тренажер, кроме имитатора 1 сварочного электрода, блока 2 моделирования объекта сварки и блока 3 сигнализации содержит формирователь 4 импульсов величины дуги, формирователь 5 импульсов величины угла наклона электрода, блок 6 контроля действий опера1
Изобретение относится к обучению обращения с инструментами и может быть использовано в качестве технического средства для обучения приема и навыкам ручной дуговой сварки труб большого диаметра.
Целью изобретения является расширение дидактических возможностей тренажера с расширением ассортимента способов сварки, повышением точности и эффективности обучения.
На фиг.1 приведена схема предлагаемого тренажераi на фиг.2 схематически показано конструктивное выполнение имитатора сварочного электрода на фиг.З - схема блока моделирования объекта сварки; на фиг.4 - одна из возможных схем конструктивного выполнения этого блока; на фиг.5 - схема формирования импульсов величины дуги на фиг.6 - одна из возможных схем формирователя импульсов величины угла наклона электрода; на фиг.7 - то же, блока контроля действий оператора; на фиг.8 - один из возможных вариантов схемного выполнения блока регистрации; на фиг.9 - диаграммы напряжений, объясняющие работу формирователя импульсов величины дуги.
Предлагаемый тренажер сварщика (фиг.1) состоит из имитатора 1 сварочного электрода, блока 2 моделирования объекта сварки, блока 3 сигнализации, формирователя 4 импульсов величины дуги, формирователя 5 импульсов величины угла наклона электрода, блока 6 контроля действий оператора, блока 7 регистрации с соответствующими связями 8-24.
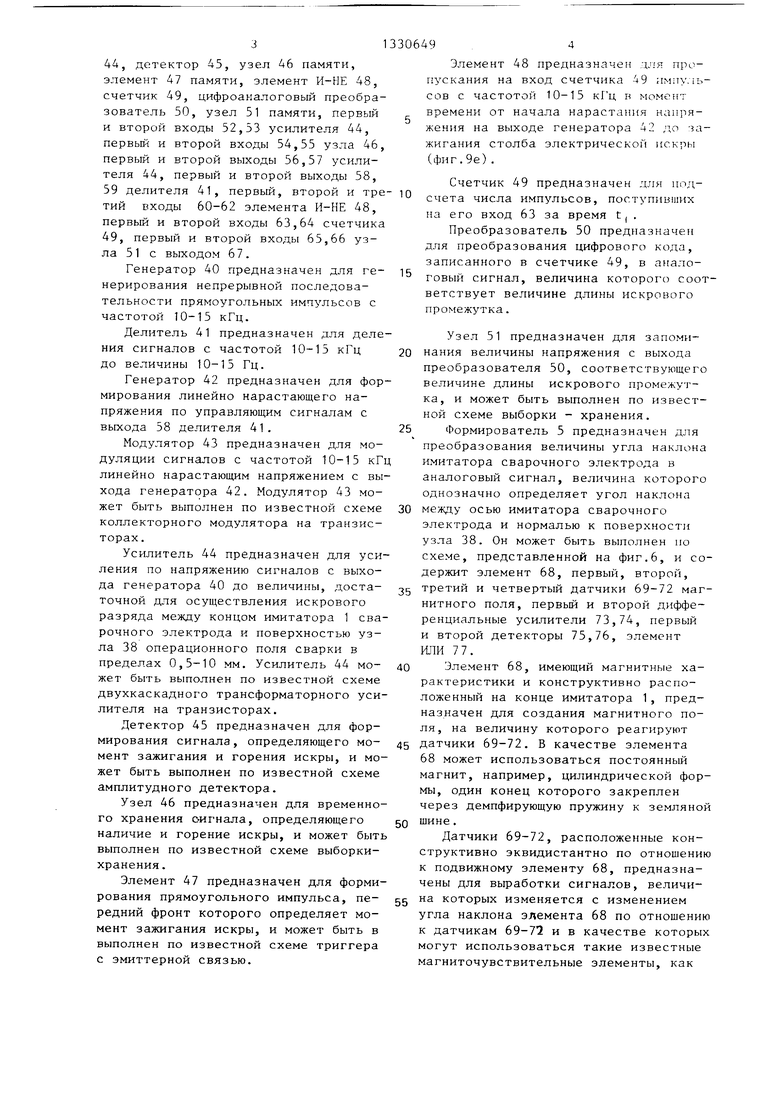
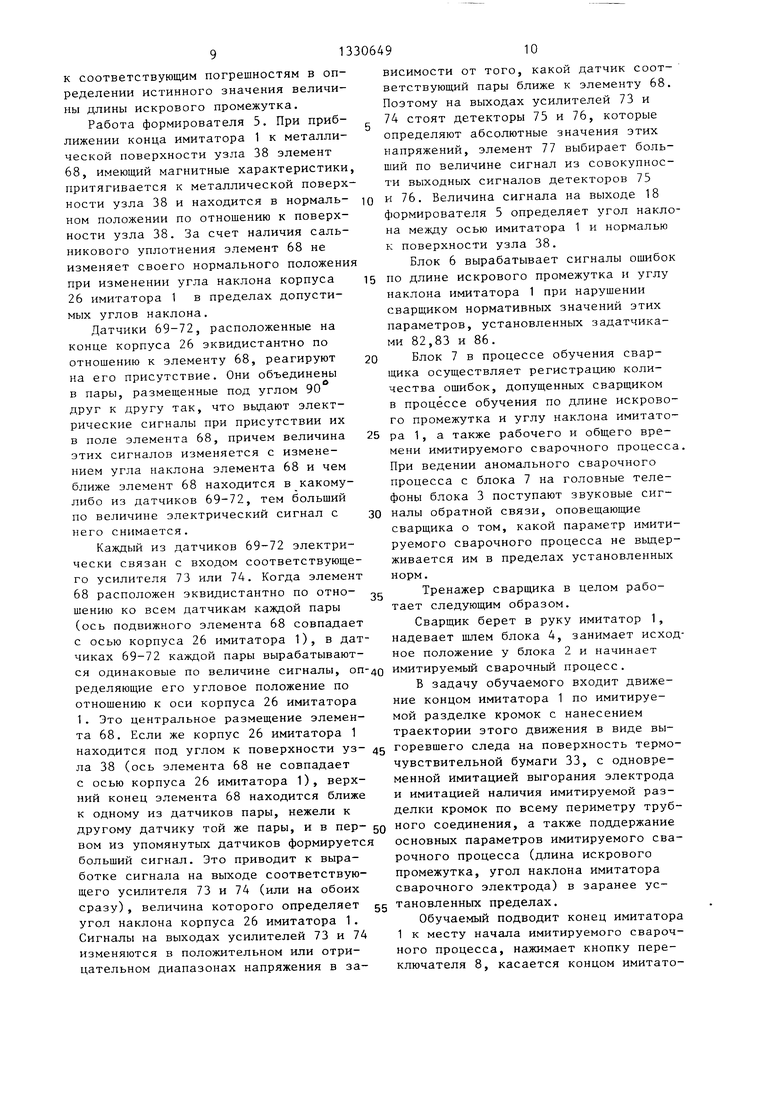
Имитатор 1 (фиг.2) предназначен для имитации реального сварочного электрода с держателем, применяемоииа1330649
тора, состоящий из компараторов 80, 81 и 85, задатчиков 82, 83 и 86 эталонного напряжения и элемента ИЛИ 84 и блок 7 регистрации, состоящий из генераторов 87,93, переключателя 88 и регистраторов 89,90 (ошибок) и 91, 92 (времени). 3 з.п. ф-лы, 9 ил.
