Изобретение относится к области обучения обращения с инструментами.
Целью изобретения является повышение дидактических возможностей тренажера.
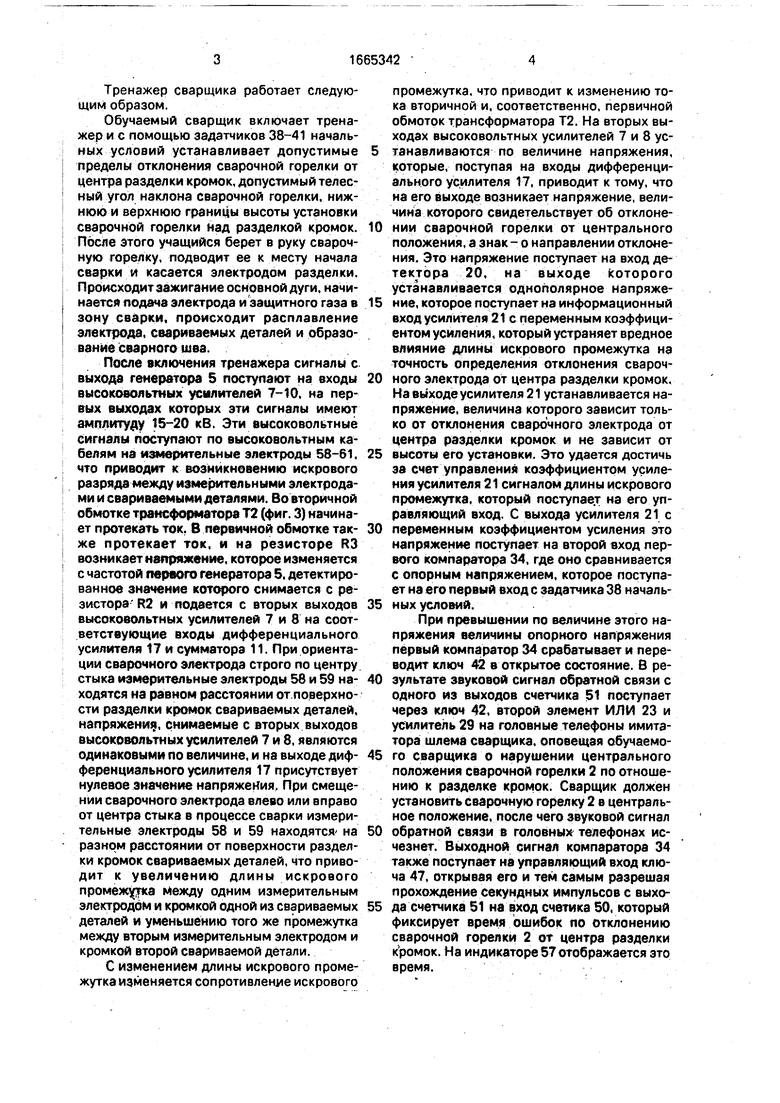
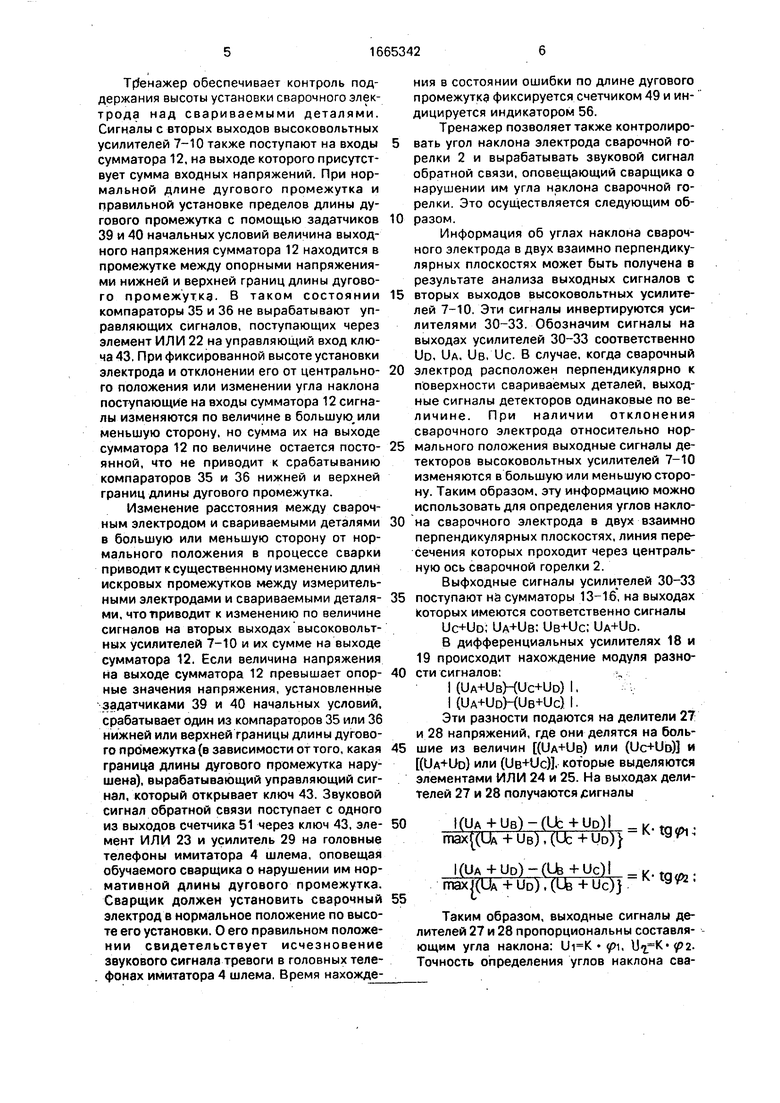
На фиг. 1 приведена схема предлагаемого тренажера; на фиг. 2 - одна из возмож- ных схем конструктивного выполнения сварочной горелки с измерительными электродами; на фиг. 3 - одна из возможных схем выполнения высоковольтного усилителя.
Тренажер сварщика содержит сварочный источник 1 питания, сварочную горелку
2 с электродом, блок 3 регистрации про- странтвенного положения сварочного электрода, имитатор 4 шлема сварщика, генераторы 5 и 6 импульсов, усилители 7-10, сумматоры 11-16, дифференциальные усилители 17-19, детектор 20. усилитель 21. элементы ИЛИ 22-26, делители 27 и 28 напряжений, усилители 29-33, компараторы 34-37, задатчики 38-41 начальных условий, ключи 42-47, счетчики 48-51, дешифраторы 52-54 и индикаторы 55-57.
Кроме того, сварочная горелка 2 содержит1 измерительные электроды 58-61.
О
о ел
00 45ь
ю
Тренажер сварщика работает следующим образом.
Обучаемый сварщик включает тренажер и с помощью задатчиков 38-41 начальных условий устанавливает допустимые пределы отклонения сварочной горелки от центра разделки кромок, допустимый телесный угол наклона сварочной горелки, нижнюю и верхнюю границы высоты установки сварочной горелки над разделкой кромок. После этого учащийся берет в руку сварочную горелку, подводит ее к месту начала сварки и касается электродом разделки. Происходит зажигание основной дуги, начинается подача электрода и защитного газа в зону сварки, происходит расплавление электрода, свариваемых деталей и образование сварного шва.
