Изобретение относится к строительству, в частности к способам декоративной отделки бетонных и железобетонных изделий, например, стеновых панелей, экранов лоджий, напылением стекловидных материалов в комбинированном плазменно-газо- плазменном потоке в заводских условиях.
Цель изобретения - упрощение технологии, снижение себестоимости, повышение защитных свойств и архитектурной выразительности покрытия.
Сущность способа заключается в том, что в форму укладывают бетонную смесь для основного или подстилающего слоя с фракционированным минеральным природным или искусственным заполнителем, производят формование изделия, тепловлажност- ную обработку, затем наносят стекловидные материалы в плазменно-газоплазмеином потоке.
Используют заполнитель следующего фракционного состава, мас.%:
Фракция 5-7 мм3-8
Фракция 2,5-5 мм33-40
Фракция 0,6-2,5 мм17-28
Фракция 0,14-0,63 мм17-24
Фракция менее 0 14 мм18-26
После формования поверхность основ- нного или подстилающего слоя обрабатывают водовоздушной Струей 0,1-0,15%-ного водного раствора поверхностно-активного вещества.
Пример. Приготавливают бетонную смесь, формуют изделия 16x14x4 см лицом вверх с уплотнением на вибростоле с использованием пригруза. Затем изделия обрабатывают удочкой, в одном случае водовоздушной струей из расчета 0,4 л на 1м поверхности, в другом случае вместо воды используют водный раствор лигно- сульфонатов технических или пластификатора лигно- и сульфонового (ПЛС - 1) концентрации 0,08-0,2 и 0,1-0,15% соответственно при расходе 0,35 на 1 м поверхности (с целью повышения прочностных свойств бетонной смеси).
После термообработки глухим паром, проводимой по режиму 3+2+7- 2 при температуре изотермии 95°С, на поверхность изделий напыляют стекловидные материалы в комбинированном плазменно-газоплаз- менном потоке. Для получения сравнительных данных изготавливают плитки из шлакопортландцемента и дробленного гранулированного стекловидного шлака по известному способу.
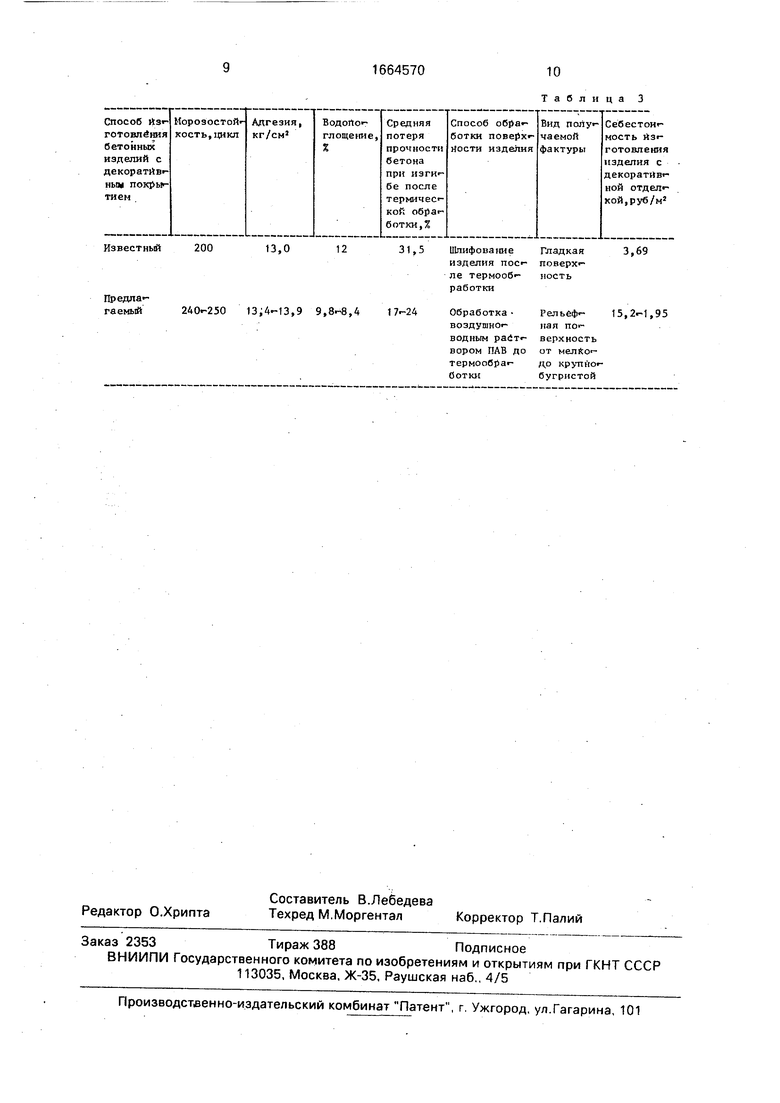
В табл.1 приведены составы фракционированного заполнителя и данные испытаний, в табл.2 - результаты испытаний плиты с напыленным защитно-декоративным покрытием по предлагаемому способу изготовления, в табл.3 - сравнительные характеристики предлагаемого и известного способов изготовления бетонных изделий с декоративным покрытием.
