Фие.
6
-V ЛЈ5 зсЗ
О о ел ся
00
Изобретение относится к деревообрабатывающей промышленности, в частности к технологии производства рамочных дверей мебели.
Цель изобретения - снижение расхода материалов и трудоемкости изготовления рамочных дверей мебели.
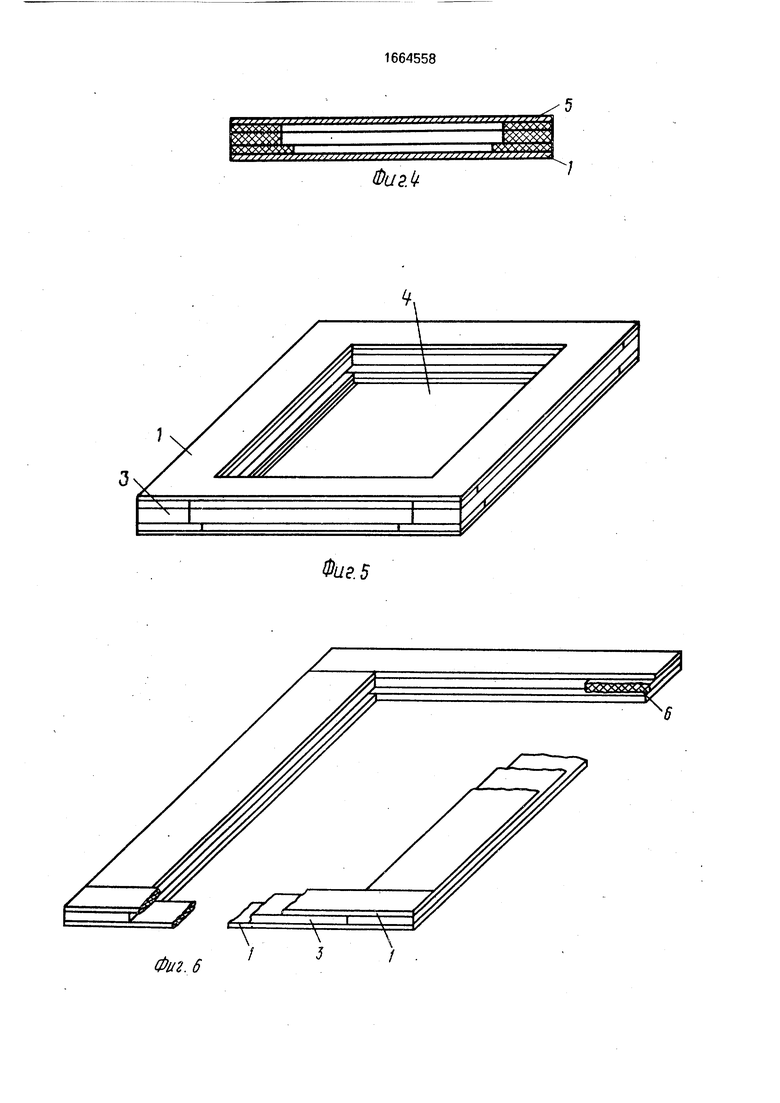
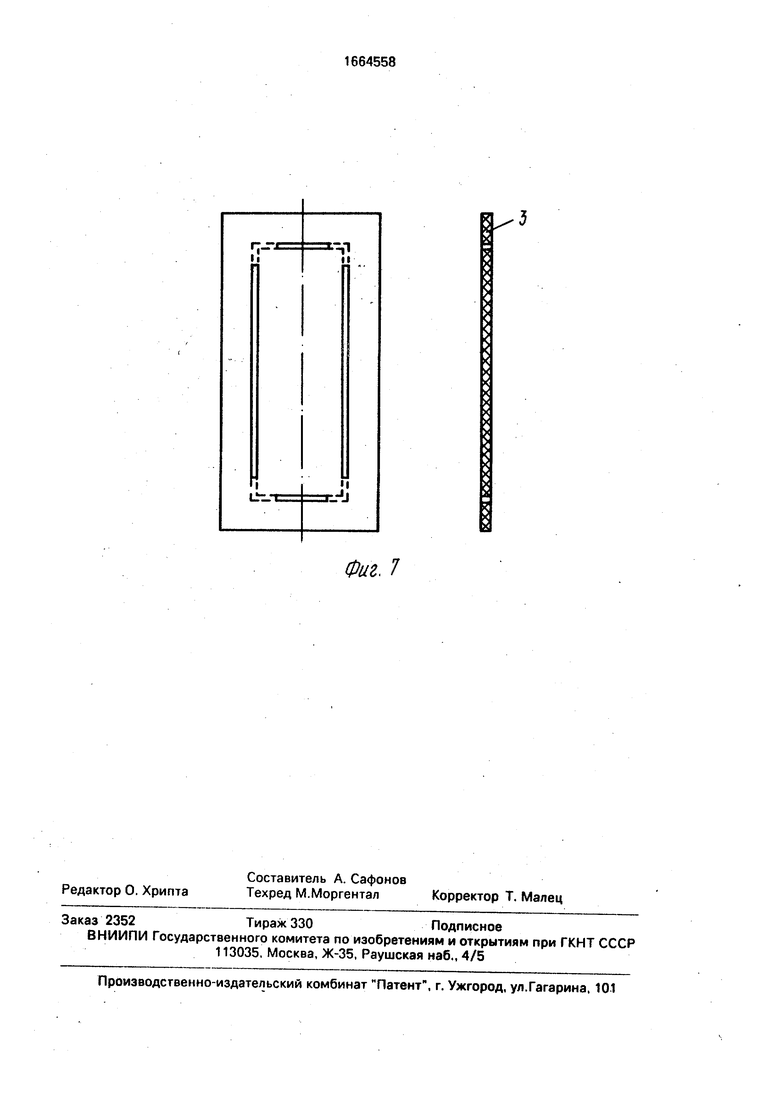
На фиг. 1 изображена схема укладки нижних слоев пакета и шаблона; на фиг. 2 - то же, и средний слой; на фиг. 3 - то же, и верхний слой; на фиг. 4 - то же, без шаблона; на фиг. 5 - схема рамочной двери; на фиг. 6 - схема расположения слоев; на фиг. 7 - схема расположения проема.
Рамочные двери мебели включают облицовочные слои 1, между которыми размещают лицевые 2 и срединные 3 слои, выполненные из заготовок древесных плит. Между заготовками для формирования проемов 4 пакета 5 размещают шаблон б.
Пример 1. На круглопильном станке производят раскрой древесно-волокнистой плиты (ДВП) на полосы шириной 65 мм, 8 штук толщиной в соответствии с ТУ ГОСТ 4598-86 и 4 штуки толщиной 8 мм.
Набирают рамочный пакет размером 875x475 мм: облицовочные слои 1,4 полосы ДВП 4 мм с нанесением клея с двух сторон, в проем устанавливают шаблон 6; 4 полосы ДВП 8 мм и 4 полосы толщиной 4 мм с нанесением клея. Затем удаляют шаблон 6 и