Изобретение относится к области очистки, а именно к очистке внутренних поверхностей металлических трубчатых изделий, и может быть использовано для очистки внутренней резьбовой поверхности муфт, например муфт насосно-компрессорных труб (НКТ), от загрязнений, таких как ржавчина, окалина, тонкие остатки графитовой смазки, асфальтосмолопарафины и др.
Известно устройство для очистки с помощью многочисленных щеток концов труб с резьбой, расположенной на их внутренней или наружной поверхности (Патент США №4530127, НКИ 15-104.04, опубл. 23.07.1985 г.). Известно пневматическое устройство для очистки внутренней поверхности труб, содержащее корпус, сопло Лаваля, патрубок подвода сжатого воздуха, запорный клапан в виде усеченного конуса, жестко соединенного с седлом клапана посредством цилиндрической втулки, шток с фланцем и пружину сжатия, установленную между седлом клапана и фланцем штока (Патент РФ №2002526, МПК В 08 В 5/02, опубл. 15.11.93 г.).
Известна система чистки резьбовых концов трубчатых элементов, образующих сквозной канал, содержащая рабочий узел (инструмент), составленный из двух участков, один из которых вставляется внутрь трубчатого элемента, а второй располагается вокруг него. Подлежащий чистке резьбовой конец вставляется в кожух, в котором находится рабочий узел, снабженный форсунками для нагнетания моющей жидкости на внутреннюю и наружную стороны трубчатого элемента. Рабочий узел снабжен уплотнительным приспособлением, которое взаимодействует с внутренней стенкой элемента, исключая возможность утечки жидкости. Второе уплотнительное приспособление, представляющее собой гибкую диафрагму, установлено на стенке кожуха и предназначено для охвата наружной стороны трубчатого элемента (Патент США №5857476, НКИ 134-1676, опубл. 12.01.1999 г.).
Недостатком известных устройств является невозможность качественной очистки резьбы, находящейся на внутренней поверхности трубы, от трудноудаляемых загрязнений.
Известно устройство для очистки внутренней и наружной резьбы на концах трубчатых изделий, используемых на участках добычи или транспортировки нефти. Устройство содержит снабженную соплами и щетками очищающую головку, которая скользит по концу трубы, источник подаваемой под давлением очищающей среды с блоком управления, вакуумную систему уборки, гибкие шланги для подвода энергии, текучих сред и вакуума к головке. Головка снабжена кожухом, в котором среды подают в головку. Между головкой и очищаемой трубой установлена прокладка, закрывающая отверстия между ними. Вакуумная система содержит бак-уловитель и приспособление для перемещения отработанной среды в бак. Резьба очищается вращающимися щетками при подаче на нее очищающей среды (Патент США №5157802, НКИ 15-88, опубл. 27.10.1992 г.).
Недостатком данного устройства является его сложность.
Наиболее близким аналогом является установка (аппарат) для пескоструйной очистки металлических изделий, преимущественно каркасов зубных протезов, содержащая корпус с установленным в нем устройством для распыления – рабочим инструментом, имеющим камеру смешения. Устройство для распыления на выходе из корпуса оканчивается штуцером, к которому присоединен воздухонагнетатель, и сообщается посредством всасывающей трубки с бункером, в котором находится абразив. Бункер отделен от корпуса сеткой-перегородкой, имеющей рабочий стол с мягкой площадкой, которая служит опорой для рук оператора, вводимых в корпус через проемы, имеющие разрезное уплотнение. На внутренней поверхности задней стенки корпуса установлена пылесборочная камера, снабженная патрубком, к которому присоединяется трубка гибкого шланга устройства, разрежающего воздух, например бытового пылесоса (Авторское свидетельство СССР №219100, МПК В 08 В 5/02, опубл. 26.08.1968 г., описание - прототип).
Недостатком прототипа является невозможность качественной очистки таких изделий как металлические муфты с внутренней резьбовой поверхностью, в том числе муфты НКТ.
Задачей, на решение которой направлено изобретение, является создание экологически чистой установки и инструмента к ней, обеспечивающих качество и надежность очистки муфт с резьбой на внутренней поверхности, в частности муфт НКТ.
Технический результат изобретения заключается в расширении технологических возможностей установки с получением качественной очистки муфт с внутренней резьбой поверхности, например муфт НКТ, от трудноудаляемых загрязнений при улучшении экологических условий труда.