0
5
0
5
0
5
0
го в практике сварочного производства, и содержит держатель 25 электрода, корпус 26 имитатора электрода, привод 27 имитации плавления электрода, узел 28 управления приводом имитации плавления электрода, сальниковое уплотнение 29.
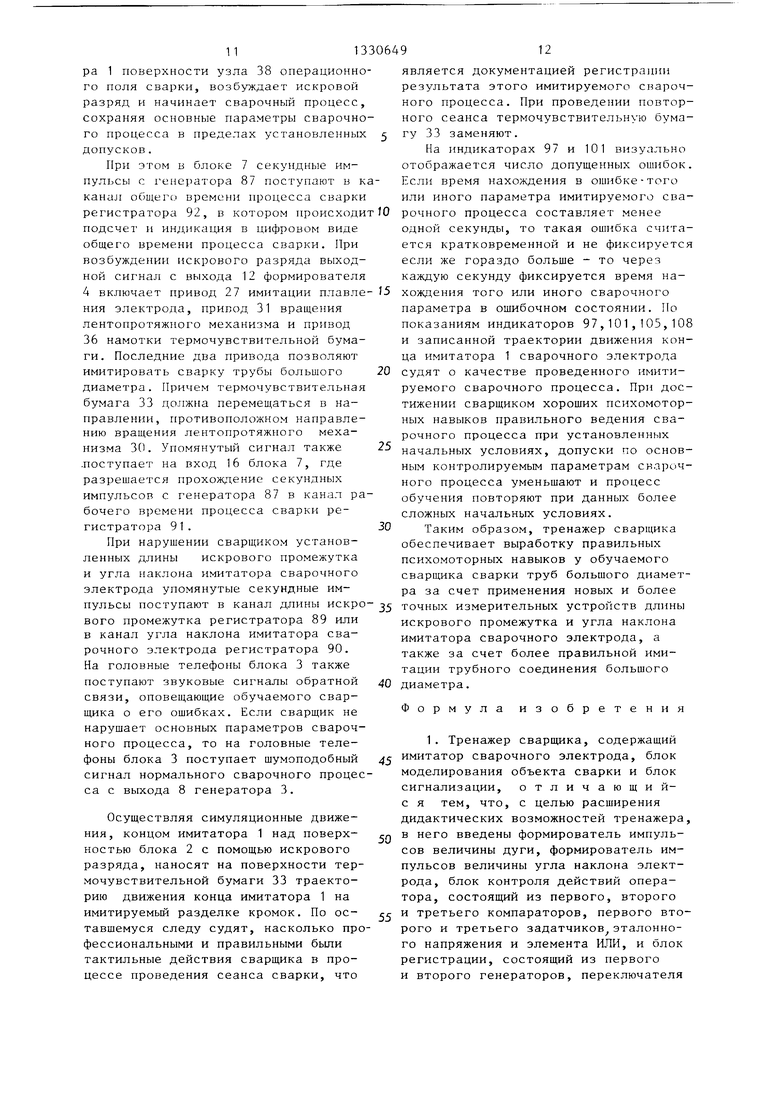
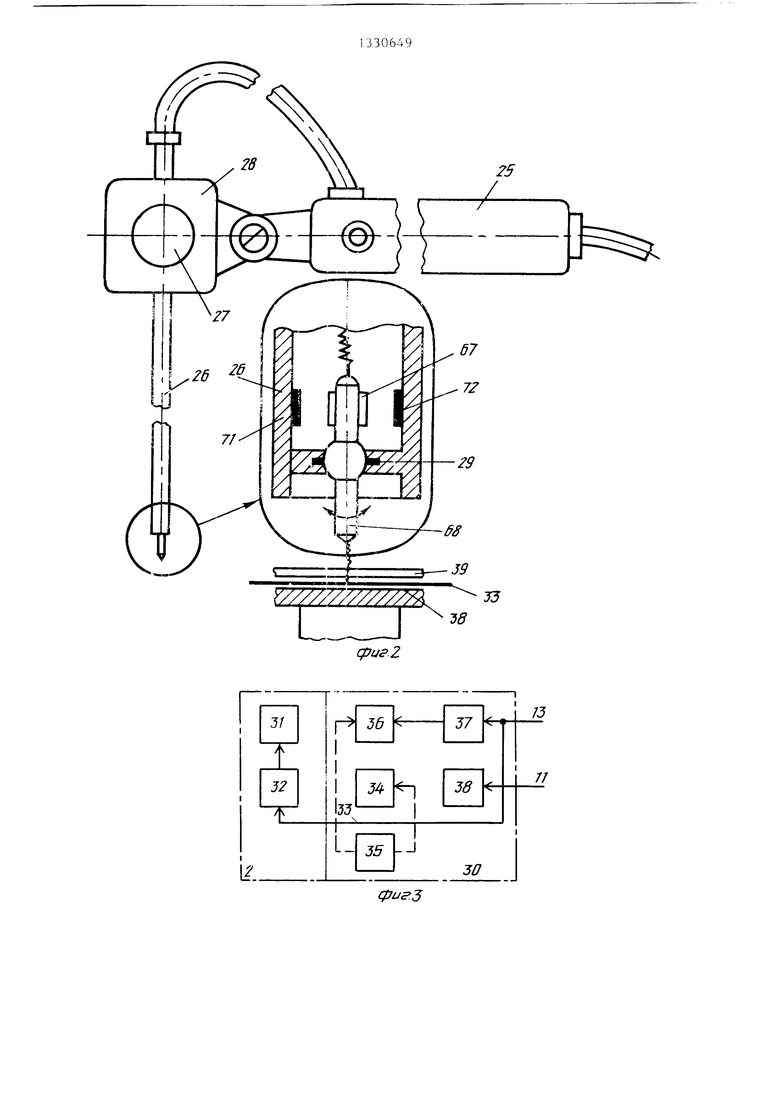
Блок 2 моделирования объекта сварки (фиг.3,4) предназначен для имитации реального сварочного соединения и содержит лентопротяжный механизм 30, привод 31 лентопротяжного механизма, формирователь 32 импульсов управления приводом вращения лентопротяжного механизма. Лентопротяжный механизм 30, содержит термочувствительную бумагу 33, барабан 34 подачи термочувствительной бумаги, барабан 35 намотки термочувствительной бумаги, привод 36 намотки термочувствительной бумаги, узел 37 управления приводом намотки термочувствительной бумаги, узел 38 операционного поля сварки, диэлектрический экран 39.
Блок 3 представляет стандартный по размеру и внешнему виду шлем сварщика, в который вмонтированы головные телефоны с регулятором громкости.