На основании данных табл.1 можно сделать вывод, что использование фракционного состава заполнителя в заявляемых пределах позволяет получить бетон с коэффициентом теплопроводности А 0,3-0,4, за счет чего потери прочности бетона при изгибе после плазменного напыления составляют всего 20-25%, причем декоративная отделка, имеющая бугристую фактуру, отличается архитектурной выразительностью.
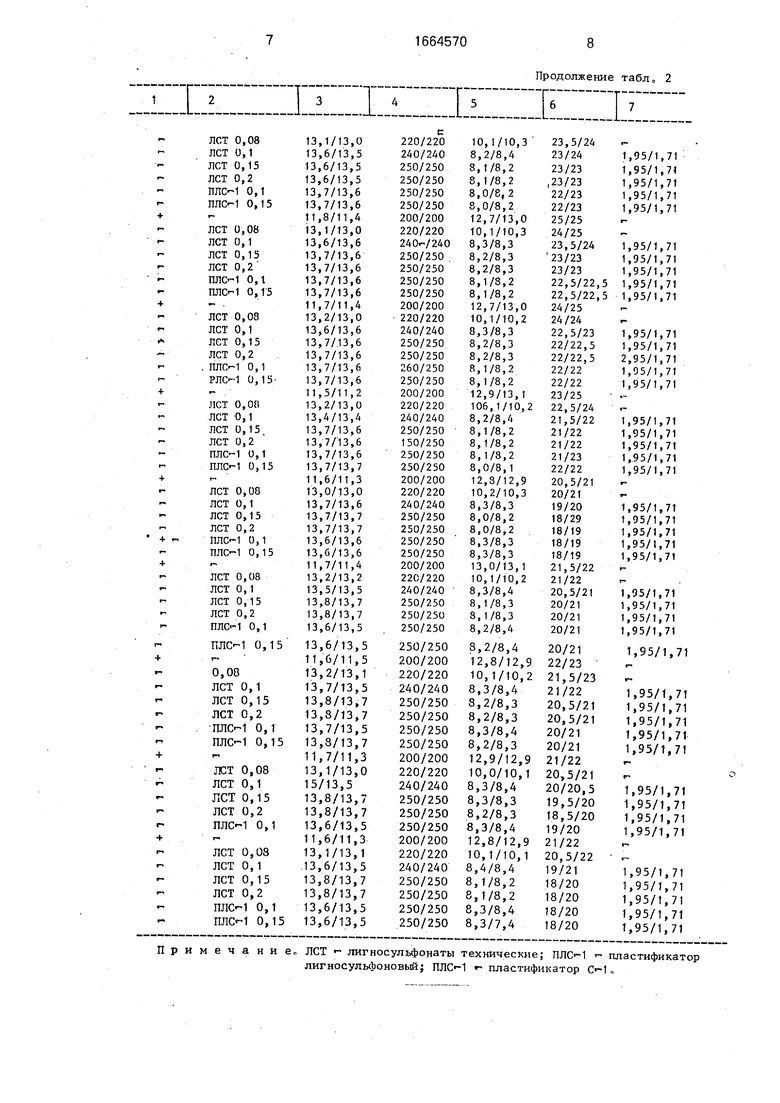
Как видно из приведенных в табл,2 технических характеристик декоративной отделки, получаемой нанесением стекловидных материалов в факеле плазменно-га- зоплазменной горелки после обработки
поверхности бетона или подстилающего слоя водным раствором ПАВ, себестоимость 1 м2 отделки на бетонной подложке с заполнителем доменным шлаком составляет 1,52 руб. Кроме того, обработка поверхности бетонных изделий перед термообработкой воздушно-водным раствором ПАВ 0,1-0,15%-ной концентрации позволяет получить архитектурно-выразительную отделку за счет четко обозначенной рельефной фактуры, причем о бнажение заполнителя на поверхности изделия, помимо четкой рельефной фактуры, способствует повышению адгезии напыляемого слоя к основе благодаря близким коэффициентам термического расширения заполнителя и напыляемого стекловидного материала. Обработка бетона водным раствором ПАВ улучшает его структуру, что приводит к сИижению водопоглощения и потерь прочности бетона при изгибе, а в комплексе это повышает защитные свойства отделки.
