Изобретение относится к оборудованию для комплектования смешанных пачек печатной продукции, например газет, журналов, и может быть использовано в газет- но-журнальных экспедициях в типографиях.
Целью изобретения является повышение производительности комплекса для набора пачек печатной продукции.
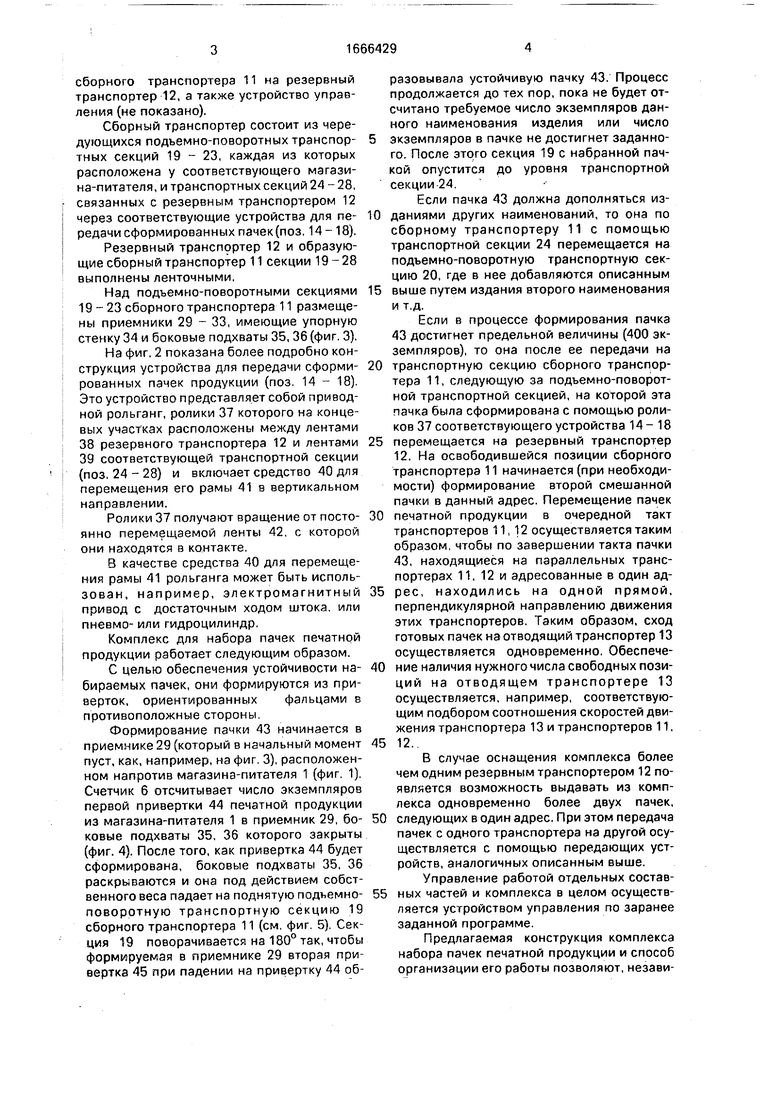
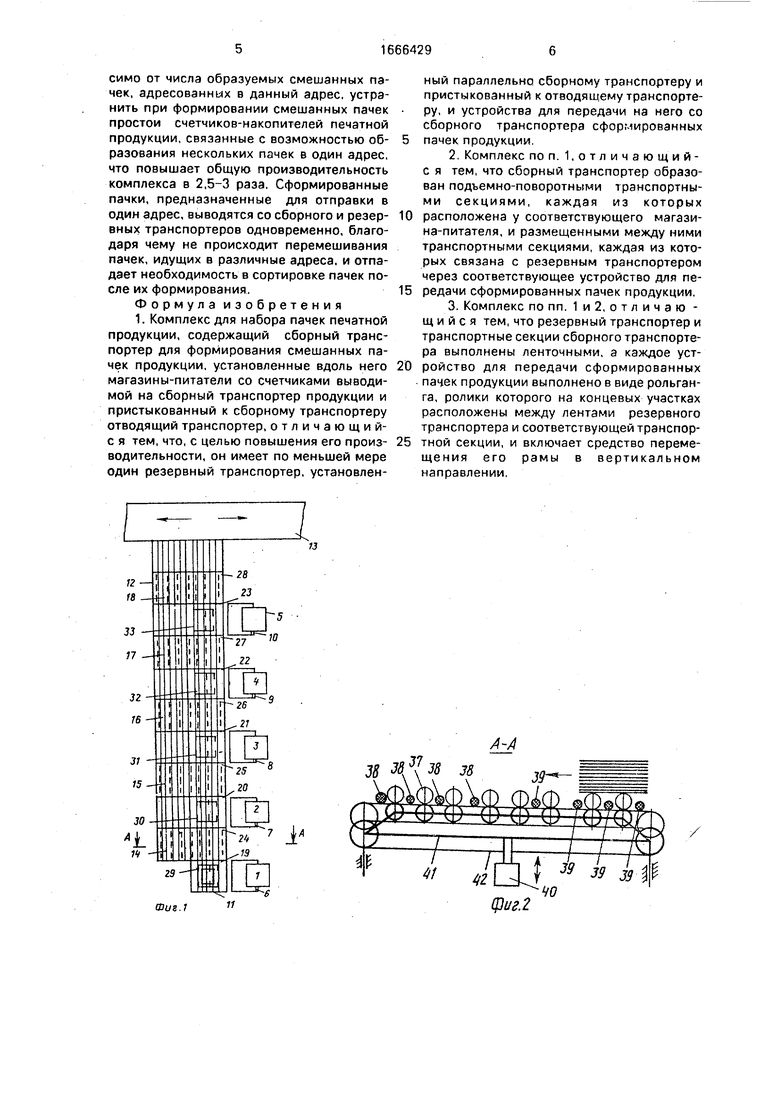
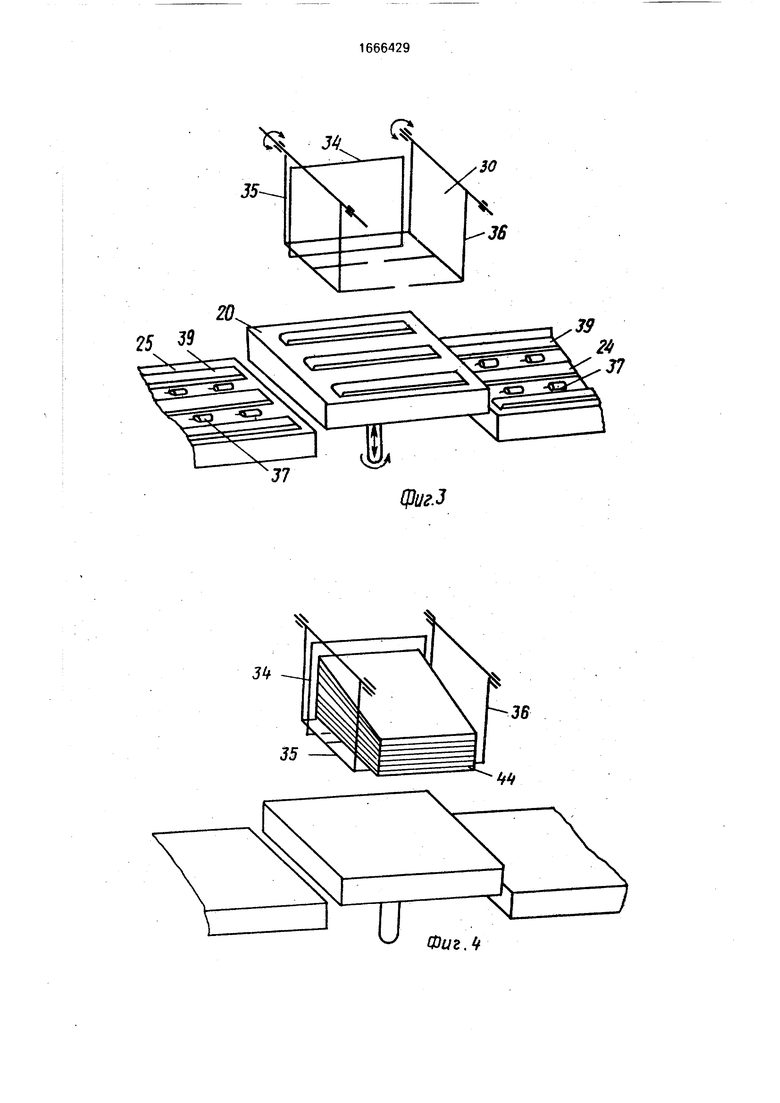
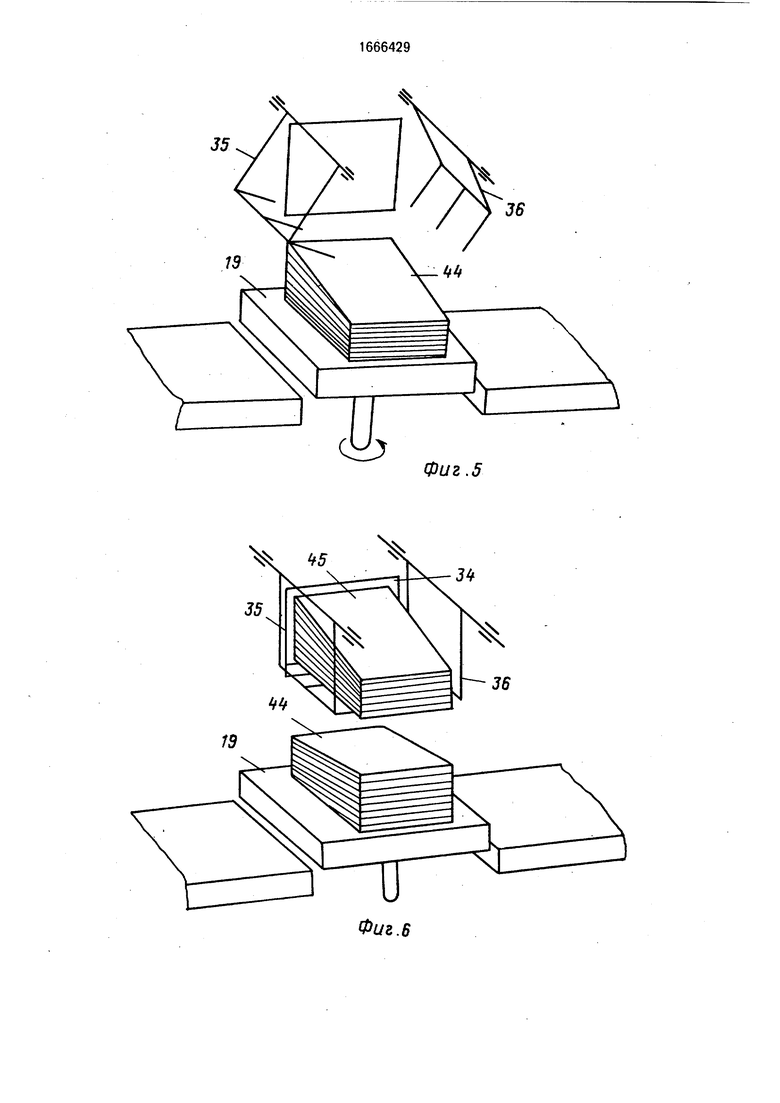
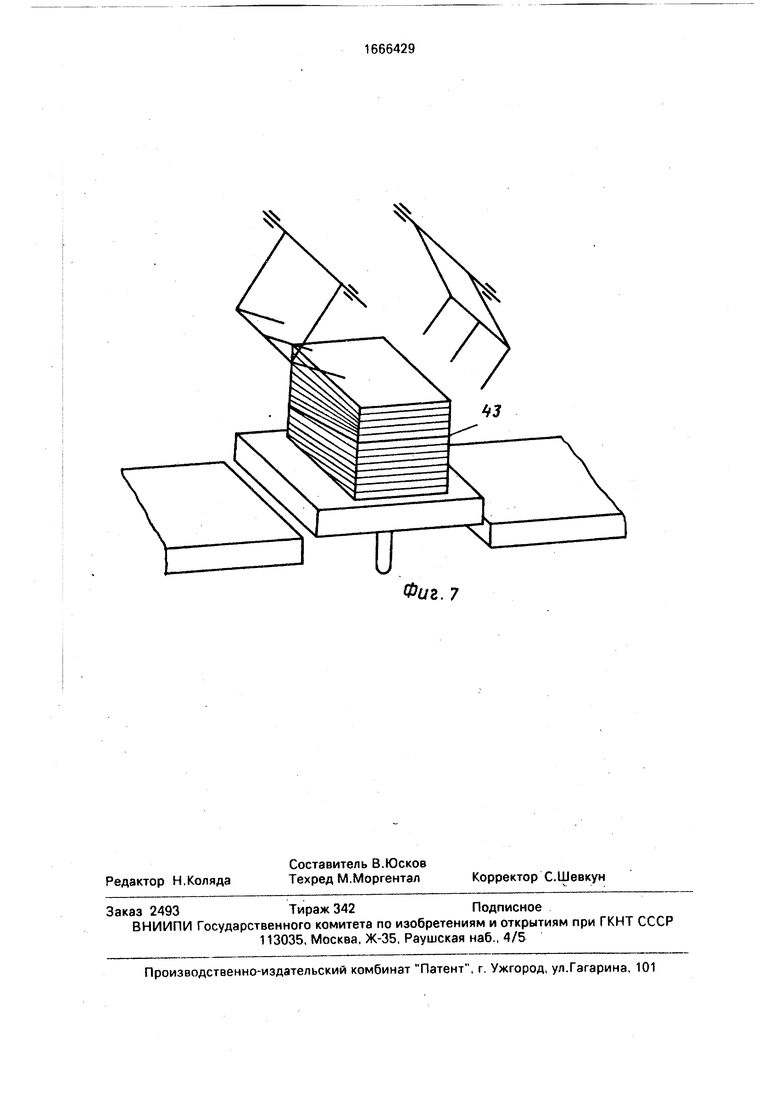
