Изобретение относится к машиностроению и может найти применение при отделочной и упрочняющей обработке.
Целью изобретения является повышение производительности процесса при обработке колес с бочкообразными зубьями путем увеличения динамического воздействия обрабатывающей среды на обрабатываемую поверхность зубьев.
На чертеже изображен вибрационный станок для реализации предлагаемого способа вибрационной обработки зубчатых колес.
Станок содержит контейнер 1, состоящий из дна, боковых и торцовых стенок, и вибрабор2. Обрабатываемые колеса 3 устанавливают на шпинделе 4 с приводом вращения, вводимом в контейнер 1 под углом к вертикали в плоскости, перпендикулярной его боковым стенкам.
Предлагаемый способ осуществляется следующим образом.
В контейнер 1 загружают обрабатывающую среду. Далее обрабатываемую деталь 3 закрепляют на шпинделе 4, установленном под заданным углом (5-15 относительно вертикали. Затем включают вибратор 2, благодаря чему обрабатывающая среда приводится в циркуляционное движение. Далее включают привод вращения шпинделя 4 с заданным числом оборотов (3-7 об/мин), после чего последний вводят в контейнер 1, в котором осуществляется процесс обработки детали 3. После цикла обработки шпиндель 4 с деталью 3 выводят из контейнера для смены Последней на необработанную. Далее цикл обработки повторяют.
Способ испытывается при обработке зубчатых колес с формой в сечении по хорде Бочка диаметром 80-350 мм, применяемых в механизмах летательных аппаратов и изготовленных из. хромоникельмолибдено- вой стали марки 3QXH2MA.
Сравнительные испытания проводят в лаборатории на вибрационной установке с контейнером емкостью 40 дм3 и размещенной в нем шпиндельной головкой для за- кпепления обрабатываемых зубчатых колес, выполненной с возможностью углового смещения относительно вертикальной оси. В
контейнер загружается рабочая среда - байкалит зеленый. Для промывки используется 3%-ный содовый раствор. Испытания проводят трехкратно на режиме, амплитуда колебаний А 2,5 мм, частота колебаний ы 25 Гц. Величина съема дефектного слоя составляет 5 мкм.
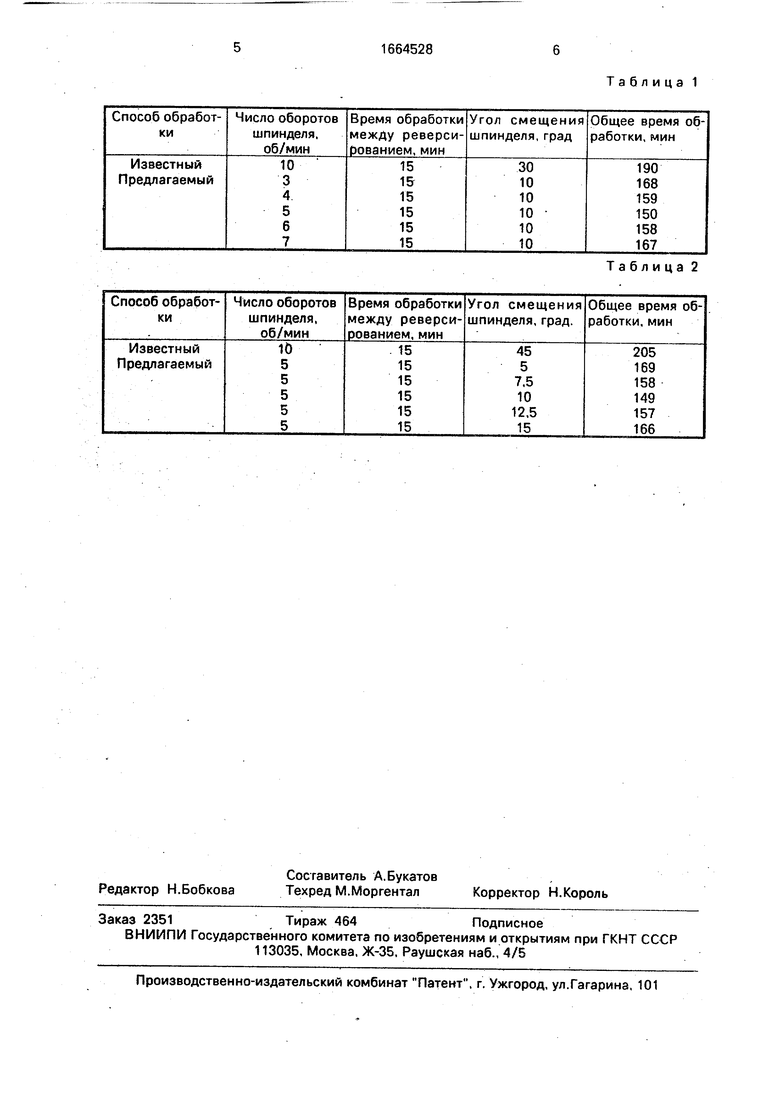
Результаты испытаний приведены в табл.1 и 2.
Установка шпинделя с обрабатываемым шпиндельным колесом в контейнере под углом в пределах 5-15° и выбор чисел оборотов шпинделя в диапазоне 3-7 об/мин обусловлены наибольшим динамическим воздействием рабочей средой на обрабатываемую поверхность зубьев колес. При угле наклона шпинделя меньшего, чем 5°, и числе оборотов шпинделя меньше, чем 3 об/мин, уменьшается скорость перемещения частиц рабочей среды и обрабатываемых зубьев колеса, при угле наклона шпинделя больше, чем 15°, увеличивается сопротивление перемещению частиц рабочей среды, при котором уменьшается еескорость циркуляции, при числе оборотов шпинделя больше, чем 7 об/мин, увеличиваются тангенциальные силы, при которых снижаются контактные давления частиц рабочей среды с обрабатываемой поверхностью. В этих случаях снижается производительность процесса обработки.