Указанный технический результат достигается тем, что в установке абразивно-струйной очистки внутренней резьбовой поверхности муфты, преимущественно НКТ, содержащей рабочий стол, бункер-питатель с абразивом, средства подачи сжатого воздуха и абразива, абразивно-струйный обрабатывающий инструмент, соединенный со средствами подачи сжатого воздуха и абразива и имеющий камеру смешения абразива и воздуха, пылеулавливающий агрегат с вытяжным устройством, согласно изобретению абразивно-струйный обрабатывающий инструмент выполнен в виде сверхзвукового газоабразивного эжектора, содержащего барокамеру с соосно размещенным в ней выходным участком сопла Лаваля, соединенного со средством подачи сжатого воздуха, и входным участком сверхзвукового диффузора и соединенную со средством подачи абразива из бункера-питателя, при этом сверхзвуковой диффузор одновременно является камерой смешения абразива и высокоскоростного потока воздуха и тангенциально присоединен своим выходным участком к кольцевой вихревой камере, выполненной с возможностью герметичной состыковки ее с верхним торцом очищаемой муфты с образованием цилиндрической рабочей камеры, открытой с нижнего торца очищаемой муфты, причем нижний торец ее установлен на рабочем столе в опорно-кольцевом гнезде, сообщенным с полостью бункера-питателя, пылеулавливающий агрегат с вытяжным устройством соединен с бункером-питателем. Возможность герметичной состыковки вихревой камеры к верхнему торцу очищаемой муфты выполнена с помощью стойки с пневматическим приводом, установленными на рабочем столе, который является верхней крышкой бункера-питателя. В донной части бункера-питателя размещен дозатор абразива, соединенный средством подачи с барокамерой эжектора. Пылеулавливающий агрегат соединен с бункером-питателем посредством гибкого воздуховода, а вытяжное устройство пылеулавливающего агрегата выполнено в виде вентилятора. При этом камера смешения и вихревая камера выполнены из износостойкого материала, например карбида бора, карбида кремния или карбида вольфрама, а размер абразивных частиц равен 0,1-0,4 мм.
Указанный технический результат достигается также тем, что абразивно-струйный обрабатывающий инструмент очистки внутренней резьбовой поверхности муфты, преимущественного НКТ, содержащий средства подачи абразива и сжатого воздуха и камеру смешения абразива и воздуха, согласно изобретению выполнен в виде сверхзвукового газоабразивного эжектора, содержащего барокамеру с соосно размещенным в ней выходным участком сопла Лаваля, соединенного со средством подачи сжатого воздуха, и входным участком сверхзвукового диффузора и сообщенную (барокамеру) со средством подачи абразива, при этом сверхзвуковой диффузор