На фиг. 1 изображена принципиальная технологическая схема комплекса для набора пачек печатной продукции; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - конструктивное выполнение сборного транспортера; на фиг. 4 - 7 - различные стадии формирования пачки изделий.
Комплекс для набора пачек печатной продукции включает в себя ряд магазинов- питателей 1 - 5 со счетчиками 6-10 выводимой из них продукции, расположенных вдоль одной из боковых сторон сборного транспортера 11 или над ним и обеспечивающих вывод на этот транспортер требуемого числа экземпляров печатной продукции,
Параллельно сборному транспортеру 11 расположен по меньшей мере один резерв- ныи транспортер 12. Оба транспортера 11 и 12 пристыкованы к отводящему транспортеру 13 (стрелками показаны направления отвода пачек продукции) В состав комплекса входят также устройства 14- 18 для передачи сформированных пачек продукции -со
о о о
ь. ю о
сборного транспортера 11 на резервный транспортер 12, а также устройство управления (не показано).
Сборный транспортер состоит из чередующихся подъемно-поворотных транспортных секций 19 - 23, каждая из которых расположена у соответствующего магазина-питателя, и транспортных секций 24 - 28, связанных с резервным транспортером 12 через соответствующие устройства для передачи сформированных пачек(поз. 14-18).
Резервный транспортер 12 и образующие сборный транспортер 11 секции 19 - 28 выполнены ленточными,
Над подъемно-поворотными секциями 19-23 сборного транспортера 11 размещены приемники 29 - 33, имеющие упорную стенку 34 и боковые подхваты 35, 36 (фиг. 3).
