Изобретение относится к прокатному производству, а именно к устройствам для удаления окалины с поверхности круглого мелкосортного проката и катанки.
Цель изобретения - повышение качества очистки.
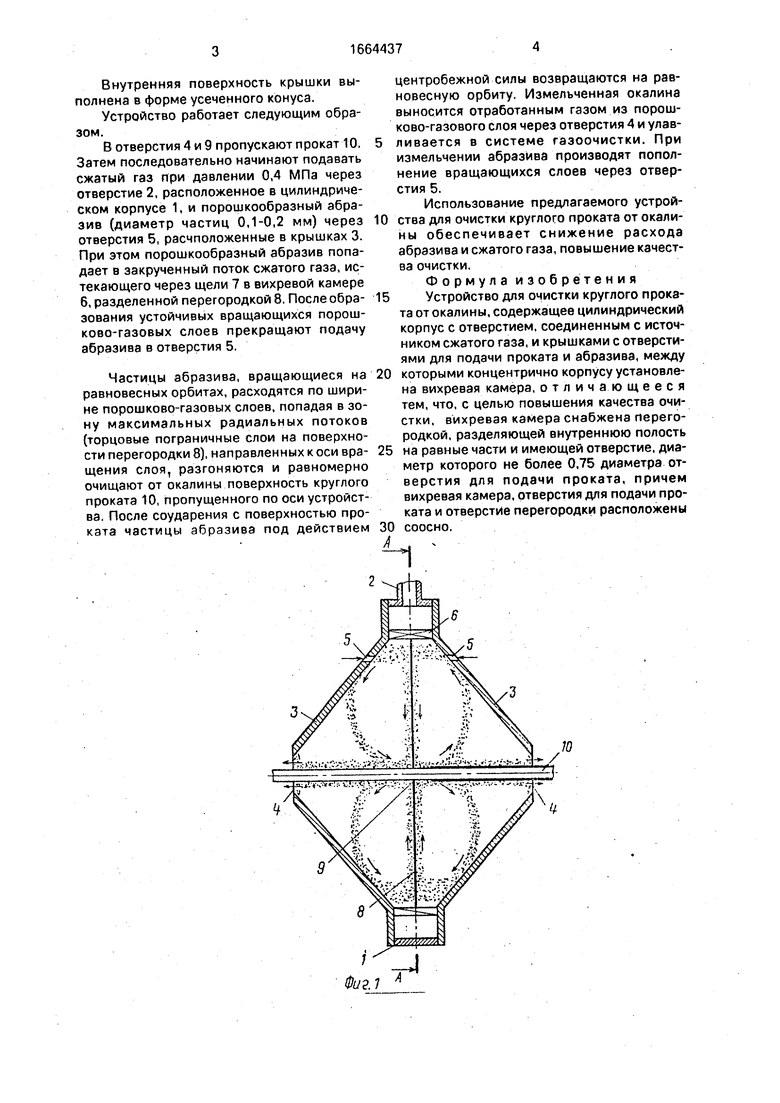
На фиг. 1 представлена схема предлагаемого устройства, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для очистки круглого проката от окалины содержит цилиндрический корпус 1 диаметром, например, 0,37 м и высотой 0,05 м с отверстием 2, соединенным с источником сжатого газа. С торцов корпус 1 закрыт крышками 3, в которых выполнены центральные отверстия 4 для подачи проката диаметром 0,04 м и отверстия 5 для подачи абразива диаметром 0.008 м на расстоянии 0,122 м от центра. Внутри корпуса концентрично установлена вихревая камера 6 диаметром 0,27 м. высотой 0,05 м и толщиной стенки 0,006 м, в которой выполнены сквозные щели 7(85 шт. шириной 1 мм, каждая с углом наклона к радиусу 60°), В вихревой камере 6 установлена перегородка 8 диаметром 0,27 м, толщиной 0,035 м, разделяющая внутреннюю полость устройства на равные части, в которой выполнено отверстие 9 диаметром 0.03 м, соосное с вихревой камерой 6 и отверстиями 4 для подачи проката. В отверстия 4 торцовых крышек и отверстие 9 перегородки 8 по оси пропускают прокат 10 диаметром 20 мм.
О
о
Ј
СО
VJ
Внутренняя поверхность крышки выполнена в форме усеченного конуса.
Устройство работает следующим образом.
В отверстия 4 и 9 пропускают прокат 10. Затем последовательно начинают подавать сжатый газ при давлении 0,4 МПа через отверстие 2, расположенное в цилиндрическом корпусе 1, и порошкообразный абразив (диаметр частиц 0,1-0,2 мм) через отверстия 5, расчположенные в крышках 3. При этом порошкообразный абразив попадает в закрученный поток сжатого газа, истекающего через щели 7 в вихревой камере 6, разделенной перегородкой 8, После обра- зования устойчивых вращающихся порош- ково-газовых слоев прекращают подачу абразива в отверстия 5.
Частицы абразива, вращающиеся на равновесных орбитах, расходятся по ширине порошково-газовых слоев, попадая в зону максимальных радиальных потоков (торцовые пограничные слои на поверхности перегородки 8), направленных к оси вра- щения слоя, разгоняются и равномерно очищают от окалины поверхность круглого проката 10, пропущенного по оси устройства. После соударения с поверхностью проката частицы абразива под действием
центробежной силы возвращаются на равновесную орбиту. Измельченная окалина выносится отработанным газом из порош- ково-газового слоя через отверстия 4 и улавливается в системе газоочистки. При измельчении абразива производят пополнение вращающихся слоев через отверстия 5.
