Изобретение относится к экспедиционному оборудованию и может быть иепользовано в полиграфической про- мьшшеиности и в почтовой связи.
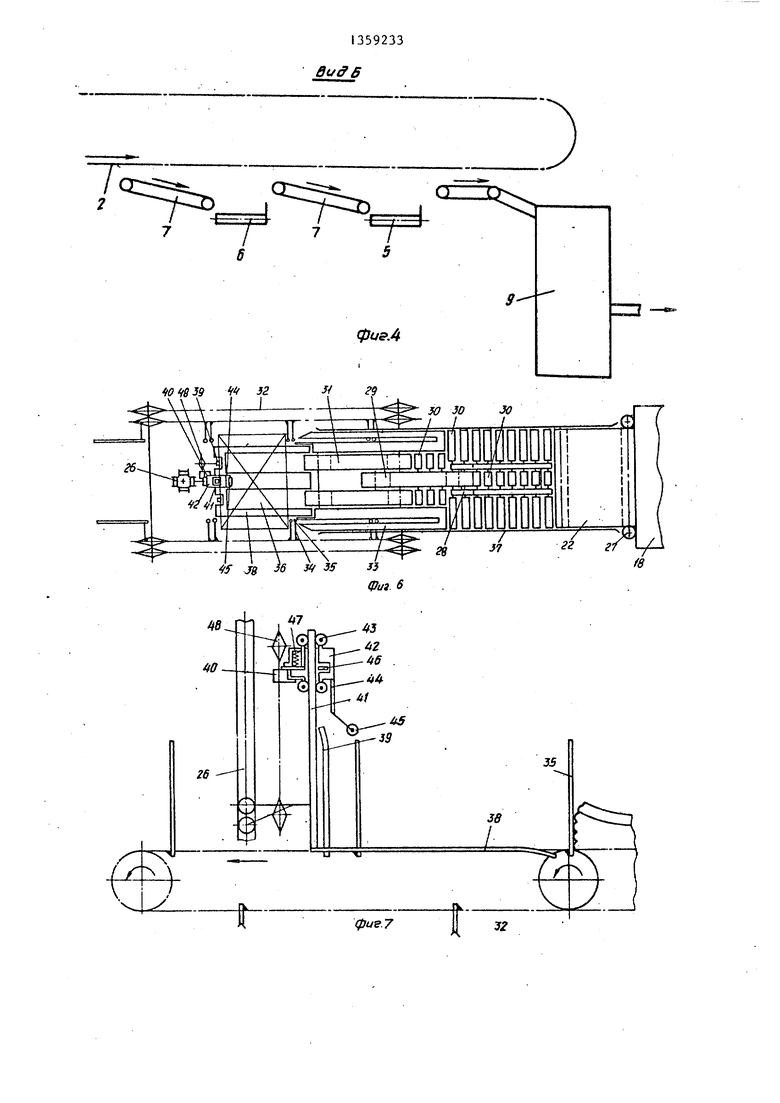
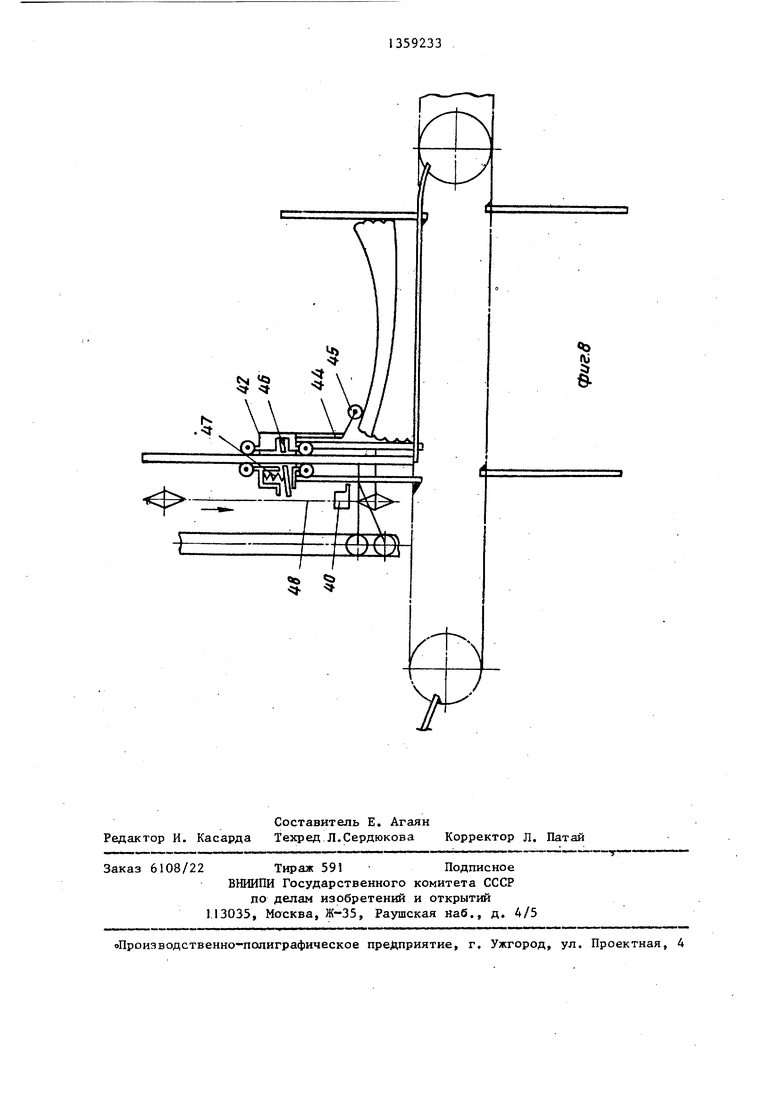
Цель изобретения - расширение тех нрлогических возможностей комплекса. На фиг. 1 изображена типовая схема комплекса для экспедирования газет с расположением транспортера для подачи продукции на упаковочную линию формирования малых и адресных посылов под транспортером для подачи продукции на резервную упаковочную линию, вид сверху; на фиг. 2 - то же, формирование малых и адресных посылов - на одном уровне, вид сверху; на фиг. 3 - схема механизмов для передачи продукции с подводящих транспортеров упаковочных линий по наименованиям продукции, вид А на фиг. 1| на фиг. 4 - вид В на фиг. 2; на фиг. 5 - схема устройства для накапливания полуфабрикатов сборных стоп, вид сбоку; на фиг. 6 - то же, вид сверху; на фиг. 7 - схема грузовой платформы в зоне загрузки при размещении каретки с прижимом в верхнем положении, вид сбоку; на фиг. 8- то же, в 1}ижнем положении, вид сбоку Комплекс для экспедирования газет содержит четыре упаковочных линий 1 по наименованиям продукции, каждую с подводящим транспортером 2, упаковочную линию 3 