На фиг. 2 показана более подробно конструкция устройства для передачи сформированных пачек продукции (поз. 14 - 18). Это устройство представляет собой приводной рольганг, ролики 37 которого на концевых участках расположены между лентами
38резервного транспортера 12 и лентами
39соответствующей транспортной секции (поз. 24 - 28) и включает средство 40 для перемещения его рамы 41 в вертикальном направлении.
Ролики 37 получают вращение от постоянно перемещаемой ленты 42, с которой они находятся в контакте.
В качестве средства 40 для перемещения рамы 41 рольганга может быть использован, например, электромагнитный привод с достаточным ходом штока, или пневмо- или гидроцилиндр.
Комплекс для набора пачек печатной продукции работает следующим образом.
С целью обеспечения устойчивости набираемых пачек, они формируются из при- верток, ориентированных фальцами в противоположные стороны.
Формирование пачки 43 начинается в приемнике 29 (который в начальный момент пуст, как, например, на фиг. 3), расположенном напротив магазина-питателя 1 (фиг. 1). Счетчик 6 отсчитывает число экземпляров первой привертки 44 печатной продукции из магазина-питателя 1 в приемник 29, боковые подхваты 35, 36 которого закрыты (фиг. 4). После того, как привертка 44 будет сформирована, боковые подхваты 35, 36 раскрываются и она под действием собственного веса падает на поднятую подъемно- поворотную транспортную секцию 19 сборного транспортера 11 (см. фиг. 5). Секция 19 поворачивается на 180° так,чтобы формируемая в приемнике 29 вторая привертка 45 при падении на привертку 44 образовывала устойчивую пачку 43. Процесс продолжается до тех пор, пока не будет отсчитано требуемое число экземпляров данного наименования изделия или число
экземпляров в пачке не достигнет заданного. После этого секция 19 с набранной пачкой опустится до уровня транспортной секции 24.
Если пачка 43 должна дополняться из0 даниями других наименований, то она по сборному транспортеру 11 с помощью транспортной секции 24 перемещается на подъемно-поворотную транспортную секцию 20, где в нее добавляются описанным
5 выше путем издания второго наименования и т.д.
Если в процессе формирования пачка 43 достигнет предельной величины (400 экземпляров), то она после ее передачи на
0 транспортную секцию сборного транспортера 11, следующую за подъемно-поворотной транспортной секцией, на которой эта пачка была сформирована с помощью роликов 37 соответствующего устройства 14-18
5 перемещается на резервный транспортер 12. На освободившейся позиции сборного транспортера 11 начинается (при необходимости) формирование второй смешанной пачки в данный адрес. Перемещение пачек
0 печатной продукции в очередной такт транспортеров 11,12 осуществляется таким образом, чтобы по завершении такта пачки 43, находящиеся на параллельных транспортерах 11, 12 и адресованные в один ад5 рее, находились на одной прямой, перпендикулярной направлению движения этих транспортеров. Таким образом, сход готовых пачек на отводящий транспортер 13 осуществляется одновременно. Обеспече0 ние наличия нужного числа свободных пози- ций на отводящем транспортере 13 осуществляется, например, соответствующим подбором соотношения скоростей движения транспортера 13 и транспортеров 11,
5 12.
В случае оснащения комплекса более чем одним резервным транспортером 12 появляется возможность выдавать из комплекса одновременно более двух пачек,
0 следующих в один адрес. При этом передача пачек с одного транспортера на другой осуществляется с помощью передающих устройств, аналогичных описанным выше. Управление работой отдельных состав5 ных частей и комплекса в целом осуществляется устройством управления по заранее заданной программе.