одновременно является камерой смешения абразива и высокоскоростного потока воздуха и тангенциально присоединен своим выходным участком к кольцевой вихревой камере, выполненной с возможностью герметичной состыковки ее с верхним торцом очищаемой муфты с образованием цилиндрической рабочей камеры, открытой с нижнего торца очищаемой муфты, причем нижний торец ее установлен в опорно-кольцевом гнезде. При этом камера смешения и вихревая камера выполнены из износостойкого материала, например карбида бора, карбида кремния или карбида вольфрама, а размер абразивных частиц равен 0,1-0,4 мм.
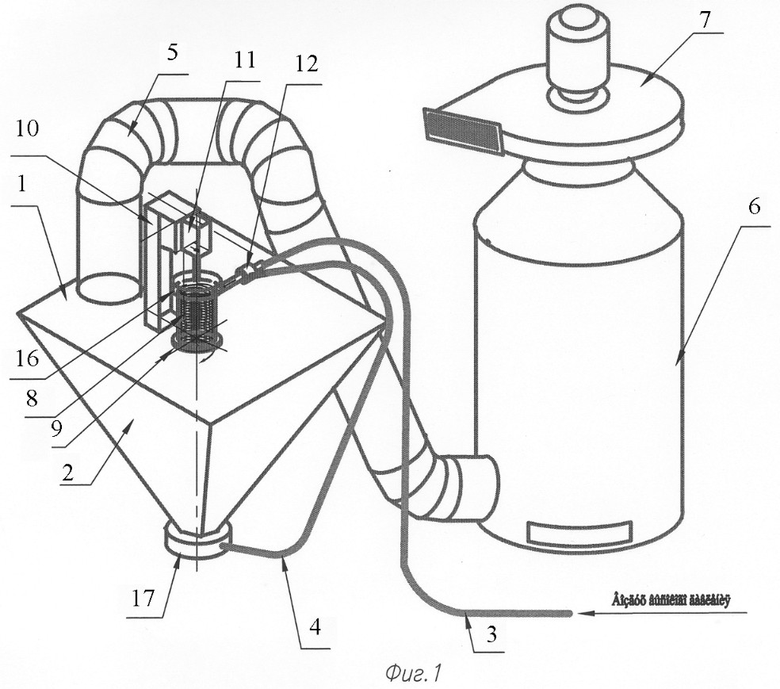
Изобретение иллюстрируется чертежами, где на фиг.1 представлен общий вид установки для абразивно-струйной очистки внутренней резьбовой поверхности муфты;
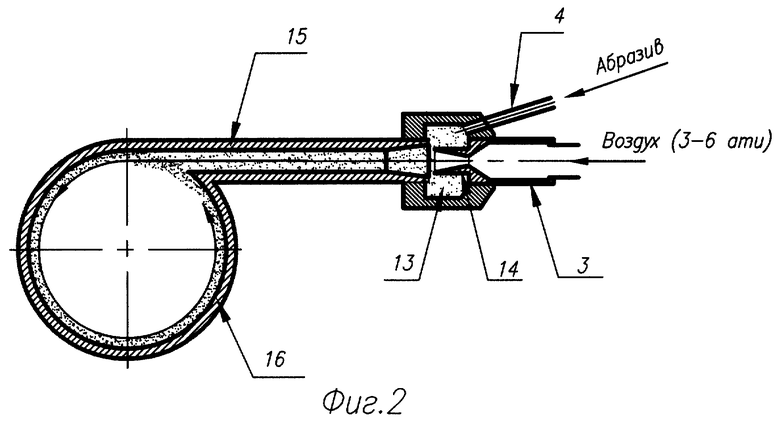
на фиг.2 представлен продольный разрез абразивно-струйного инструмента (вид сверху);
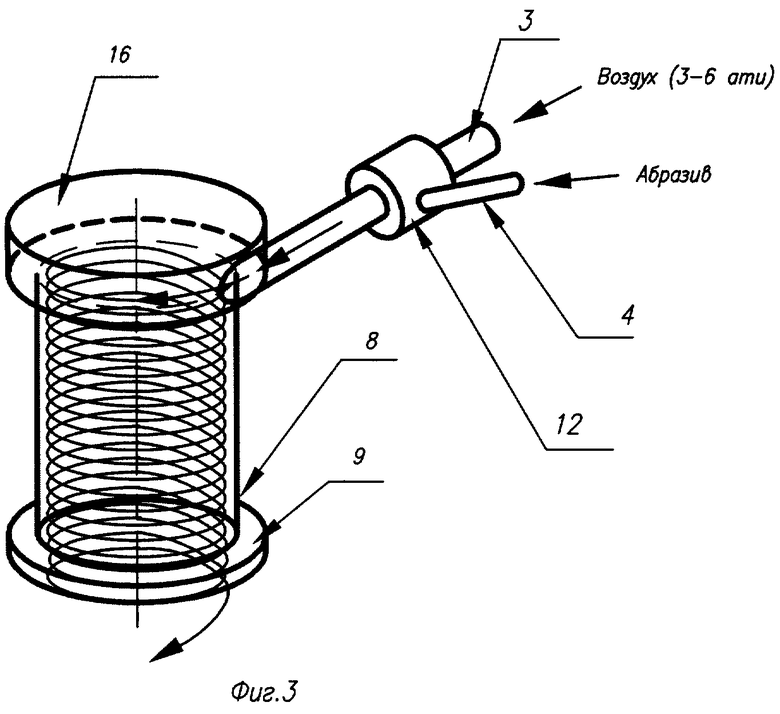
на фиг.3 представлен общий вид абразивно-струйного инструмента в сборе с обрабатываемой муфтой.
Установка абразивно-струйной очистки внутренней резьбовой поверхности муфты содержит рабочий стол 1, бункер-питатель 2 с абразивом, средство подачи сжатого воздуха 3, подачи абразива 4, абразивно-струйный инструмент, вытяжной гибкий воздуховод 5, соединяющий бункер-питатель 2 с пылеулавливающим агрегатом 6 и вытяжным вентилятором 7. На рабочем столе 1, являющемся верхней крышкой бункера-питателя 2, установлена очищаемая муфта 8 в опорно-кольцевом гнезде 9, а на стойках 10 укреплен пневмопривод 11. Абразивно-струйный обрабатывающий инструмент выполнен в виде сверхзвукового газоабразивного эжектора 12, содержащего барокамеру 13 с соосно размещенными в ней выходным участком сопла Лаваля 14, соединенного со средством подачи сжатого воздуха 3 от системы подачи сжатого воздуха высокого давления (не показана), и входньм участком сверхзвукового диффузора 15. Кроме того, в барокамеру 13 подведено средство подачи абразива 4 от бункера-питателя 2. Сверхзвуковой диффузор 15 одновременно является камерой смешения абразива и высокоскоростного потока воздуха и тангенциально соединен своим выходным участком с кольцевой вихревой камерой 16, которая имеет возможность герметичной состыковки с верхним торцом очищаемой муфты 8 с помощью приспособления, например посредством пневмопривода 11, укрепленного на стойках 10 на рабочем столе 1, с образованием цилиндрической рабочей камеры, открытой с нижнего торца очищаемой муфты 8, установленной в опорно-кольцевом гнезде 9 на рабочем столе 1. Кроме того, бункер-питатель в (донной) нижней части своей снабжен дозатором 17 абразива и соединен с барокамерой 13 эжектора 12 средством подачи абразива 4.