укладывают облицовочный слой 1. Первый слой из полос ДВП толщиной 4 мм укладывают со смещением для образования фальца. Затем набранный пакет загружают в пресс. Прессование ведут при 120-140°С и удельном давлении 8-12 кг/см в течение 4-6 мин. При удельном давлении 8 кг/см происходит упрессовка отдельных полосок и выравнивается общая толщина пакета; при удельном давлении более 12 кг/см происходит упрессовка по толщине всего пакета. Время прессования 4 мин - при облицовывании синтетическим шпоном или текстурной бумагой; 6 мин - при облицовывании строганым шпоном.
По окончании прессования рамочный пакет выгружают из пресса и выдерживают в течение 4-6 ч.
По истечении выдержки производят
снятие свесов облицовочных слоев 1 со стороны проема 4, опиливают рамочную дверь в размер по длине и ширине со снятием свесов и облицовыванием наружных кромок. Затем производят шлифование рамочной двери шлифовальной шкуркой (только в случае облицовывания строганым шпоном). Пример 2. Рамочную дверь изготавливают аналогично примеру 1, но набор рамочного пакета производят без смещения
5 первого слоя полос ДВП толщиной 4 мм.
Пример 3. Рамочную дверь изготавливают аналогично примеру 1 и 2, но средний слой комплектуется издревесно-стружечной плиты (ДСП) 8 мм вместо ДВП 8 мм.