формирования малых и адресных посылов, резервную упаковочную линию 4, транспортер 5 для подачи продукции на линию 3, транспортер 6 дпя подачи продукции на линию 4, механизмы 7 для передачи продукции с каждого транспортера 2 на линии 3 и 4, систему автоматического управлени (не показана). Линии 1, 3 и 4 установлены параллельно одна другой, а транспортеры 5 и 6 - перпендикулярно линиям 1,3,4.
Транспортеры 5 и 6-размещены либо на одном уровне, либо один под другим. В последнем случае механизмы 7 оснащены переводной стрелкой 8. По- следняя выполнена в виде ленточного транспортера с механизмом переключения ее положения, имеющим привод от гидроцилиндра (не показан).
Выводные ветви транспортеров 2 смонтированы над механизмами 7 и входами упаковочных линий 1. Входы линий 3 и 4 связаны посредством перпендикулярно установленных ленточных транспортеров, соответственно, с транспортерами 5 и 6. Каждый транспортер 2 представляет собой конвейер с центральными захватами для поэкзем- плярного ведения продукции. В свою очередь, транспортеры 5 и 6 вьтолне- ны в виде ленточных транспортеров. Каждый из транспортеров 2, 5, 6 ос- нащен электроприводом (не показаны). Приводы этих транспортеров и механизмов 7 связаны с системой автоматического управления.