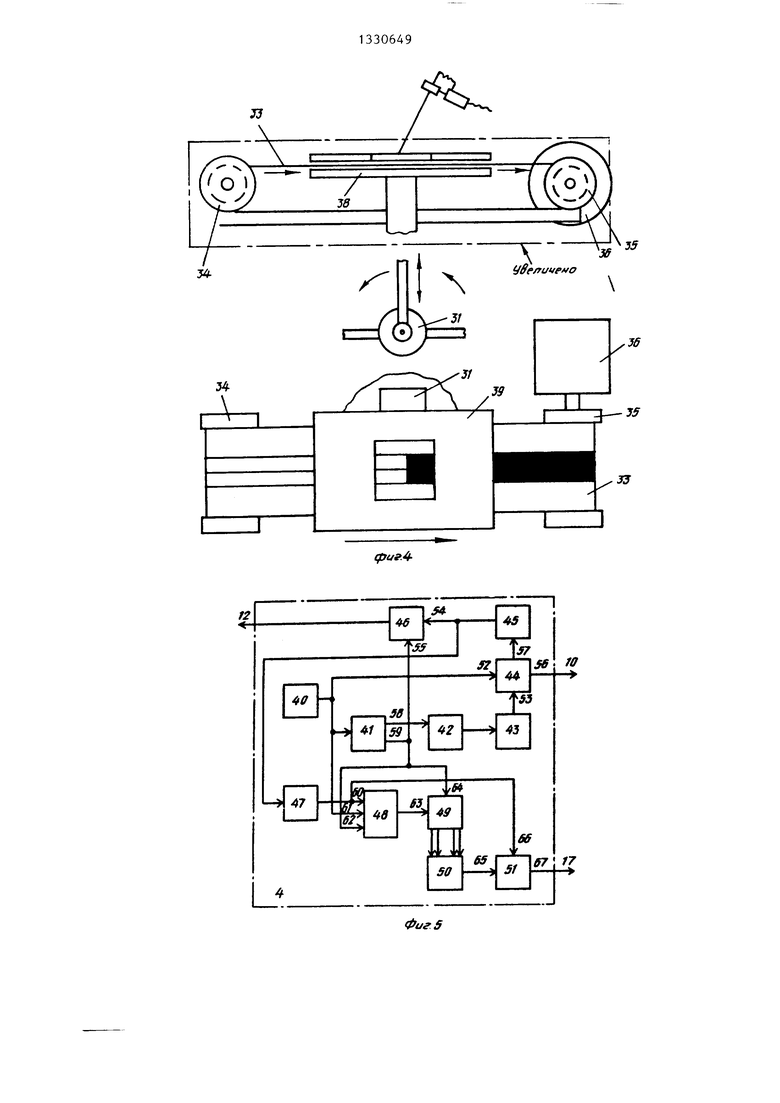
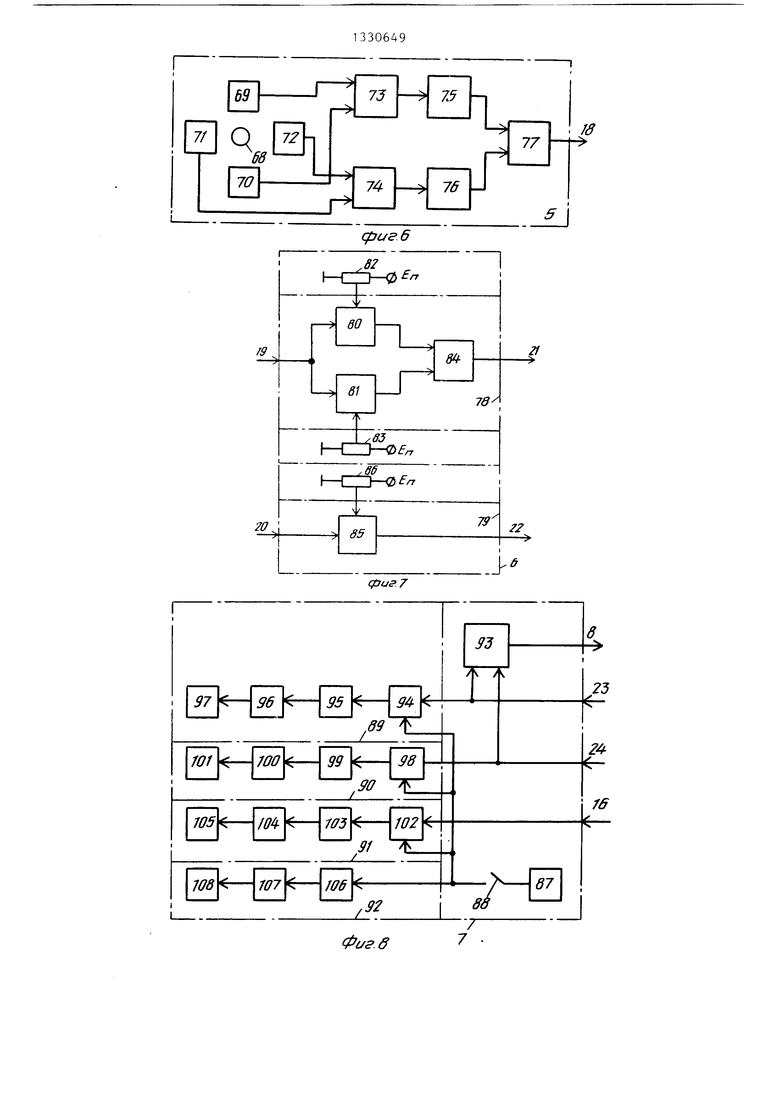
Формирователь 4 импульсов величины дуги (фиг.5) предназначен для преобразования величины длины искрового промежутка в аналоговый сигнал, величина которого однозначно определяет длину искрового промежутка, а также для осуществления имитации дугового разряда с помощью высоковольт ного искрового разряда. Он содержит генератор 40, делитель 41 частоты, генератор 42 линейно нарастающего напряжения, модулятор 43, усилитель
44, детектор 45, узел 46 памяти, элемент 47 памяти, элемент И-НЕ 48, счетчик 49, цифроаналоговый преобразователь 50, узел 51 памяти, первый и второй входы 52,53 усилителя 44, первый и второй входы 54,55 узла 46, первый и второй выходы 56,57 усилителя 44, первый и второй выходы 58, 59 делителя 41, первый, второй и тре- тий входы 60-62 элемента И-НЕ 48, первый и второй входы 63,64 счетчика 49, первый и второй входы 65,66 узла 5 1 с выходом 67.
Генератор 40 предназначен для ге- нерирования непрерывной последовательности прямоугольных импульсов с частотой 10-15 кГц.
Делитель 41 предназначен для деления сигналов с частотой 10-15 кГц до величины 10-15 Гц.
Генератор 42 предназначен для формирования линейно нарастающего напряжения по управляющим сигналам с выхода 58 делителя 41.
Модулятор 43 предназначен для модуляции сигналов с частотой 10-15 кГц линейно нарастающим напряжением с выхода генератора 42. Модулятор 43 может быть выполнен по известной схеме коллекторного модулятора на транзисторах.
Усилитель 44 предназначен для усиления по напряжению сигналов с выхода генератора 40 до величины, доста- точной для осуществления искрового разряда между концом имитатора 1 сварочного электрода и поверхностью узла 38 операционного поля сварки в пределах 0,5-10 мм. Усилитель 44 мо- жет быть выполнен по известной схеме двухкаскадного трансформаторного усилителя на транзисторах.
Детектор 45 предназначен для формирования сигнала, определяющего мо- мент зажигания и горения искры, и может быть выполнен по известной схеме амплитудного детектора.
Узел 46 предназначен для временного хранения сигнала, определяющего наличие и горение искры, и может быть выполнен по известной схеме выборки- хранения.
Элемент 47 предназначен для формирования прямоугольного импульса, пе- редний фронт которого определяет момент зажигания искры, и может быть в выполнен по известной схеме триггера с эмиттерной связью.
,- - ю
13306494
Элемент 48 предназначен для пропускания на вход счетчика 49 импульсов с частотой 10-15 кГц в времени от начала нараста1П1я напряжения на выходе генератора 42 ;т,с
жигания столба электрической искры (фиг.9е).
Счетчик 49 предназначен для подсчета числа импульсов, поступивших на его вход 63 за время t,.
Преобразователь 50 предназначен для преобразования цифрового кода, записанного в счетчике 49, в аналоговый сигнал, величина которого соответствует величине длины искрового промежутка.