Формула изобретения Способ изготовления бетонных изделий
с декоративным покрытием, включающий укладку в форму бетонной смеси для основного или подстилающего слоя с фракционированным минеральным природным или искусственным заполнителем, формование изделия, тепловлажностную обработку и нанесение стекловидных материалов в плаз- менно-газопламенном потоке, отличающийся тем, что, с целью упрощения технологии, снижения себестоимости, повышения защитных свойств и архитектурной выразительности покрытия, испол ьзуют заполнитель следующего фракционного состава, мае. %: Фракция 5-7 мм3-8
Фракция 2,5-5 мм33-40
Фракция 0.63-2,5 мм17-28
Фракция 0,14-0,63 мм17-24
Фракция менее 0,14 мм18-26
а после формования поверхность основного или подстилающего слоя обрабатывают водовоздушной струей 0,1-0,15%-ного водного раствора поверхностно-активного вещества.
Таблица 1


| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУСЛОЙНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ И БЕТОНЫ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2017908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2145948C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ С ОТДЕЛКОЙ ДЕКОРАТИВНЫМ ЗАПОЛНИТЕЛЕМ | 2010 |
|
RU2453431C1 |
| Способ обработки поверхностей бетонных строительных изделий и монолитных сооружений | 1991 |
|
SU1838115A3 |
| БЕТОННАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2007 |
|
RU2345969C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНОГО СТРОИТЕЛЬНОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2006 |
|
RU2311298C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ПЛИТ | 1992 |
|
RU2029682C1 |
| Двухфазная смесь на основе белого цемента для получения декоративного композита в технологии строительной 3D-печати | 2021 |
|
RU2771801C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ФАСАДНЫХ ИЗДЕЛИЙ ИЗ АРХИТЕКТУРНОГО БЕТОНА И ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245784C2 |
| СЫРЬЕВАЯ СМЕСЬ | 2007 |
|
RU2363675C1 |
Изобретение относится к строительству, а именно к технологии изготовления бетонных изделий с декоративным покрытием. Цель изобретения - упрощение технологии, снижение себестоимости, повышение защитных свойств и архитектурной выразительности покрытия. При изготовлении бетонного изделия в форму укладывают бетонную смесь для основного или подстилающего слоя с фракционированным минеральным природным или искусственным заполнителем следующего состава, мас.%: фракция 5 - 7 мм 3 - 8, фракция 2,5 - 5 мм 33 - 40, фракция 0,63 - 2,5 мм 17 - 28, фракция 0,14 - 0,63 мм 17 - 24, фракция менее 0,14 мм 18 - 26. Формуют изделие, затем поверхность основного или подстилающего слоя обрабатывают водовоздушной струей 0,1 - 0,15%-ного водного раствора поверхностно - активного вещества. Изделие подвергают термовлажностной обработке. Затем наносят стекловидные материалы в плазменно - газопламенном потоке. 3 табл.
Примечание Заполнитель - керамзит (в числителе), туф (в знаменателе).
Таблица 2
Примечание,
ЛСТ - лигносульфонаты технические; ПЛО1 «- пластификатор лигносульфоновый; ПЛСН «- пластификатор О1 „
Известный 200
13,012
Предлагаемый
240-250 13;4-13,9 9,8-8,4 17-24
1664570
10
Таблица 3
ШлифованиеГладкая
изделия пос-поверх-
ле термооб-лость работки
3,69
Рельефная поверхностьот мелйо- до крупно- бугристой
15,2-1,95
| Способ изготовления глазурованных бетонных изделий | 1977 |
|
SU627107A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