Абразивно-струйный обрабатывающий инструмент очистки внутренней резьбовой поверхности муфты выполнен в виде сверхзвукового газоабразивного эжектора 12 и содержит барокамеру 13, в которой соосно между собой размещен выходной участок сопла Лаваля 14, соединенного со средством подачи сжатого воздуха 3 высокого давления, и входной участок сверхзвукового диффузора 15. К барокамере 13 подсоединено средство подачи абразива 4. При этом сверхзвуковой диффузор 15 одновременно является камерой смешения абразива и высокоскоростного потока воздуха и тангенциально подсоединен своим выходным участком к кольцевой вихревой камере 16, имеющей возможность герметичной состыковки с верхним торцом очищаемой муфты 8 (за счет равенства их внутренних диаметров) с образованием цилиндрической рабочей камеры, открытой с нижнего торца очищаемой муфты 8. Нижний торец муфты установлен в опорно-кольцевом гнезде 9.
Все рабочие поверхности обрабатывающего абразивно-струйного инструмента выполнены из износостойких материалов, например карбида бора, карбида вольфрама, карбида кремния.
Установка абразивно-струйной очистки внутренней резьбовой поверхности муфты совместно с инструментом очистки работает следующим образом.
Установка работает в полуавтоматическом режиме.
Проводят очистку внутренней резьбовой поверхности муфты НКТ. Оператор вручную устанавливает муфту 8 в опорно-кольцевое гнездо 9, вмонтированное в рабочий стол 1, нажимает кнопку “Пуск” на панели управления, после этого контролер выдает команду клапанам пневмопривода 11. Происходит герметичная стыковка вихревой камеры 16 с муфтой 8, образующая единую цилиндрическую рабочую камеру (т.к. их внутренние диаметры одинаковые). После этого включается подача эжектирующего газа-воздуха при Р=3-6 атм. к соплу Лаваля 14 эжектора 12.
Поток воздуха, поступающий из промышленной системы высокого давления (3-6 ати), ускоряется в сопле Лаваля 14 до скорости Ма=2-2,5, а затем тормозится с восстановлением полного давления в сверхзвуковом диффузоре 15.
Эжектируемые частицы абразива поступают в барокамеру 13, а затем устремляются в сверхзвуковой диффузор 15, являющийся одновременно и камерой смешения абразива и высокоскоростного потока воздуха. В диффузоре 15 частицы абразива, размер которых составляет 0,1-0,4 мм, приобретают скорость, соразмерную скорости основного эжектирующего потока газа. Выйдя из камеры смешения сверхзвукового диффузора 15, поток через тангенциальный вход устремляется в полый цилиндр вихревой камеры 16 и затем движется по касательной относительно ее стенки, приобретая начальное вращательное движение. Двигаясь по образующей внутренней цилиндрической поверхности вихревой камеры 16, а затем и муфты 8, с угловым ускорением, газоабразивный поток за счет разности полных давлений на входе и выходе также приобретает и поступательное движение, направленное к выходному открытому нижнему торцу муфты 8.
За счет действия центробежных сил частицы абразива, обладающие некоторой массой (m), устремляются к стенке, двигаясь с угловой скоростью по образующей, приобретая большую кинетическую энергию (mv2/2) и сталкиваясь с препятствием в виде различных твердых отложений на поверхности муфты и ее резьбы, совершают работу по их разрушению и уносу вместе с остальным потоком, при этом за счет абразивного эффекта происходит тонкая шлифовка обрабатываемой поверхности.
Если твердость отложений (ржавчина, окалина, тонкие остатки графитовой смазки и т.д.) меньше, чем твердость тела муфты, то износ самого тела муфты за счет абразивного эффекта при правильном подборе режиме очистки по времени пренебрежимо мал, а сама очистка достаточно эффективна.