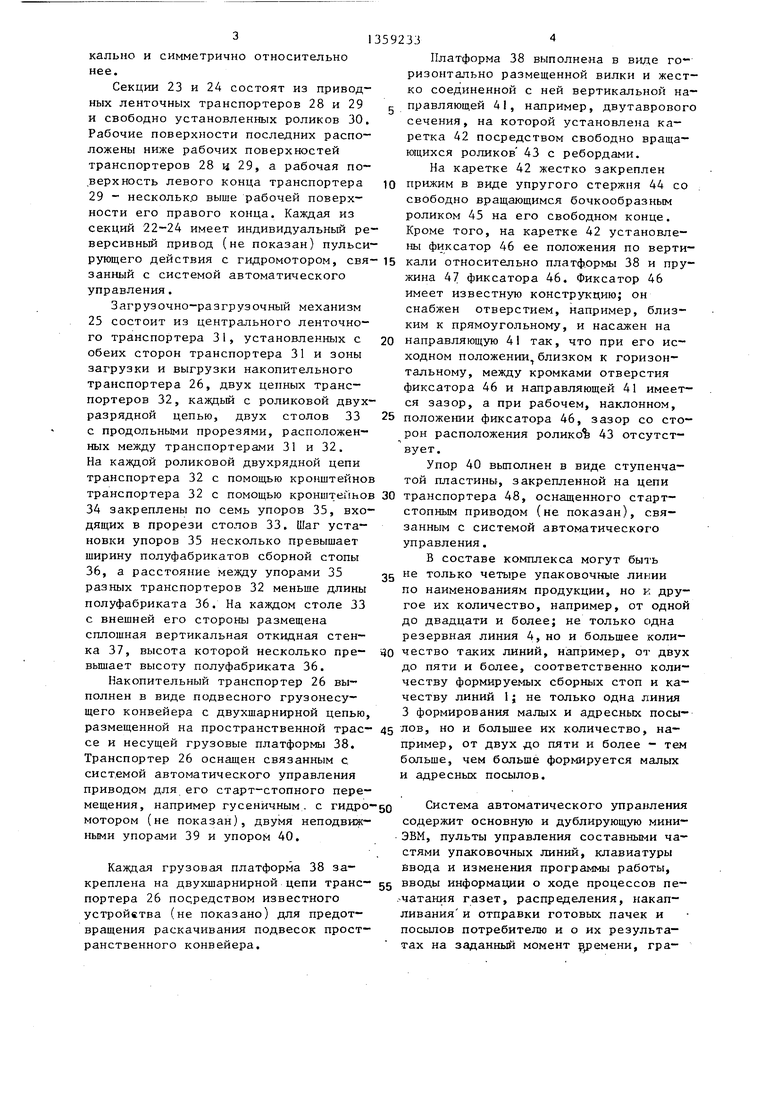
В состав каждой линии 1 входят последовательно установленные уст- ройство 9 для комплектования стоп газет, адресовальное устройство 10, устройство 11 для упаковывания стоп продукции, устройство 12 для одинар- ного обвязывания стоп продукции.
В состав линии 3 входят последовательно установленные адресовальное устройство 13 для адресных посылов, устройство 14 для комплектования при- верток из газет, адресовальное устройство 15, устройство 16 для упаковывания малых и адресных стоп продукции.
В состав линии 4 входят последова- тельно установленные устройство 17 для накапливания полуфабрикатов сборных стоп, устройство 18 для комплектования сборных стоп, адресовальное устройство 19, устройство 20 для упа- ковывания стоп продукции и устройство 21 для обвязывания стоп продукции. Причем устройство 18, 20, 21 аналогичны, соответственно, устройствам 9, 11, 12, установленным на линии 1, а устройства 13, 16, 19 - устройствам 10.
В состав каждой линии 1, 2, 4 входят также три промежуточных транспортера для стоп и пачек газет и выводной транспортер, например, ленточные.
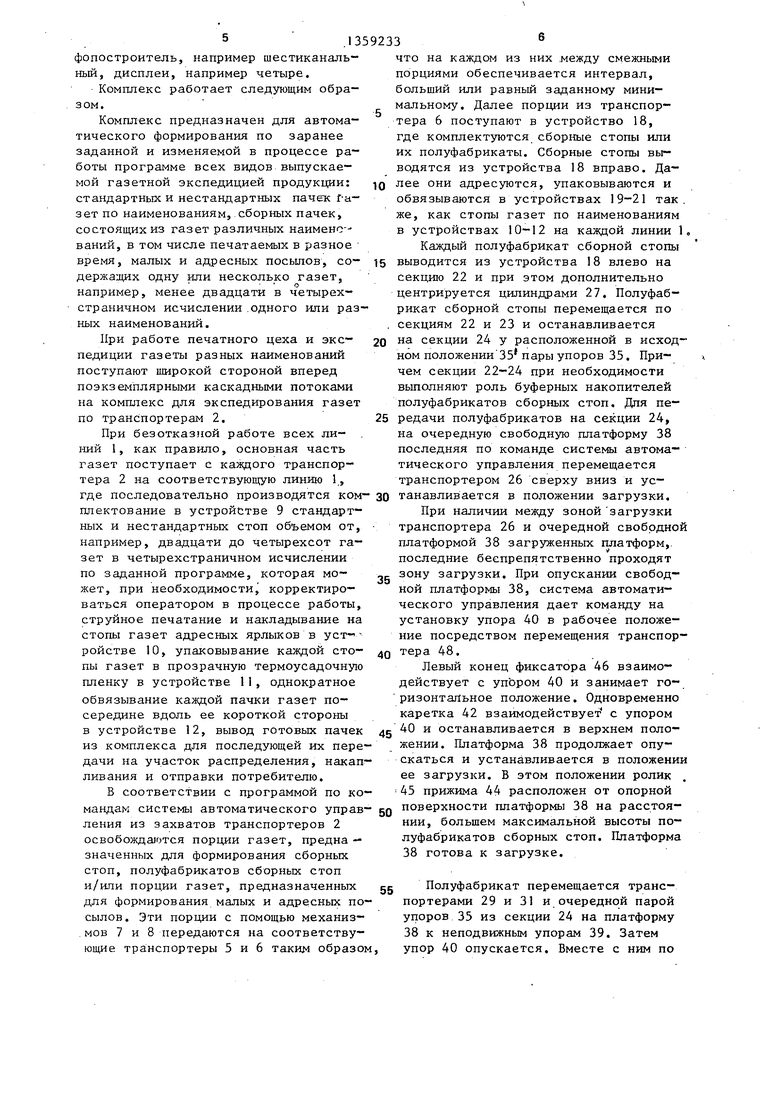
Устройство 17 для накапливания полуфабрикатов сборных стоп установ-; лено возле устройства 18 и состоит из последовательно установленных трехсекционного реверсивного транспортера 22-24, загрузочно-разгрузоч- ного механизма 25 и накопительного транспортера 26. Ленточная секция 22 оснащена устройством центрирования полуфабрикатов сборных стоп.продукции, выполненным в виде двух цилиндров 27 с реверсивным электроприводом (не показан), установленных вертикально и симметрично относительно нее.