После включения тренажера сигналы с выхода генератора 5 поступают на входы высоковольтных усилителей 7-10, на первых выходах которых эти сигналы имеют амплитуду 15-20 кВ. Эти высоковольтные сигналы поступают по высоковольтным кабелям на измерительные электроды 58-61, что приводит к возникновению искрового разряда между измерительными электродами и свариваемыми деталями. Во вторичной обмотке трансформатора 12 (фиг. 3) начинает протекать ток. В первичной обмотке также протекает ток, и на резисторе R3 возникает напряжение, которое изменяется с частотой первого генератора 5. детектированное знамение которого снимается с резистора R2 и подается с вторых выходов высоковольтных усилителей 7 и 8 на соответствующие входы дифференциального усилителя 17 и сумматора 11. При ориентации сварочного электрода строго по центру стыка измерительные электроды 58 и 59 находятся на равном расстоянии от поверхности разделки кромок свариваемых деталей, напряжения, снимаемые с вторых выходов высоковольтных усилителей 7 и 8, являются одинаковыми по величине, и на выходе дифференциального усилителя 17 присутствует нулевое значение напряжения, При смещении сварочного электрода влево или вправо от центра стыка в процессе сварки измерительные электроды 58 и 59 находятся на разном расстоянии от поверхности разделки кромок свариваемых деталей, что приводит к увеличению длины искрового промежутка между одним измерительным электродом и кромкой одной из свариваемых деталей и уменьшению того же промежутка между вторым измерительным электродом и кромкой второй свариваемой детали.