Узел 51 предназначен для запоминания величины напряжения с выхода преобразователя 50, соответствующего величине длины искрового промежутка, и может быть выполнен по известной схеме выборки - хранения.
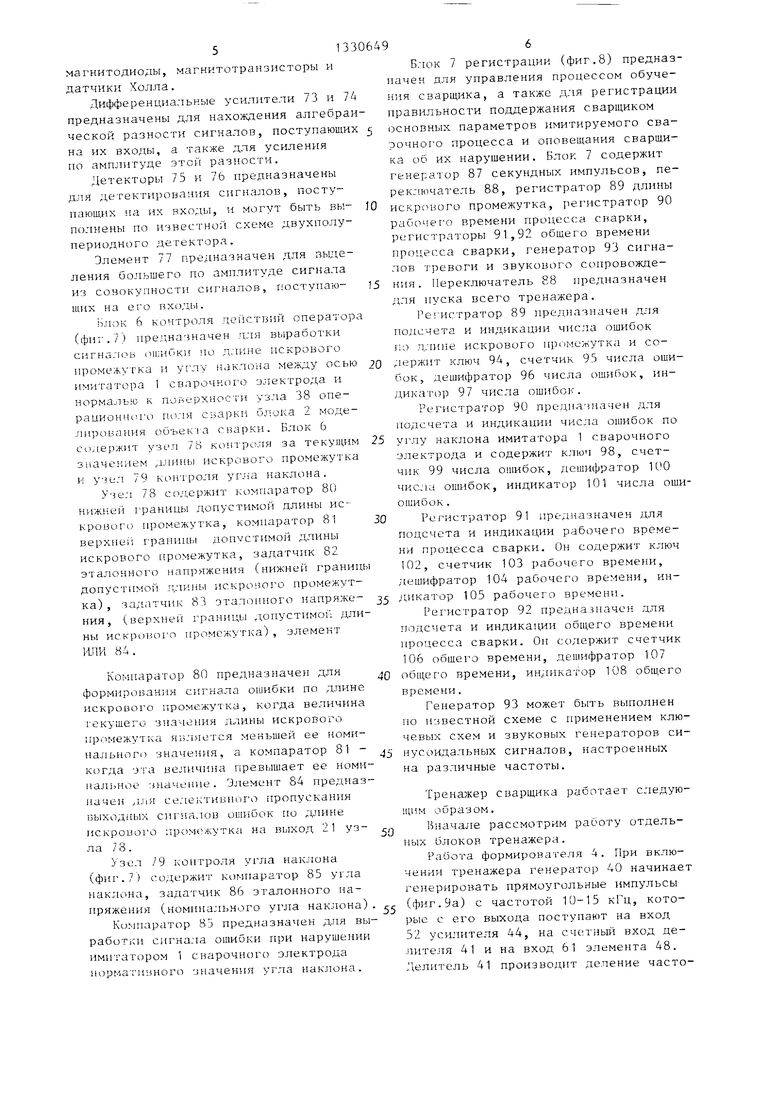
Формирователь 5 предназначен для преобразования величины угла наклона имитатора сварочного электрода в аналоговый сигнал, величина которого однозначно определяет угол наклона между осью имитатора сварочного электрода и нормалью к поверхности узла 38. Он может быть выполнен но схеме, представленной на фиг.6, и содержит элемент 68, первый, второй, третий и четвертый датчики 69-72 магнитного поля, первый и второй дифференциальные усилители 73,74, первый и второй детекторы 75,76, элемент ИЛИ 77.
Элемент 68, имеющий магнитные характеристики и конструктивно расположенный на конце имитатора 1, предназначен для создания магнитного поля, на величину которого реагируют датчики 69-72. В качестве элемента 68 может использоваться постоянный магнит, например, цилиндрической формы, один конец которого закреплен через демпфирующую пружину к земляно шине.
Датчики 69-72, расположенные конструктивно эквидистантно по отношени к подвижному элементу 68, предназначены для выработки сигналов, величина которых изменяется с изменением угла наклона элемента 68 по отношени к датчикам 69-72 и в качестве которы могут использоваться такие известные магниточувствительные элементы, как
магнитодиоды, магнитотранзнсторы и датчики Холла.
Дифференциальные усилители 73 и 74 предназначены для нахождения алгебраической разности сигналов, поступающих основных параметров имитируемого свана их входы, а также для усиления по амплитуде этой разности.
Детекторы 75 и 76 предназначены для детектирования сигналов, поступающих на их входы, и могут быть выполнены по известной схеме двухполу- периодного детектора.
Элемент 77 предназначен для выделения большего по амплитуде сигнала из совокупности сигналов, Г оступаю- ших на его входы.
6 кo тpoля ле11ствий оператор (фиг. 7) предназначен для вь работки сигна. итв О11;и0кп по длине искрового промежутка и углу Гиаклоиа между осью имитатора 1 сварочног о электрода и HopMajib. o к поверхности узла 38 операционного поля сьаркг; блока 2 моделирования объек 1 а сварки. Блок 6 сол,ержит узел 7В контроля за текущим значением д,л)-п{ы искрового промежутка и yje:i 79 контроля угла наклона.
Узел 78 ссхдержит компаратор 80 нижн.ей Г раницы допустимой длины искрового промежутка, компаратор 81 BepxHeii границы доп стимой длины искрового промежутка, задатчик 82 эталонного напряжения (нижней границ допустимой длины искрового промежутка), задатчик 83 эталошюго напряже- 35 Дикатор 105 рабочего времени. ния, (верхней границы допустимой длины искрс)вого промежутка) , Ш1И 84.
Компаратор 80 предназначен для формирования сигнала ошибки по длине искрового промежутка, когда величина гекушего значения длины искрового промежутка является меньшей ее номинального значения, а компаратор 81 - когда эта величина превышает ее номинальное значение. Элемент 84 предназначен д.11И селе;;тивн1;)Г о пропускания выходных сигналов ошибок по д„лине искрового промс жутка на выход 21 узла 78.
Узел /9 контроля угла наклона (фиг.7) содержит компаратор 85 угла нак;к на, задатчик 86 эталонного наРег истратор 92 предназпачен для
элемент подсчета и индикации общего времени процесса сварки. Он содержит счетчик 106 обшего времени, дешифратор 107 40 общего времени, индикатор 108 обш.его времени.
Генератор 93 может быть выполнен по известной схеме с применением ключевых схем и звуковых генераторов си- 45 нусоидальных сигналов, настроенных на различные частоты.
Тренажер сварщика работает следую- щи-м образом.
1 начале рассмотрим работу отдельных блоков тренажера.
Работа формирователя 4. При включении тренажера генератор 40 начинает генерировать прямоугольные импульсы
50
пряжения (номинального угла наклона), гг (фиг.9а) с частотой 10-15 кГц, котоКомцаратор 85 предназначен для вы- рые с его выхода поступают на вход работки сигнала ошибки при нарушении имитатором 1 сварочного электрода нормативного значения угла наклона.
52 усилителя 44, на вход делителя 41 и на вход 61 элемента 48. целитель 41 производит деление часто
74 аи13306496
Блок 7 регистрации (фиг.8) предназначен для управления процессом обучения сварщика, а также для регистрации правильности поддержания сварщиком
рочног о процесса и оповещания сварщика об их нарушении. БЛОР; 7 содержит генератор 87 секундных импульсов, переключатель 88, регистратор 89 длины
искрового промежутка, регистратор 90 р к очего времени процесса сварки, регистраторы 91,92 общего времени процесса сварки, генератор 93 сигналов тревоги и звукового сопровождеПИЯ. Переключатель 88 предназначен для цуска всего тренажера.