0 Использование предлагаемого способа изготовления рамочных дверей обеспечивает исключение операций выпиливания проема из щита для филенки или стекла, ручного выпиливания четырех углов проема, уста5 новки декоративного бруска на гвозди и клей; экономию сырья за счет более рационального использования плиты (повышается выход полосой за счет отсутствия отходов в виде выпиловки проема, при изготовлении
0 двери; возможность получения рамочных дверей с различным оформлением проемов.
Формула изобретения Способ изготовления рамочных дверей
5 мебели, включающий раскрой плит на заготовки, набор пакетов, их прессование, формирование проемов, обработку и облицовывание кромок и шлифование дверей, отличающийся тем, что, с целью снижения расхода
0 материалов и трудоемкости изготовления рамочных дверей мебели, набор пакета из заготовок производят совместно с формированием проема рамочной двери, при этом каждый пакет выполняют разноплотным по
45 толщине от срединной плоскости к лицевым плоскостям.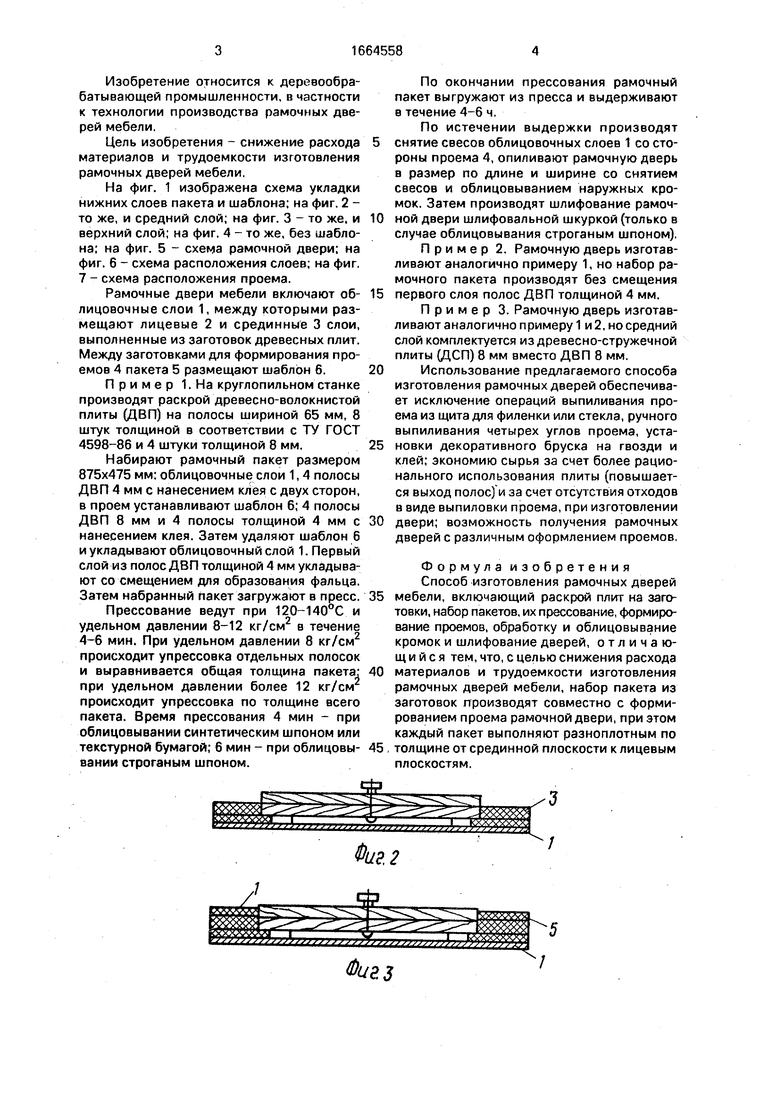
| название | год | авторы | номер документа |
|---|---|---|---|
| РАМОЧНАЯ ДВЕРЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2268140C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАМОЧНОЙ ДВЕРИ | 2000 |
|
RU2191687C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ДЕТАЛЕЙ МЕБЕЛИ | 2007 |
|
RU2352455C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛИ | 2007 |
|
RU2345691C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСАДНЫХ ПОВЕРХНОСТЕЙ МЕБЕЛИ | 2015 |