С изменением длины искрового промежутка изменяется сопротивление искрового
промежутка, что приводит к изменению тока вторичной и, соответственно, первичной обмоток трансформатора Т2. На вторых выходах высоковольтных усилителей 7 и 8 устанавливаются по величине напряжения, которые, поступая на входы дифференциального усилителя 17, приводит к тому, что на его выходе возникает напряжение, величина которого свидетельствует об отклонении сварочной горелки от центрального положения, а знак - о направлении отклонения. Это напряжение поступает на вход детектора 20, на выходе которого устанавливается однополярное напряжение, которое поступает на информационный вход усилителя 21 с переменным коэффициентом усиления, который устраняет вредное влияние длины искрового промежутка на точность определения отклонения сварочного электрода от центра разделки кромок. На выходе усилителя 21 устанавливается напряжение, величина которого зависит только от отклонения сварочного электрода от центра разделки кромок и не зависит от
высоты его установки. Это удается достичь за счет управления коэффициентом усиления усилителя 21 сигналом длины искрового промежутка, который поступает на его управляющий вход. С выхода усилителя 21с
переменным коэффициентом усиления это напряжение поступает на второй вход первого компаратора 34, где оно сравнивается с опорным напряжением, которое поступает на его первый вход с за датчика 38 начал ьных условий.
При превышении по величине этого напряжения величины опорного напряжения первый компаратор 34 срабатывает и переводит ключ 42 в открытое состояние. В результате звуковой сигнал обратной связи с одного из выходов счетчика 51 поступает через ключ 42, второй элемент ИЛИ 23 и усилитель 29 на головные телефоны имитатора шлема сварщика, оповещая обучаемого сварщика о нарушении центрального положения сварочной горелки 2 по отношению к разделке кромок. Сварщик должен установить сварочную горелку 2 в центральное положение, после чего звуковой сигнал
обратной связи в головных телефонах исчезнет. Выходной сигнал компаратора 34 также поступает на управляющий вход ключа 47, открывая его и тем самым разрешая прохождение секундных импульсов с выхода счетчика 51 на вход счетика 50, который фиксирует время ошибок по отклонению сварочной горелки 2 от центра разделки кромок. На индикаторе 57 отображается это время.
Тренажер обеспечивает контроль поддержания высоты установки сварочного элек- трода над свариваемыми деталями. Сигналы с вторых выходов высоковольтных усилителей 7-10 также поступают на входы сумматора 12, на выходе которого присутствует сумма входных напряжений. При нормальной длине дугового промежутка и правильной установке пределов длины дугового промежутка с помощью задатчиков 39 и 40 начальных условий величина выходного напряжения сумматора 12 находится в промежутке между опорными напряжениями нижней и верхней границ длины дугового промежутка. В таком состоянии компараторы 35 и 36 не вырабатывают управляющих сигналов, поступающих через элемент ИЛИ 22 на управляющий вход ключа 43, При фиксированной высоте установки электрода и отклонении его от центрально- го положения или изменении угла наклона поступающие на входы сумматора 12 сигналы изменяются по величине в большую, или меньшую сторону, но сумма их на выходе сумматора 12 по величине остается посто- янной, что не приводит к срабатыванию компараторов 35 и 36 нижней и верхней границ длины дугового промежутка.
Изменение расстояния между сварочным электродом и свариваемыми деталями в большую или меньшую сторону от нормального положения в процессе сварки приводит к существенному изменению длин искровых промежутков между измерительными электродами и свариваемыми деталя- ми, что приводит к изменению по величине сигналов на вторых выходах высоковольтных усилителей 7-10 и их сумме на выходе сумматора 12. Если величина напряжения на выходе сумматора 12 превышает опор- ные значения напряжения, установленные задатчиками 39 и 40 начальных условий, срабатывает один из компараторов 35 или 36 нижней или верхней границы длины дугового промежутка (в зависимости от того, какая граница длины дугового промежутка нарушена), вырабатывающий управляющий сигнал, который открывает ключ 43. Звуковой сигнал обратной связи поступает с одного из выходов счетчика 51 через ключ 43, эле- мент ИЛИ 23 и усилитель 29 на головные телефоны имитатора 4 шлема, оповещая обучаемого сварщика о нарушении им нормативной длины дугового промежутка. Сварщик должен установить сварочный электрод в нормальное положение по высоте его установки. О его правильном положении свидетельствует исчезновение звукового сигнала тревоги в головных телефонах имитатора 4 шлема. Время нахождения в состоянии ошибки по длине дугового промежутка фиксируется счетчиком 49 и индицируется индикатором 56.