Очистка происходит в течение времени, заданного программой (20-30 сек), и прекращается после команды перекрытия клапана подачи воздуха к эжектору. За 5-10 сек до окончания очистки включается вентилятор 7 пылеулавливающего агрегата 6. После этого пневмопривод 11 поднимает вихревую камеру 16, освобождая муфту 8, оператор переворачивает ее и устанавливает другим торцом в опорно-кольцевое гнездо 9. Затем оператор нажимает кнопку “Пуск” и процесс очистки повторяется. Перед включением подачи абразива на очистку в муфту вытяжной вентилятор 7 пылеулавливающего агрегата 6 отключается. После очистки муфты 8 со стороны обоих торцов она снимается с рабочего стола 1 и устанавливается новая муфта. Для очистки муфты не требуется вращать муфту и обрабатывающий инструмент.
Частицы абразивного материала циркулируют в установке по замкнутому циклу. Часть частиц, совершая очистку, разрушается, превращается в мелкую пыль и через гибкий воздуховод 5 поступает в пылеулавливающий агрегат 6 с двухступенчатой степенью очистки, а часть частиц, не успевших разрушиться, вновь поступает эжектор, разгоняется, закручивается вместе с высокоскоростным потоком в вихревой камере и вновь производит очистку внутренней поверхности муфты и резьбы от твердых отложений (от ржавчины, следов графитовой смазки, окалины, асфальтосмолопарафинов).
Работа установки не требует защиты оператора от пыли и шума. За счет герметичности соединений всех узлов установки и работы пылеулавливающего агрегата содержание пыли в зоне оператора не превышает санитарных норм. Так как рабочая струя газоабразивной смеси не имеет открытых участков, уровень шума достаточно низкий и не превышает 65 дБ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| СОПЛОВЫЙ ИНСТРУМЕНТ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222420C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| СПОСОБ ДРОБЕСТРУЙНОЙ ОБРАБОТКИ И АППАРАТ "ТАРИ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248871C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОАБРАЗИВНОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ОТЛОЖЕНИЙ (ВАРИАНТЫ) | 2010 |
|
RU2451592C2 |
| СПОСОБ ОЧИСТКИ РЕЗЬБОВОГО УЧАСТКА НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2266807C1 |
| Способ паро-абразивно-струйной очистки поверхностей | 2020 |
|
RU2743822C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2005 |
|
RU2310554C2 |
| Устройство термоабразивной обработки поверхностей изделий и материалов | 2023 |
|
RU2806459C1 |
| СПОСОБ ГИДРОГАЗОАБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2001 |
|
RU2223167C2 |
Группа изобретений относится к области очистки, а именно к очистке внутренних поверхностей металлических трубчатых изделий, и может быть использована для очистки внутренней резьбовой поверхности муфт, например муфт насосно-компрессорных труб (НКТ) от загрязнений, таких как ржавчина, окалина, тонкие остатки графитовой смазки, асфальто-смолопарафины и др. Группа изобретений обеспечивает расширение технологических возможностей установки с получением качественной очистки внутренней резьбой поверхности муфт от трудноудаляемых загрязнений при улучшении экологических условий труда. Установка содержит рабочий стол, бункер-питатель с абразивом, средства подачи сжатого воздуха и абразива, абразивно-струйный обрабатывающий инструмент, соединенный со средствами подачи сжатого воздуха и абразива и имеющий камеру смешения абразива и воздуха, пылеулавливающий агрегат с вытяжным устройством. Абразивно-струйный обрабатывающий инструмент, входящий в установку, и как самостоятельный объект, выполнен в виде сверхзвукового газоабразивного эжектора, содержащего барокамеру с соосно размещенным в ней выходным участком сопла Лаваля, соединенного со средством подачи сжатого воздуха, и входным участком сверхзвукового диффузора и соединенную со средством подачи абразива из бункера-питателя. Сверхзвуковой диффузор одновременно является камерой смешения абразива и высокоскоростного потока воздуха и тангенциально присоединен своим выходным участком к кольцевой вихревой камере, выполненной с возможностью герметичной состыковки ее с верхним торцом очищаемой муфты с образованием цилиндрической рабочей камеры, открытой с нижнего торца очищаемой муфты, причем нижний торец ее установлен на рабочем столе в опорно-кольцевом гнезде, сообщенным с полостью бункера-питателя, пылеулавливающий агрегат с вытяжным устройством соединен с бункером питателем. 11 з.п. ф-лы, 3 ил.
| СПОСОБ АБРАЗИВНО-ВОЗДУШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И ПИСТОЛЕТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2137593C1 |