Регистратор 89 цред} азначен для подсчета и индикации числа ошибок по л.лине искрового промежутка и содержит ключ 94, счетчик 95 числа ошибок, дешифратор 96 числа ошибок, индикатор 97 числа ошибок.
Регистратор 90 предназначен для подсчета и индикации числа ошибок по
углу наклона имитатора 1 сварочного электрода и содержит ключ 98, счетчик 99 числа ошибок, де1яифратор 100 числа ошибок, индикатор 101 числа оши- ошибок.
Регистратор 91 предназначен для подсчета и индикации рабочего времени процесса сварки. Он содержит ключ 102, счетчик 103 рабочего времени, дешифратор 104 рабочего времени, инрые с его выхода поступают на вход
52 усилителя 44, на вход делителя 41 и на вход 61 элемента 48. целитель 41 производит деление часто71330649
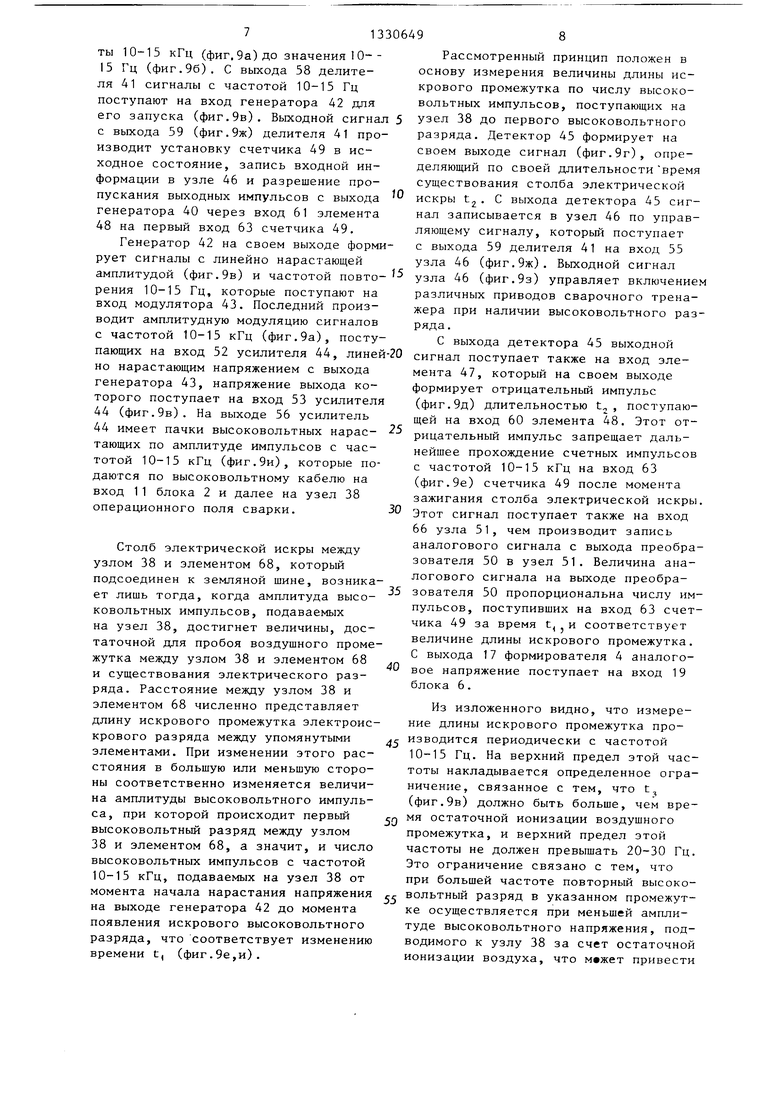
ты 10-15 кГц (фиг, 9а) до значения 10-- 15 Гц (фиг.96). С выхода 58 делителя 41 сигналы с частотой 10-15 Гц поступают на вход генератора 42 для его запуска (фиг.9в). Выходной сигнал 5 с выхода 59 (фиг.9ж) делителя 41 производит установку счетчика 49 в исходное состояние, запись входной информации в узле 46 и разрешение пропускания выходных импульсов с выхода генератора 40 через вход 61 элемента 48 на первый вход 63 счетчика 49.
Генератор 42 на своем выходе формирует сигналы с линейно нарастающей
10
8
Рассмотренный принцип положен в основу измерения величины длины искрового промежутка по числу высоковольтных импульсов, поступающих на узел 38 до первого высоковольтного разряда. Детектор 45 формирует на своем выходе сигнал (фиг.9г), определяющий по своей длительности время существования столба электрической искры t. С выхода детектора 45 сигнал записывается в узел 46 по управляющему сигналу, который поступает с выхода 59 делителя 41 на вход 55 узла 46 (фиг.9ж). Выходной сигнал
различных приводов сварочного тренажера при наличии высоковольтного разряда.
С выхода детектора 45 выходной
25
амплитудой (фиг.9в) и частотой повто- - узла 46 (фиг.9з) управляет включением рения 10-15 Гц, которые поступают на вход модулятора 43. Последний производит амплитудную модуляцию сигналов с частотой 10-15 кГц (фиг.9а), поступающих на вход 52 усилителя 44, линей-20 сигнал поступает также на вход элемента 47, который на своем выходе формирует отрицательный импульс (фиг.9д) длительностью t,, , поступающей на вход 60 элемента 48. Этот отрицательный импульс запрещает дальнейшее прохождение счетных импульсов с частотой 10-15 кГц на вход 63 (фиг.9е) счетчика 49 после момента зажигания столба электрической искры. Этот сигнал поступает также на вход 66 узла 51, чем производит запись аналогового сигнала с выхода преобразователя 50 в узел 51. Величина аналогового сигнала на выходе преобразователя 50 пропорциональна числу импульсов, поступивших на вход 63 счетчика 49 за время t, и соответствует величине длины искрового промежутка. С выхода 17 формирователя 4 аналоговое напряжение поступает на вход 19 блока 6.
но нарастающим напряжением с выхода генератора 43, напряжение выхода которого поступает на вход 53 усилителя 44 (фиг.9в). На выходе 56 усилитель 44 имеет пачки высоковольтных нарастающих по амплитуде импульсов с частотой 10-15 кГц (фиг.9и), которые подаются по высоковольтному кабелю на вход 11 блока 2 и далее на узел 38 операционного поля сварки.
Столб электрической искры между узлом 38 и элементом 68, который подсоединен к земляной шине, возникает лишь тогда, когда амплитуда высоковольтных импульсов, подаваемых на узел 38, достигнет величины, достаточной для пробоя воздушного промежутка между узлом 38 и элементом 68 и существования электрического разряда. Расстояние между узлом 38 и элементом 68 численно представляет длину искрового промежутка электроискрового разряда между упомянутыми элементами. При изменении этого расстояния в большую или меньшую стороны соответственно изменяется величина амплитуды высоковольтного импульса, при которой происходит первый высоковольтный разряд между узлом 38 и элементом 68, а значит, и число высоковольтных импульсов с частотой 10-15 кГц, подаваемых на узел 38 от момента начала нарастания напряжения на выходе генератора 42 до момента появления искрового высоковольтного разряда, что соответствует изменению времени С, (фиг.9е,и).