Тренажер позволяет также контролировать угол наклона электрода сварочной горелки 2 и вырабатывать звуковой сигнал обратной связи, оповещающий сварщика о нарушении им угла наклона сварочной горелки. Это осуществляется следующим образом.
Информация об углах наклона сварочного электрода в двух взаимно перпендикулярных плоскостях может быть получена в результате анализа выходных сигналов с вторых выходов высоковольтных усилителей 7-10. Эти сигналы инвертируются усилителями 30-33. Обозначим сигналы на выходах усилителей 30-33 соответственно UD, UA. UB, Uc. В случае, когда сварочный электрод расположен перпендикулярно к поверхности свариваемых деталей, выходные сигналы детекторов одинаковые по величине. При наличии отклонения сварочного электрода относительно нормального положения выходные сигналы детекторов высоковольтных усилителей 7-10 изменяются в большую или меньшую сторону. Таким образом, эту информацию можно использовать для определения углов наклона сварочного электрода в двух взаимно перпендикулярных плоскостях, линия пересечения которых проходит через центральную ось сварочной горелки 2.
Выфходные сигналы усилителей 30-33 поступают на сумматоры 13-16, на выходах которых имеются соответственно сигналы
UC+UD; UA+UB: UB+UC; UA+UD.
В дифференциальных усилителях 18 и 19 происходит нахождение модуля разности сигналов:
I (UA+UBHUC+UD) I. KUA+UoHUB+Uc).
Эти разности подаются на делители 27 и 28 напряжений, где они делятся на большие из величин (UA+UB) или (Uc+Uo) и (UA+UD) или (DB+UC). которые выделяются элементами ИЛИ 24 и 25. На выходах делителей 27 и 28 получаются сигналы
l(UA-rU8)-(U:+UD)l к. . max(UA + UB),(Uc+UD)} N
l(UA+UD)-(Lfe+Uc)l .K.tq.
rnax|(UA + UD), (Цз + Uc)}
Таким образом, выходные сигналы делителей 27 и 28 пропорциональны составляющим угла наклона: р, Точность определения углов наклона сварочного электрода не зависит от длины дугового промежутка. Элемент ИЛИ 26 выбирает больший по величине выходной сигнал угла наклона в двух взаимно перпендикулярных плоскостях. Этот сигнал изменяется линейно с изменением угла наклона сварочного электрода и, самое главное, остается постоянным при фиксированном угле сварочного электрода и изменяющейся длине дугового промежутка.
При наклоне сварочного электрода больше нормативного значения на выходе элемента ИЛИ 26 вырабатывается напряжение, величина которого превышает величину опорного напряжения, установленного с помощью задатчика 41 начальных условий, что приводит к срабатыванию компаратора 37, Выходной сигнал компаратора открывает ключ 44, и звуковой сигнал обратной связи поступает с одного из выходов счетчика 51 через ключ 44. элемент ИЛИ 23 и усилитель 29 на вход головных телефонов имитатора 4 шлема сварщика, оповещая обучаемого о нарушении им нормативного угла наклона. Сварщик должен установить сварочный электрод в нормальное положение по углу его наклона, о нормальном положении которого свидетельствует исчезновение звукового сигнала тревоги в головных телефонах. Время нахождения в состоянии ошибки по углу наклона сварочного электрода фиксируется счетчиком 48 и индицируется индикатором 55.