Использование предлагаемого устройства для очистки круглого проката от окали- ны обеспечивает снижение расхода абразива и сжатого газа, повышение качества очистки.
Формула изобретения Устройство для очистки круглого проката от окалины, содержащее цилиндрический корпус с отверстием, соединенным с источником сжатого газа, и крышками с отверстиями для подачи проката и абразива, между которыми концентрично корпусу установлена вихревая камера, отличающееся тем, что, с целью повышения качества очистки, вихревая камера снабжена перегородкой, разделяющей внутреннюю полость на равные части и имеющей отверстие, диаметр которого не более 0,75 диаметра отверстия для подачи проката, причем вихревая камера, отверстия для подачи проката и отверстие перегородки расположены соосно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки проволоки от окалины | 1987 |
|
SU1507488A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2006 |
|
RU2332288C2 |
| ГАЗОВОЗДУШНАЯ ГОРЕЛКА СО СВЕРХЗВУКОВОЙ СТРУЕЙ | 1992 |
|
RU2069815C1 |
| УСТАНОВКА АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ МУФТЫ И ИНСТРУМЕНТ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ | 2003 |
|
RU2242298C1 |
| Устройство для очистки катанки дуговым разрядом | 1981 |
|
SU997889A1 |
| Устройство для очистки внутренней поверхности трубы | 1988 |
|
SU1609627A1 |
| ЭЛЕКТРОМАГНИТНЫЙ СЕПАРАТОР | 1992 |
|
RU2027515C1 |
| Устройство для газопламенного напыления порошковых материалов | 1983 |
|
SU1077649A1 |
| НАПОРНЫЙ АГРЕГАТ ДЛЯ АБРАЗИВОСТРУЙНОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2007 |
|
RU2364495C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
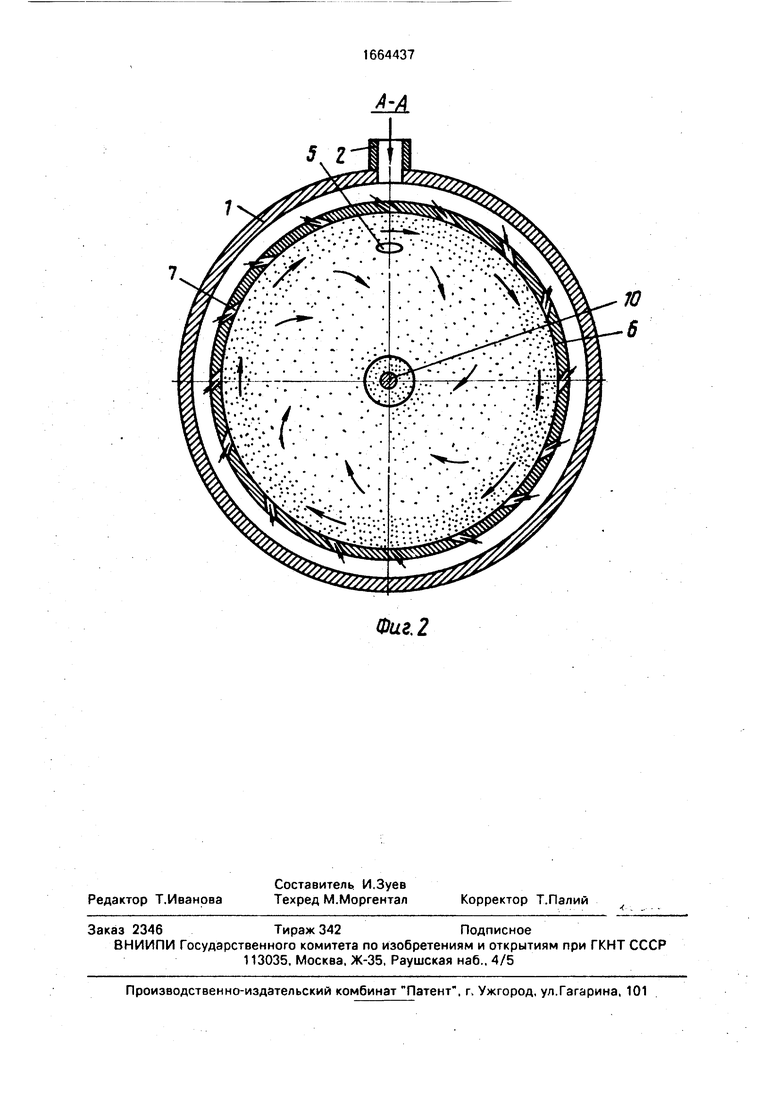
Изобретение относится к прокатному производству, а именно к устройствам для удаления окалины с поверхности круглого мелкосортного проката и катанки. Цель - повышение качества очистки. Круглый прокат при прохождении через входное и выходное отверстия цилиндрического корпуса 1 и вихревой камеры 6 внутри них очищается благодаря воздействию абразива. Порошкообразный абразив попадает во вращающийся поток газа, истекающего из щелей вихревой камеры, через отверстия 5. Особенность конструкции заключается в разделении вихревой камеры 6 перегородкой 8 с отверстием 9, соосным с входным и выходным отверстиями. Диаметр отверстия 9 равен 0,75 диаметра входного отверстия. Это позволяет образовать дополнительный поток абразива вдоль перегородки, способствующий всесторонней очистке проката, снизить расход абразива и сжатого газа. 2 ил.
Фиг, 2
| Головка для очистки абразивом наружной поверхности деталей | 1982 |
|
SU1027020A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство для очистки проволоки от окалины | 1987 |
|
SU1507488A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