|
RU2604850C1 |
| Способ изготовления волокнистого облицовочного материала для профильных погонажных элементов мебели | 1990 |
|
SU1712189A1 |
| Способ облицовывания древесных плит | 1980 |
|
SU992240A1 |
| Способ декорирования кромок проемов дверей мебели | 1985 |
|
SU1333606A1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566413C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ ДЕРЕВЯННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2401212C2 |
Изобретение относится к деревообрабатывающей промышленности, в частности к технологии производства рамочных дверей мебели. Цель изобретения - снижение расхода материалов и трудоемкости изготовления рамочных дверей мебели. Рамочные двери мебели включают облицовочные слои 1, между которыми размещают лицевые 2 и срединные слои, выполненные из заготовок древесных плит. Между заготовками для формирования проемов 4 пакета 5 размещают шаблон 6, который обеспечивает формирование проема 4 и образование фальца. Прессование ведут при 120 - 140°С и удельном давлении 8 - 12 кг/см2. Время выдержки дверей после прессования составляет 4 - 6 ч. 7 ил.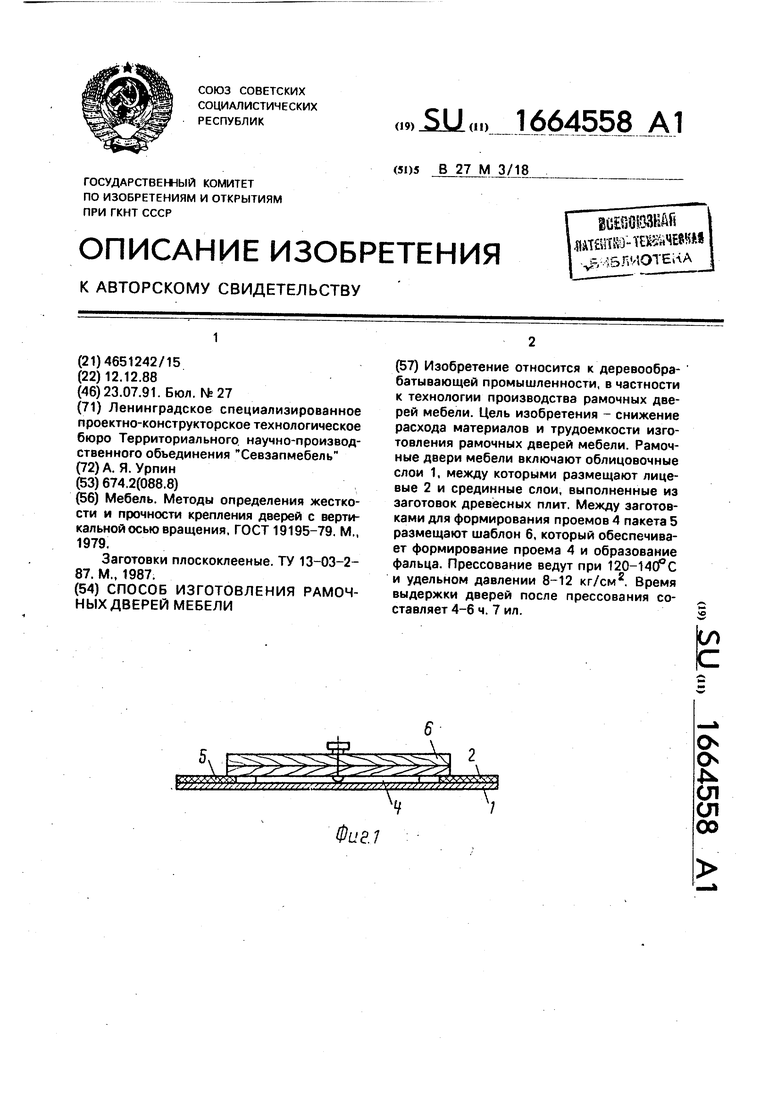
д | у kvxxxx ws
A/aj
; fffrffrrrf ffffwrrfrsffrrm rffrfmfff f
Фаг 5
/
Фиг 6
Фиг.Ь
%
i Г
лТ
и
LM.1
яЛ
Фиг. 1
| Мебель | |||
| Методы определения жесткости и прочности крепления дверей с вертикальной осью вращения, ГОСТ 19195-79 | |||
| М., 1979 | |||
| Заготовки плоскоклееные | |||
| Насос | 1917 |
|
SU13A1 |
| М., 1987. | |||