Предлагаемая конструкция комплекса набора пачек печатной продукции и способ организации его работы позволяют, независимо от числа образуемых смешанных пачек, адресованных в данный адрес, устранить при формировании смешанных пачек простои счетчиков-накопителей печатной продукции, связанные с возможностью об- разования нескольких пачек в один адрес, что повышает общую производительность комплекса в 2,5-3 раза, Сформированные пачки, предназначенные для отправки в один адрес, выводятся со сборного и резер- вных транспортеров одновременно, благодаря чему не происходит перемешивания пачек, идущих в различные адреса, и отпадает необходимость в сортировке пачек после их формирования. Формула изобретения 1. Комплекс для набора пачек печатной продукции, содержащий сборный транспортер для формирования смешанных пачек продукции, установленные вдоль него магазины-питатели со счетчиками выводимой на сборный транспортер продукции и пристыкованный к сборному транспортеру отводящий транспортер, отличающий- с я тем, что, с целью повышения его произ- водительности, он имеет по меньшей мере один резервный транспортер, установленный параллельно сборному транспортеру и пристыкованный к отводяшему транспортеру, и устройства для передачи на него со сборного транспортера сформированных пачек продукции.
2.Комплекс по п. 1,отличающий- с я тем, что сборный транспортер образован подъемно-поворотными транспортными секциями, каждая из которых расположена у соответствующего магазина-питателя, и размещенными между ними транспортными секциями, каждая из которых связана с резервным транспортером через соответствующее устройство для передачи сформированных пачек продукции.
3.Комплекс по пп. 1и 2, отличаю - щ и и с я тем, что резервный транспортер и транспортные секции сборного транспортера выполнены ленточными, а каждое устройство для передачи сформированных пачек продукции выполнено в виде рольганга, ролики которого на концевых участках расположены между лентами резервного транспортера и соответствующей транспортной секции, и включает средство перемещения его рамы в вертикальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комплектования печатной корреспонденции, установка для его осуществления и устройство для поштучной выдачи и транспортировки корреспонденции | 1990 |
|
SU1750748A1 |
| Способ экспедирования комплектов периодической печати по маршрутам | 1984 |
|
SU1294389A1 |
| Комплекс для экспедирования газет | 1986 |
|
SU1359233A1 |
| Устройство для комплектования пачек печатной продукции | 1981 |
|
SU1030284A1 |
| ПОДВЕСНОЙ ЛОТОК | 2005 |
|
RU2297783C2 |
| ЛИНИЯ НАБОРА НОСЫЛОВ ПЕЧАТИ В ГАЗЕТНО- ЖУРНАЛЬНЫХ ЭКСПЕДИЦИЯХ | 1972 |
|
SU341540A1 |
| Система для автоматической упаковки журналов и газет для каждого отдельного газетного киоска | 2016 |
|
RU2705283C2 |
| Машина для набора комплектов печатной корреспонденции | 1990 |
|
SU1747201A1 |
| Устройство для экспедирования газет к поточным линиям обработки газет | 1987 |
|
SU1460010A1 |
| УСТРОЙСТВО ДЛЯ НАБОРА ПЕЧАТНОЙ КОРРЕСПОНДЕНЦИИ | 1991 |
|
RU2009721C1 |
Изобретение относится к оборудованию для комплектования смешанных пачек печатной продукции, например газет, журналов, и может быть использовано в типографиях в экспедиционных процессах. Изобретение направлено на повышение производительности комплекса для набора пачек печатной продукции. В состав данного комплекса входят сборный транспортер, установленные вдоль него магазины-питатели со счетчиками выводимой на сборный транспортер продукции и пристыкованный к сборному транспортеру отводящий транспортер. Достижение цели обеспечивается вводом в состав комплекса по меньшей мере одного резервного транспортера, который установлен параллельно сборному транспортеру и также пристыкован к отводящему транспортеру, и устройств для передачи на резервный транспортер со сборного транспортера сформированных пачек продукции. Предпочтительным является выполнение сборного транспортера из чередующихся подъемно-поворотных транспортных секций для приема продукции от магазинов-питателей и размещенных между ними транспортных секций, каждая из которых связана с резервным транспортером посредством соответствующего устройства для передачи сформированной пачки. 2 з.п.ф-лы, 7 ил.
38 38
7ш Js
V0
фиг.2
30
Щиг.З
Фиг Л
35
с
X. 5 Х,
Ш I
36
Фиг.5
36
Фиг. 6
Фиг. 7
| Мольнар К | |||
| Планирование развития сети почтовой связи.-М.: Радио и связь, 1987, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