Секции 23 и 24 состоят из приводных ленточных транспортеров 28 и 29 и свободно установленных роликов 30. Рабочие поверхности последних расположены ниже рабочих поверхностей транспортеров 28 и 29, а рабочая по- .верхность левого конца транспортера 29 - нескольк.о выше рабочей поверхности его правого конца. Каждая из секций 22-24 имеет индивидуальный ре- версивньш привод (не показан) пульси-
рующего действия с гидромотором, свя- 15 кали относительно платф.ормы 38 и прузанный с системой автоматического управления.
Загрузочно-разгрузочный механизм 25 состоит из центрального ленточного транспортера 31, установленных с обеих сторон транспортера 31 и зоны загрузки и выгрузки накопительного транспортера 26, двух цепных транс-
жина 47 фиксатора 46. Фиксатор 46 имеет известную конструкцию; он снабжен отверстием, например, близким к прямоугольному, и насажен на 20 направляющую 41 так, что при его исходном положении близком к горизонтальному, между кромками отверстия фиксатора 46 и направляющей 41 имеется зазор, а при рабочем, наклонном.
портеров 32, каждый с роликовой двухразрядной цепью, двух столов 33 25 положении фиксатора 46, зазор со сто- с продольными прорезями, расположен- рон расположения роликоЪ 43 отсутст- ных между транспортерами 31 и 32. На каждой роликовой двухрядной цепи транспортера 32 с помощью кронштейнов
вует.
Упор 40 выполнен в виде ступенчатой пластины, закрепленной на цепи
транспортера 32 с помощью кронштейнов 30 транспортера 48, оснащенного старт- 34 закреплены по семь упоров 35, вхо- стопным приводом (не показан), свя-
дящих в прорези столов 33. Шаг установки упоров 35 несколько превышает ширину полуфабрикатов сборной стопы 36, а расстояние между упорами 35 разных транспортеров 32 меньше длины полуфабриката 36. На каждом столе 33 с внешней его стороны размещена сплошная вертикальная откидная стен-
ка 37, высота которой несколько пре- вд чество таких линий, например, от двух
вышает высоту полуфабриката 36.