Полученные данные показывают, что при обработке зубьев колес с формой в сечении по хорде Бочка с углом смещения
шпинделя в пределах 5-15° относительно вертикальной оси и при его числе оборотов в пределах 3-7 об/мин производительность процесса повышается на 20-25%. Формула изобретения
Способ вибрационной обработки деталей типа зубчатых колес, .при котором детали устанавливают под углом в вертикальной плоскости, сообщают вращение и вводят в вибрирующую обрабатывающую среду, о тличающийся тем, что, с целью повышения производительности процесса при обработке колес с бочкообразными зубьями, угол наклона детали выбирают в пределах 5-15°С, а угловую скорость вращения - 3-7
об/мин и периодически реверсируют.
Таблица 1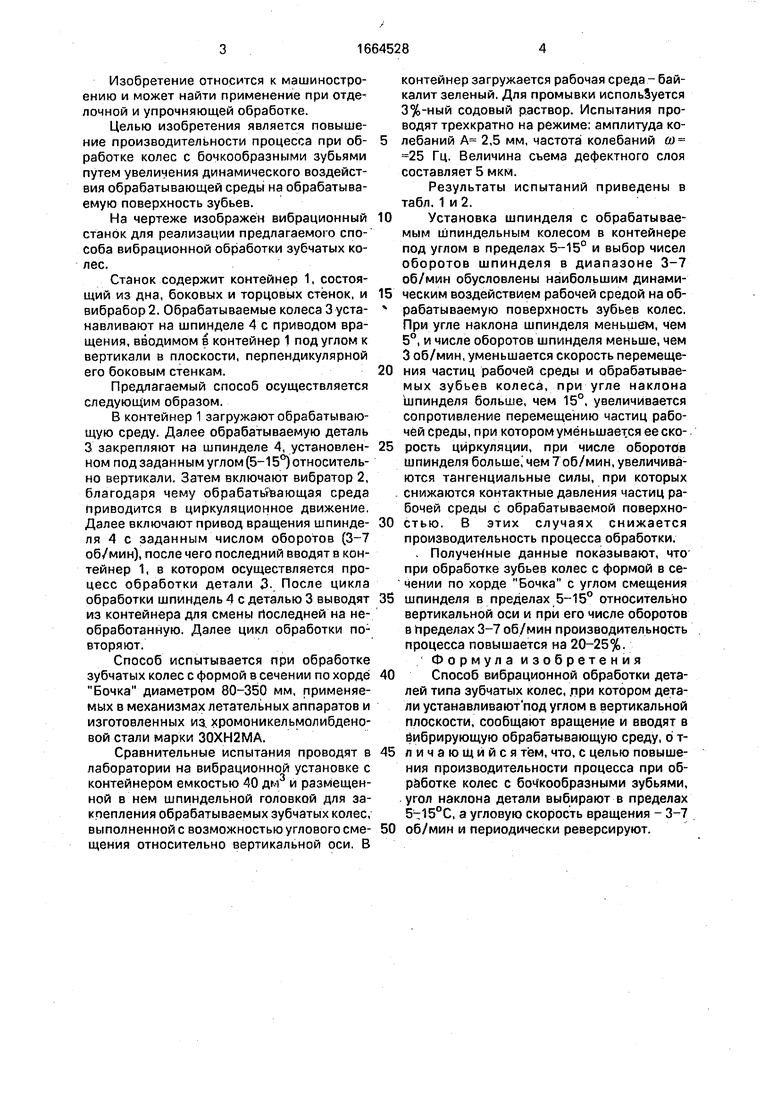
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шпиндельной вибрационной обработки | 1981 |
|
SU1076263A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| СПОСОБ ЗАКРУГЛЕНИЯ ТОРЦОВ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС (ВАРИАНТЫ) | 2006 |
|
RU2318636C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2356720C2 |
| Станок для шпиндельной вибрационной обработки деталей в абразивной среде | 1985 |
|
SU1283058A1 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2025259C1 |
| Способ формирования бочкообразных зубьев | 1981 |
|
SU1066707A1 |
| Устройство для вибрационной обработки изделий | 1983 |
|
SU1104002A1 |
Изобретение относится к машиностроению и может найти применение при отделочной и упрочняющей обработке. Целью изобретения является повышение производительности процесса при обработке колес с бочкообразными зубьями за счет увеличения динамического воздействия обрабатывающей средой на обрабатываемую поверхность. Устройство для осуществления способа состоит из контейнера 1 с вибратором 2 и шпинделем 4, на котором устанавливается обрабатываемое колесо 3. В контейнер загружают рабочую среду и устанавливают обрабатываемое колесо 3 на шпинделе 4 под углом 5 - 15° к вертикали. Затем включают вибратор 2, при этом рабочая среда приводится в циркуляционное движение. Далее включается привод вращения шпинделя с заданным числом оборотов (3 - 7 об/мин). За счет увеличения динамического воздействия рабочей средой на обрабатываемую поверхность зубьев колеса повышается производительность процесса обработки. 1 ил., 2 табл.
Таблица 2
| Бабичев А | |||
| П | |||
| Вибрационная обработка деталей | |||
| - М.: Машиностроение, 1974, с | |||
| Солесос | 1922 |
|
SU29A1 |
