- щ и и с я тем, что блок контроля температурных параметров содержит элемент памяти, управляющий и информационный входы которого являются соответствующими входами блока, а первый
и второй выходы которого подключены соответственно к первым входам первого и второго компараторов, вторые входы которых соединены с выходами первого и -второго делителей напряжения, соответственно, а выходы соответственно с первым и вторым входами элемента ИЛИ, выход которого является выходом блока.
5.Тренажер поп.1,отличаю- щ и и с я тем, что блок контроля угловых параметров содержит датчик угла наклона сварочного электрода, выход которого подключен к входу порогового элемента, выход которого является выходом блока,
6.Тренажер поп.1, о тличаю- щ и и с я тем, что узел сравнения содержит компаратор, выход которого
является первым выходом узла, первый вход подключен к выходу усилителя, а второй вход - к выходу детектора, пер- вый вход которого является первым
5
входом узла, выход - вторым выходом узла, а второй вход соединен с выходом усилителя, вход которого является вторым входом узла.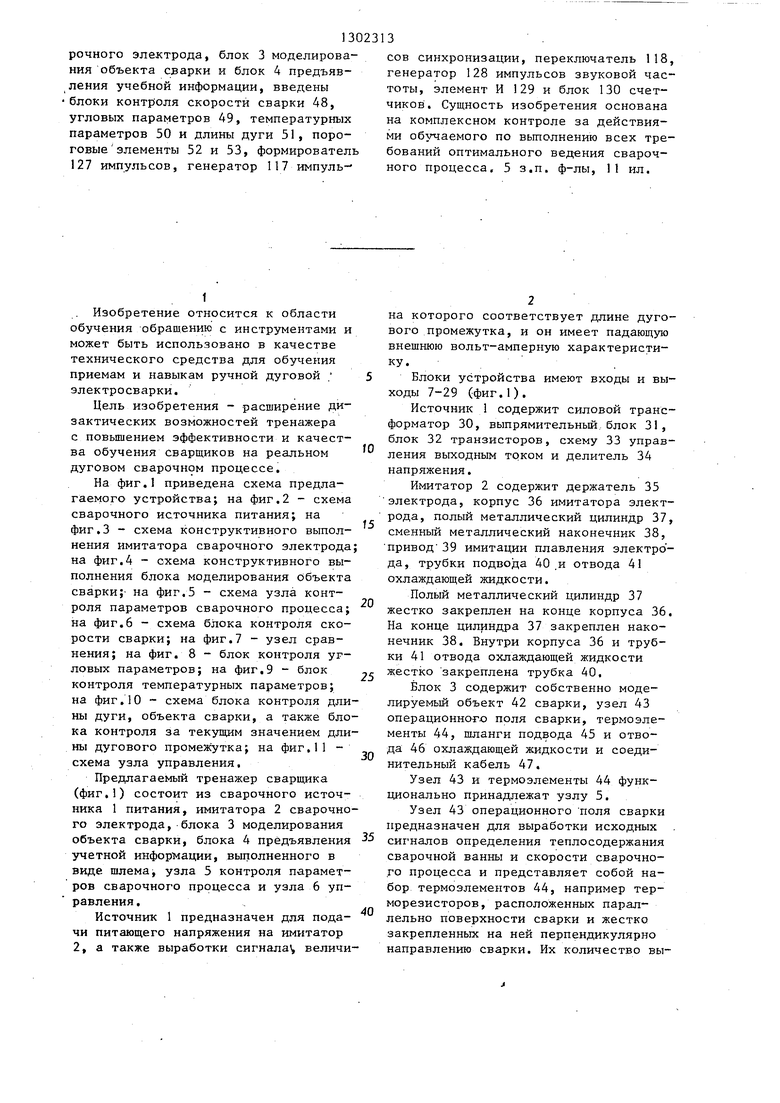
| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Тренажер сварщика | 1988 |
|
SU1594588A1 |
| Тренажер сварщика | 1986 |
|
SU1488148A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер сварщика | 1984 |
|
SU1374271A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| Тренажер для обучения навыкам ведения сварки | 1986 |
|
SU1388935A1 |
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |

Изобретение относится к области обучения обращению с инструментами и обеспечивает выработку правильных психомоторных навыков у обучаемого сварщика по поддержанию нормативных дпины дугового промежутка, угла наклона сварного электрода, скорости ведения сварочного процесса и теплового режима сварочной ванны при проведении реального сварочного процесса. Цель изобретения - расширение ди- зактических возможностей тренажера. Цель достигается тем, что в извест- ный тренажер, содержащий сварочный источник 1 питания, имитатор 2 сва (Л с со о ГчЭ 00
S5
45
Повернута на 90
fpuz.S
иг.7
Фаг, в
fPue.9
fpuz. 10
fPue.ff
Редактор И.Дербак
Составитель А.Карлов
Техред А.Кравчук . Корректор А.Зимокосов
Заказ 1683 Тираж 434Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производствейно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4