30
35
40
45
Из изложенного видно, что измерение длины искрового промежутка производится периодически с частотой 10-15 Гц. На верхний предел этой частоты накладывается определенное ограничение, связанное с тем, что t, (фиг.9в) должно быть больше, чем мя остаточной ионизации воздушного промежутка, и верхний предел этой частоты не должен превышать 20-30 Гц. Это ограничение связано с тем, что при большей частоте повторный высокосс вольтный разряд в указанном промежутке осуществляется при меньшей амплитуде высоковольтного напряжения, подводимого к узлу 38 за счет остаточной ионизации воздуха, что мвжет привести
5
0
8
Рассмотренный принцип положен в основу измерения величины длины искрового промежутка по числу высоковольтных импульсов, поступающих на узел 38 до первого высоковольтного разряда. Детектор 45 формирует на своем выходе сигнал (фиг.9г), определяющий по своей длительности время существования столба электрической искры t. С выхода детектора 45 сигнал записывается в узел 46 по управляющему сигналу, который поступает с выхода 59 делителя 41 на вход 55 узла 46 (фиг.9ж). Выходной сигнал
различных приводов сварочного тренажера при наличии высоковольтного разряда.
С выхода детектора 45 выходной
узла 46 (фиг.9з) управляет включением сигнал поступает также на вход элемента 47, который на своем выходе формирует отрицательный импульс (фиг.9д) длительностью t,, , поступающей на вход 60 элемента 48. Этот отрицательный импульс запрещает дальнейшее прохождение счетных импульсов с частотой 10-15 кГц на вход 63 (фиг.9е) счетчика 49 после момента зажигания столба электрической искры. Этот сигнал поступает также на вход 66 узла 51, чем производит запись аналогового сигнала с выхода преобразователя 50 в узел 51. Величина аналогового сигнала на выходе преобразователя 50 пропорциональна числу импульсов, поступивших на вход 63 счетчика 49 за время t, и соответствует величине длины искрового промежутка. С выхода 17 формирователя 4 аналоговое напряжение поступает на вход 19 блока 6.
25
- 20
- 20
30
- 20
35
- 20
40
Из изложенного видно, что измерение длины искрового промежутка производится периодически с частотой 10-15 Гц. На верхний предел этой частоты накладывается определенное ограничение, связанное с тем, что t, (фиг.9в) должно быть больше, чем время остаточной ионизации воздушного промежутка, и верхний предел этой частоты не должен превышать 20-30 Гц. Это ограничение связано с тем, что при большей частоте повторный высоковольтный разряд в указанном промежутке осуществляется при меньшей амплитуде высоковольтного напряжения, подводимого к узлу 38 за счет остаточной ионизации воздуха, что мвжет привести
к соответствующим погрешностям в определении истинного значения величины длины искрового промежутка.
Работа формирователя 5, При приб- лижении конца имитатора 1 к металлической поверхности узла 38 элемент 68, имеющий магнитные характеристики, притягивается к металлической поверхности узла 38 и находится в нормаль- ном положении по отношению к поверхности узла 38. За счет наличия сальникового уплотнения элемент 68 не изменяет своего нормального положения при изменении угла наклона корпуса 26 имитатора 1 в пределах допустимых углов наклона.
Датчики 69-72, расположенные на конце корпуса 26 эквидистантно по отношению к элементу 68, реагируют на его присутствие. Они объединены в пары, размещенные под углом 90 друг к другу так, что выдают электрические сигналы при присутствии их в поле элемента 68, причем величина этих сигналов изменяется с изменением угла наклона элемента 68 и чем ближе элемент 68 находится в какому- либо из датчиков 69-72, тем больший по величине электрический сигнал с него снимается.
Каждый из датчиков 69-72 электрически связан с входом соответствующего усилителя 73 или 74. Когда элемент 68 расположен эквидистантно по отно- шению ко всем датчикам каждой пары (ось подвижного элемента 68 совпадает с осью корпуса 26 имитатора 1), в датчиках 69-72 каждой пары вырабатываются одинаковые по величине сигналы, оп ределяющие его угловое положение по отношению к оси корпуса 26 имитатора 1. Это центральное размещение элемента 68. Если же корпус 26 имитатора 1 находится под углом к поверхности уз- ла 38 (ось элемента 68 не совпадает с осью корпуса 26 имитатора 1), верхний конец элемента 68 находится ближе к одному из датчиков пары, нежели к другому датчику той же пары, и в пер- вом из упомянутых датчиков формируетс больший сигнал. Это приводит к выработке сигнала на выходе соответствующего усилителя 73 и 74 (или на обоих сразу), величина которого определяет угол наклона корпуса 26 имитатора 1. Сигналы на выходах усилителей 73 и 74 изменяются в положительном или отрицательном диапазонах напряжения в зависимости от того, какой датчик соответствующий пары ближе к элементу 68 Поэтому на выходах усилителей 73 и 74 стоят детекторы 75 и 76, которые определяют абсолютные значения этих напряжений, элемент 77 выбирает больший по величине сигнал из совокупности выходных сигналов детекторов 75 и 76. Величина сигнала на выходе 18 формирователя 5 определяет угол наклона между осью имитатора 1 и нормалью к поверхности узла 38.
Блок 6 вырабатывает сигналы ошибок по длине искрового промежутка и углу наклона имитатора 1 при нарушении сварщиком нормативных значений этих параметров, установленных задатчика- ми 82,83 и 86.
Блок 7 в процессе обучения сварщика осуществляет регистрацию количества ошибок, допущенных сварщиком в процессе обучения по длине искрового промежутка и углу наклона имитатора 1 , а также рабочего и общего времени имитируемого сварочного процесса При ведении аномального сварочного процесса с блока 7 на головные телефоны блока 3 поступают звуковые сигналы обратной связи, оповещающ 1е сварщика о том, какой параметр имитируемого сварочного процесса не вьщер- живается им в пределах установленных норм.
Тренажер сварщика в целом работает следующим образом.
Сварщик берет в руку имитатор 1, надевает шлем блока 4, занимает исходное положение у блока 2 и начинает имитируемый сварочный процесс.
В задачу обучаемого входит движение концом имитатора 1 по имитируемой разделке кромок с нанесением траектории этого движения в виде выгоревшего следа на поверхность термочувствительной бумаги 33, с одновременной имитацией выгорания электрода и имитацией наличия имитируемой разделки кромок по всему периметру трубного соединения, а также поддержание основных параметров имитируемого сварочного процесса (длина искрового промежутка, угол наклона имитатора сварочного электрода) в заранее установленных пределах.
Обучаемый подводит конец имитатора 1 к месту начала имитируемого сварочного процесса, нажимает кнопку переключателя 8, касается концом имитато111330
pa 1 поверхности узла 38 операционного поля сварки, возбуждает искровор разряд и начинает сварочный процесс, сохраняя основные параметры сварочного процесса в пределах установленных допусков.
При этом в блоке 7 секундные импульсы с генератора 87 поступают в ка- канал oGutero времени процесса сварки
регистратора 92, в котором происходит JO рочного процесса составляет менее
подсчет и индикация в цифровом виде общего времени процесса сварки. При возбуждении искрового разряда выходной сигнал с выхода 12 формирователя
4 включает привод 27 имитации плавле- 15 хождения того или иного сварочного ния электрода, привод 31 вращения лентопротяжного механизма и привод 36 намотки термочувствительной бумаги. Последние два привода позволяют имитировать сварку трубы большого 20 диаметра. Причем термочувствительная бумага 33 должна перемещаться в направлении, противоположном направлению вращения лентопротяжного механизма 3(1. Упомянутый сигнал также 25 .поступает на вход 16 блока 7, где разрешается прохождение секундных импульсов с генератора 87 в канал рабочего времени процесса сварки регистратора 91.30
При нарушении сварщиком установленных длины искрового промежутка и угла наклона имитатора сварочного электрода упомянутые секундные импараметра в ошибочном состоянии. По показаниям индикаторов 97,101,105,1 и записанной траектории движения ко ца имитатора 1 сварочного электрода судят о качестве проведенного имити руемого сварочного процесса. При до тижении сварщиком хороших психомото ных навыков правильного ведения сва рочного процесса при установленных начальных условиях, допуски по осно ным контролируемым параметрам сваро ного процесса уменьшают и процесс обучения повторяют при данных более сложных начальных условиях.