Таким образом, тренажер обеспечивает выработку правильных психомоторных навыков у обучаемого сварщика на поддержание нормативных требований: длины дугового промежутка, угла наклона сварочного электрода, отклонения его от центра разделки кромок свариваемых деталей при проведении реального сварочного процесса электродной проволокой в среде защитных газов или неплавящимся электродом при сварке объемных металлоконструкций,
Формула изобретения
Тренажер сварщика, содержащий сварочную горелку, сварочный источник питания, выход которого соединен с первым входом сварочной горелки, имитатор шлема сварщика и блок регистрации пространственного положения сварочного электрода, содержащий два генератора импульсов, четыре усилителя, первый сумматор, четыре компаратора, четыре задатчика начальных условий, первый дифференциальный усилитель, детектор, два элемента ИЛИ, три ключа и три счетчика, дешифратор и индикатор, при этом первые выходы первого и второго высоковольтных усилителей соединены с вторым и третьим входами сварочной горелки, входы подключены к выходу первого генератора импульсов, а вторые выходы соединены соответственно с первыми и вторыми входами первых сумматора и дифференциального усилителя, выходы первого, второго и третьего ключей соединены с входами первого элемента ИЛИ, выход которого соединен с входом третьего усилителя, выход которого соединен с входом
0 имитатора шлема сварщика, выходы первого, второго, третьего и четвертого задатчи- ков начальных условий соединены соответственно с первыми входами первого, второго, третьего и четвертого компара5 торов, выходы первого и второго компараторов подключены к входам второго элемента ИЛИ,,выход которого соединен с управляющим входом первого ключа, управляющие входы второго и третьего клю0 чей соединены соответственно с выходами третьего и четвертого компараторов, выход первого дифференциального усилителя соединен с входом детектора, выход которого соединен с управляющим входом четверто5 го усилителя, информационный вход которого соединен с выходом первого сумматора, а выход подключен к второму входу третьего компаратора, выходы первого, второго и третьего счетчиков соединены
0 соответственно с входами первого, второго и третьего дешифраторов, выходы которых подключены к входам соответствующих индикаторов, отл и ч а - ющийся тем, чтохцелыогюшийния дидактических возможностей тренажера, в блок регистрации про5 странственного положения электрода введены третий, четвертый и пятый элементы ИЛИ, два делителя напряжения, четвертый счетчик, пятый, шестой, седьмой, восьмой, девятый и десятый усилители, второй, третий, четвертый, пятый и
0 шестой сумматоры, четвертый.пятый и шестой ключи, и второй и третий дифференцирующие усилители, первые выходы пятого и шестого усилителей соединены соответственно с четвертым и пятым входами свароч5 ной горелки, входы подключены к выходу первого генератора импульсов, вторые выходы первого, второго, пятого и шестого усилителей соединены соответственно с входами седьмого, восьмого, девятого и де0 сятого усилителей и входами первого и второго сумматора, выход которого соединен с вторыми входами первого и второго компараторов, выход седьмого усилителя соединен с первыми входами третьего и
5 четвертого сумматоров, выход восьмого усилителя соединен с вторым входом третьего сумматора и первым входом пятого сумматора, выход которого соединен с первым входом третьего элемента ИЛИ, второй вход которого соединен с выходом четвертого