Таким образом, тренажер сварщика обеспечивает выработку правильных психомоторных навыков у обучаемого сварщика сварки труб большого диаме ра за счет применения новых и более
пульсы поступают в канал длины искро- точных измерительных устройств длины
вого промежутка регистратора 89 или в канал угла наклона имитатора сварочного электрода регистратора 90. На головные телефоны блока 3 также поступают звуковые сигналы обратной 40 связи, оповещающие обучаемого сварщика о его ошибках. Если сварщик не нарушает основных параметров сварочного процесса, то на головные телефоны блока 3 поступает шумоподобный сигнал нормального сварочного процесса с выхода В генератора 3.
искрового промежутка и угла наклона имитатора сварочного электрода, а также за счет более правильной имитации трубного соединения большого диаметра.
Формула изобретения
1 . Тренажер сварщика, содержащий имитатор сварочного электрода, блок моделирования объекта сварки и блок сигнализации, отличающий- с я тем, что, с целью расширения дидактических возможностей тренажера, в него введены формирователь импульсов величины дуги, формирователь импульсов величины угла наклона электрода, блок контроля действий оператора, состоящий из первого, второго и третьего компараторов, первого второго и третьего задатчиков эталонного напряжения и элемента ИЛИ, и блок регистрации, состоящий из первого и второго генераторов, переключателя
Осуществляя симуляционные движения, концом имитатора 1 над поверхностью блока 2 с помощью искрового разряда, наносят на поверхности термочувствительной бумаги 33 траекторию движения конца имитатора 1 на имитируемый разделке кромок. По оставшемуся следу судят, насколько профессиональными и правильными были тактильные действия сварщика в процессе проведения сеанса сварки, что
9
12
является документацией регистрации результата этого имитируемого сварочного процесса. При проведении повторного сеанса термочувствительную бумагу 33 заменяют.
На индикаторах 97 и 101 визуально отображается число допущенных ошибок. Если время нахождения в ошибке-того или иного параметра имитируемого сваодной секунды, то такая ошибка считается кратковременной и не фиксируется если же гораздо больше - то через каждую секунду фиксируется время нахождения того или иного сварочного
параметра в ошибочном состоянии. По показаниям индикаторов 97,101,105,108 и записанной траектории движения конца имитатора 1 сварочного электрода судят о качестве проведенного имитируемого сварочного процесса. При достижении сварщиком хороших психомоторных навыков правильного ведения сварочного процесса при установленных начальных условиях, допуски по основным контролируемым параметрам сварочного процесса уменьшают и процесс обучения повторяют при данных более сложных начальных условиях.
Таким образом, тренажер сварщика обеспечивает выработку правильных психомоторных навыков у обучаемого сварщика сварки труб большого диаметра за счет применения новых и более
искрового промежутка и угла наклона имитатора сварочного электрода, а также за счет более правильной имитации трубного соединения большого диаметра.
Формула изобретения
1 . Тренажер сварщика, содержащий имитатор сварочного электрода, блок моделирования объекта сварки и блок сигнализации, отличающий- с я тем, что, с целью расширения дидактических возможностей тренажера, в него введены формирователь импульсов величины дуги, формирователь импульсов величины угла наклона электрода, блок контроля действий оператора, состоящий из первого, второго и третьего компараторов, первого второго и третьего задатчиков эталонного напряжения и элемента ИЛИ, и блок регистрации, состоящий из первого и второго генераторов, переключателя
и первого, второго, третьего и четвертого регистраторов, управляющие входы которых соединены с выходом переключателя, вход которого подключен к выходу первого генератора, информа- ционные входы первого,второго и третьего регистраторов соединены с выходами соответственно элемента ИЛИ, третьего компарат ора и первым выходом
15
формирователя импульсов величины ду- 10 ги, подключенным к входу имитатора сварочного электрода, первому входу элемента ИЛИ и первому входу блока моделирования объекта сварки, второй вход которого соединен с вторым выходом формирователя импульсов величины дуги, третий выход которого подключен к первым входам первого и второго компараторов, вторые входы которых соединены соответственно с выходами первого и второго задатчиков эталонного напряжения, а выходы - с вторым и третьим входами элемента ИЛИ соответственно, первый и второй входы второго генератора подключены соответственно к выходам третьего компаратора и элемента ИЛИ, а выход - к входу блока сигнализации, первый вход третьего компаратора соединен
и первым входом элемента И-НЕ, второй вход которого подключен к выходу элемента памяти, а третий вход - к выходу первого генератора, соединенному с первым входом усилителя и входом делителя частоты, второй выход которого подключен к входу второго генератора, выход которого соединен с входом модулятора, второй вход усилителя подключен к выходу модулятора, первый выход является третьим выходом формирователя, а второй выход соединен с входом детектора, выход которого подключен к входу элемента памяти и информационному входу первого узла памяти, выход которого является первым выходом формирователя.
3. Тренажер поп.1, отлича- 20 ю щ и и с я тем, что в нем формирователь импульсов величины угла наклона электрода содержит элемент ИЛИ, выход которого является выходом формирователя, первый и второй детекторы, 25 выходы которых соединены соответственно с первым и вторым входами элемента ИЛИ, первый.и второй дифференциальные усилители, выходы которых подключены
к входам первого и второго детекторов с выходом формирователя импульсов ве- 30 соответственно, первый и второй датчи- личины угла наклона электрода, а вто- ки магнитного поля, выходы которых рой вход - к выходу третьего задатчи- соединены с первым и вторым входами ка эталонного напряжения.первого дифференциального усилителя
2. Тренажер по п.1, отличаю- соответственно, третий и четвертый щ и и с я тем, что в нем формирова- 35 датчики магнитного поля, выходы кото- тель импульсов величины дуги содержит рых подключены соответственно к пер- первый генератор, делитель частоты, вому и второму входам второго диффе- второй генератор, модулятор, усили- ренциального усилителя, и магнитный
тель, детектор, первый узел памяти.
элемент памяти, элемент И-НЕ, счетчик 40 магнитного поля и индуктивно с ними цифроаналоговый преобразователь и связанный.
второй узел памяти, выход которого 4. Тренажер по п.1, о т л и ч а- является вторым выходом формирователя, ю щ и и с я тем, что в нем блок мо- управляющий вход подключен к выходу делирования объекта сварки содержит элемента памяти, а информационный 45 лентопротяжный механизм, первый и вход - к выходу цифроаналогового пре- второй входы которого являются соот- образователя, входы которого соедине- ветствующими входами блока, привод,
кинематически связанный с лентопротяжным механизмом, формирователь уп- 50 равляющих импульсов, выход которого соединен с входом привода, а вход - с первым входом лентопротяжного механизма.
ны с соответствующими выходами счетчика, информационный вход которого подключен к выходу элемента И-НЕ, а управляющий вход - к первому выходу делителя частоты, соединенному с управляющим входом первого узла памяти
и первым входом элемента И-НЕ, второй вход которого подключен к выходу элемента памяти, а третий вход - к выходу первого генератора, соединенному с первым входом усилителя и входом делителя частоты, второй выход которого подключен к входу второго генератора, выход которого соединен с входом модулятора, второй вход усилителя подключен к выходу модулятора, первый выход является третьим выходом формирователя, а второй выход соединен с входом детектора, выход которого подключен к входу элемента памяти и информационному входу первого узла памяти, выход которого является первым выходом формирователя.