сумматора, а выход подключен к информационному входу первого делителя напряжения, управляющий вход которого соединен с выходом второго дифференцирующего усилителя, входы которого соединены соответственно с выходами четвертого и пятого сумматоров, выход девятого усилителя соединен с вторым входом пятого усилителя и первым входом шестого сумматора, второй вход которого соединен с вторым входом четвертого сумматора и выходом десятого усилителя, а выход соединен с первым входом четвертого элемента ИЛИ. второй вход которого соединен с выходом третьего сумматора, а выход роединен с информационным входом второго делителя напряжения, управляющий вход которого соединен с выходом третьего дифференцирующего усили- теля, входы которого соединены
0
5
0
соответственно с выходами третьего и шестого сумматоров, выходы делителей напряжения соединены соответственное входами пятого элемента ИЛИ, выход которого соединен с вторым входом четвертого компаратора, вход четвертого счетчика соединен с выходом второго генератора импульсов, первый, второй и третий выходы соединены соответственно с информационными входами первого, второго и третьего ключей, а четвертый выход подключен к информационным входам четвертого, пятого и шестого ключей, выходы которых соединены соответственно с входами первого, второго и третьего счетчиков, управляющие входы четвертого, пятого и шестого ключей соединены соответственно с выходом второго элемента ИЛИ и выходами третьего и четвертого компараторов.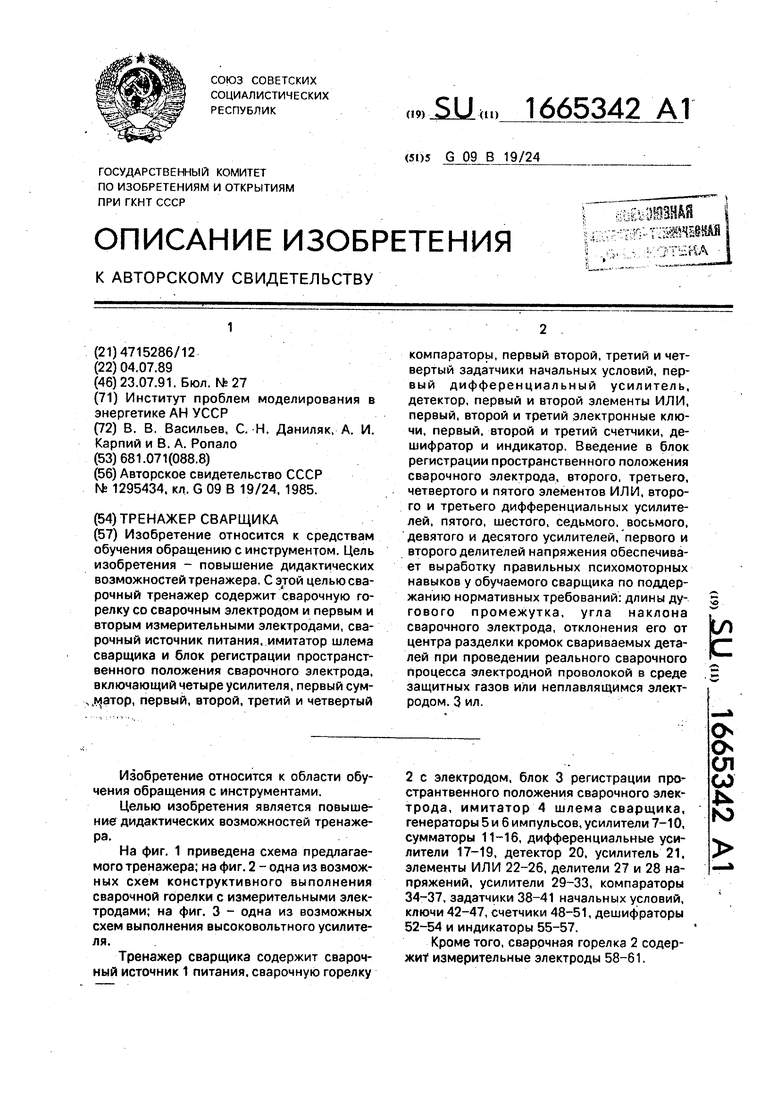

| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер для обучения навыкам ведения сварки | 1985 |
|
SU1295434A1 |
| Тренажер для обучения навыкам ведения сварки | 1986 |
|
SU1388935A1 |
| ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ ЭЛЕКТРОДУГОВОЙ СВАРКЕ | 2011 |
|
RU2447515C1 |
| Тренажер сварщика | 1984 |
|
SU1374271A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер сварщика | 1986 |
|
SU1330649A1 |
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |


Изобретение относится к средствам обучения обращению с инструментами. Цель изобретения повышение дидактических возможностей тренажера. С этой целью сварочный тренажер содержит сварочную горелку со сварочным электродом и первым и вторым измерительными электродами, сварочный источник питания, имитатор шлема сварщика и блок регистрации пространственного положения сварочного электрода, включающий четыре усилителя, первый сумматор, первый, второй, третий и четвертый компараторы, первый, второй, третий и четвертый задатчики начальных условий, первый дифференциальный усилитель, детектор, первый и второй элементы ИЛИ, первый, второй и третий электронные ключи, первый, второй и третий счетчики, дешифратор и индикатор. Введение в блок регистрации пространственного положения сварочного электрода, второго, третьего, четвертого и пятого элементов ИЛИ, второго и третьего дифференциальных усилителей, пятого, шестого, седьмого, восьмого, девятого и десятого усилителей, первого и второго делителей напряжения обеспечивает выработку правильных психомоторных навыков у обучаемого сварщика по поддержанию нормативных требований: длины дугового промежутка, угла наклона сварочного электрода, отклонения его от центра разделки кромок свариваемых деталей при проведении реального сварочного процесса электродной проволокой в среде защитных газов или неплавящимся электродом. 3 ил.
Фиг.1
Фиг. 2
w WQl
-ф
7Д
| Тренажер для обучения навыкам ведения сварки | 1985 |
|
SU1295434A1 |
| кл | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