3. Тренажер поп.1, отлича- ю щ и и с я тем, что в нем формирователь импульсов величины угла наклона электрода содержит элемент ИЛИ, выход которого является выходом формирователя, первый и второй детекторы, выходы которых соединены соответственно с первым и вторым входами элемента ИЛИ, первый.и второй дифференциальные усилители, выходы которых подключены
элемент, размещенный между датчиками
25
58
CpL/ffZ
.З
34
J4
N
X
/
Д
Jf
7/
t
77
Ш
фа г 6
h-{±.
20
L.
7У
/
..
.|U1 ггттШПЖ
1 rrtTfrnltTTI. f
Составитель А, Карлов Редактор М. Келемеш Техред Л.Сердюкова Корректор Г. Решетник
Заказ 3585/51 Тираж 433Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
(риа.З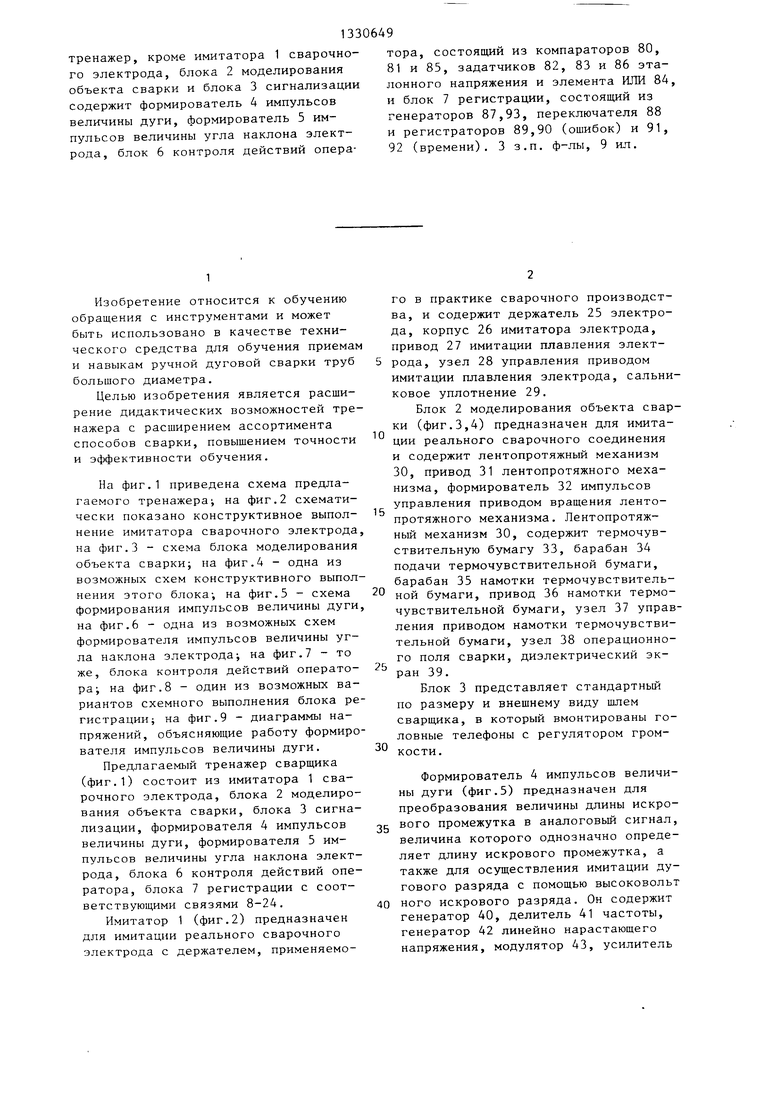
| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер сварщика | 1988 |
|
SU1594588A1 |
| Тренажер сварщика | 1984 |
|
SU1374271A1 |
| Тренажер для обучения навыкам ведения сварки | 1985 |
|
SU1295434A1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| Тренажер сварщика | 1986 |
|
SU1488148A1 |
| Тренажер сварщика | 1989 |
|
SU1665342A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |

Изобретение относится к обучению обращения с инструментами. Оно обеспечивает выработку правильных психомоторных навыков у обучаемого сварщика по поддержанию нормативных длины искрового промежутка, угла наклона имитатора сварочного электрода и скорости ведения имитируемого сварочного продесса при имитации сварки труб большого диаметра. Цель изобретения - расширение дидактических возможностей тренажера. С этой делью сварочный 75 (Л оо 00 о О5 4; х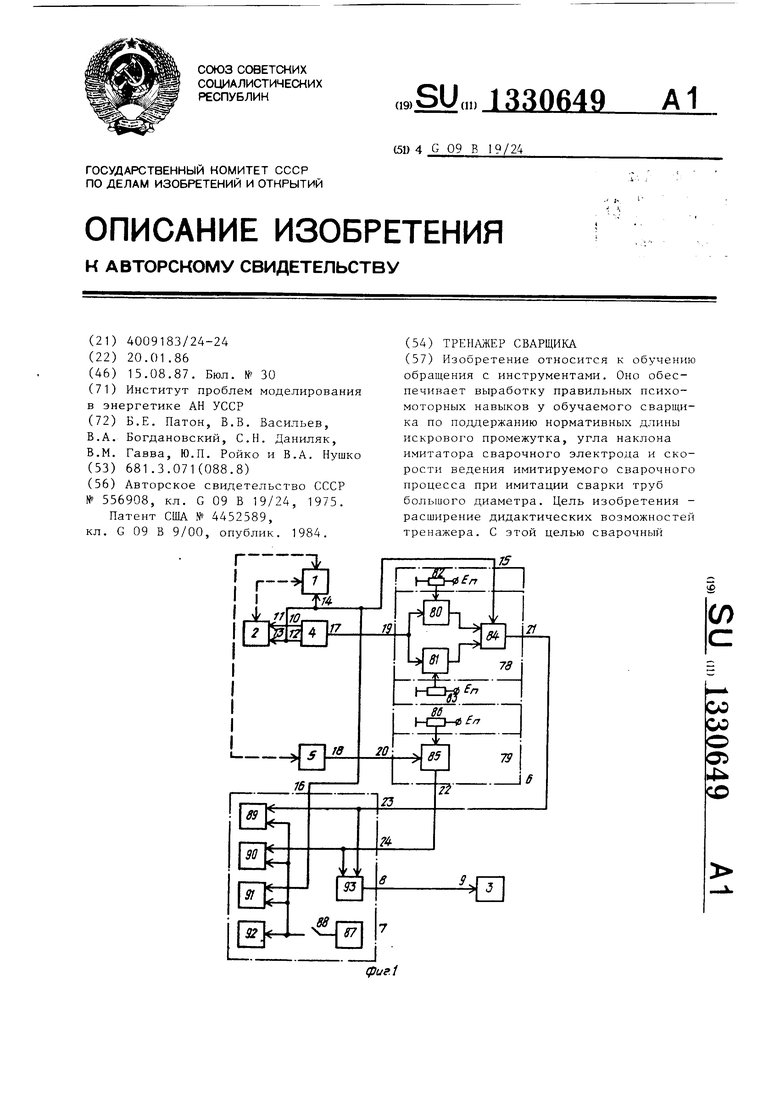
| Тренажер для обучения сварщиков приемам ручной дуговой сварки | 1975 |
|
SU556908A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Патент США № 4452589, кл | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