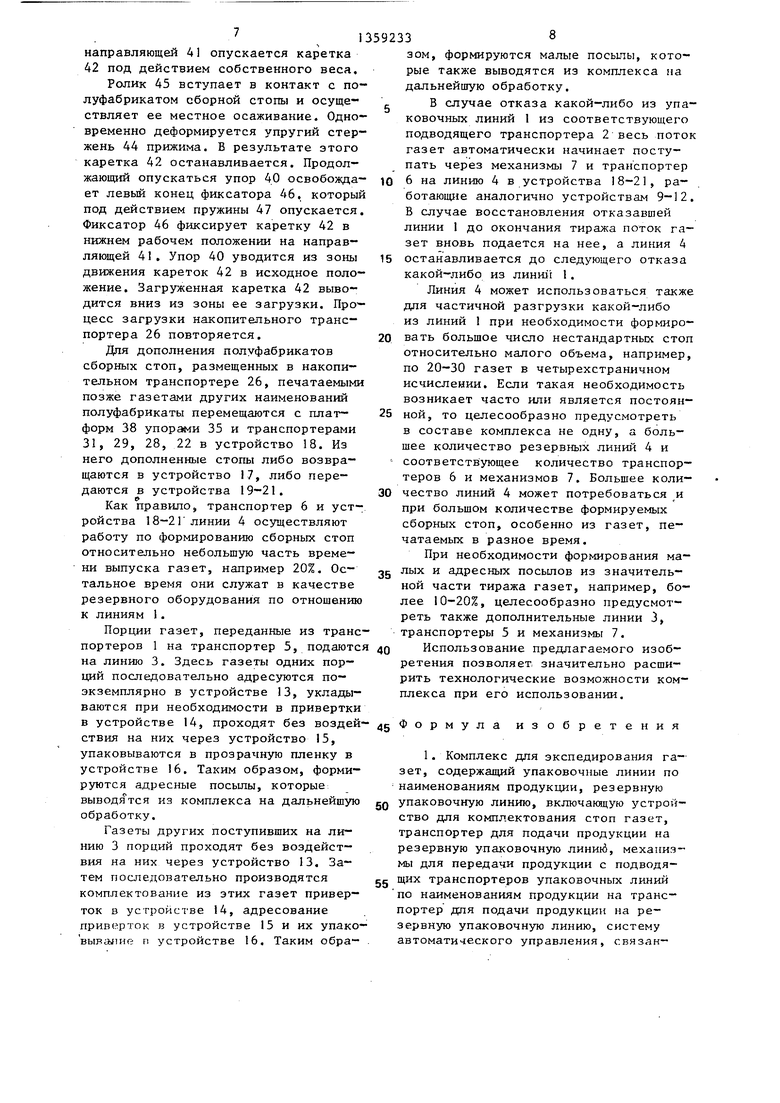
Накопительный транспортер 26 выполнен в виде подвесного грузонесу- щего конвейера с двухшарнирной цепью.
больше, чем больше формируется малых и адресных посылов.
размещенной на пространственной трас- 45 лов, но и большее их количество, на- се и несущей грузовые платформы 38. пример, от двух до пяти и более - тем Транспортер 26 оснащен связанным с системой автоматического управления приводом для его старт-стопного перемещения, например гусеничным, с гидро-50 мотором (не показан), двумя неподвижными упорами 39 и упором 40.
Система автоматического управления содержит основную и дублирующую мини- ЭВМ, пульты управления составными частями упаковочных линий, клавиатуры Каждая грузовая платформа 38 за- ввода и изменения программы работы, креплена на двухшарнирной цепи транс- 55 вводы информации о ходе процессов пе- портера 26 посредством известного .чатания газет, распределения, накап- устройетва (не показано) для предотвращения раскачивания подвесок пространственного конвейера.
ливания и отправки готовых пачек и посылов потребителю и о их результатах на заданный момент рдэемени, гра-
- -
1359233
Платформа 38 выполнена в виде го ризонтапьно размещенной вилки и жестко соединенной с ней вертикальной на- с правляющей 41, например, двутаврового
сечения, на которой установлена каретка 42 посредством свободно вращающихся роликов 43 с ребордами.
На каретке 42 жестко закреплен прижим в виде упругого стержня 44 со свободно вращающимся бочкообразным роликом 45 на его свободном конце. Кроме того, на каретке 42 установлены фиксатор 46 ее положения по верти-
жина 47 фиксатора 46. Фиксатор 46 имеет известную конструкцию; он снабжен отверстием, например, близким к прямоугольному, и насажен на направляющую 41 так, что при его исходном положении близком к горизонтальному, между кромками отверстия фиксатора 46 и направляющей 41 имеется зазор, а при рабочем, наклонном.
положении фиксатора 46, зазор со сто- рон расположения роликоЪ 43 отсутст-
положении фиксатора 46, зазор со сто- рон расположения роликоЪ 43 отсутст-
вует.
Упор 40 выполнен в виде ступенчатой пластины, закрепленной на цепи
занным с системой автоматического управления.
В составе комплекса могут быть 3g не только четыре упаковочные линии по наименованиям продукции, но к другое их количество, например, от одной до двадцати и более; не только одна резервная линия 4, но и большее колидо пяти и более, соответственно количеству формируемых сборных стоп и качеству линий 1; не только одна линия 3 формирования малых и адресных посы-
больше, чем больше формируется малых и адресных посылов.
лов, но и большее их количество, на- пример, от двух до пяти и более - тем
Система автоматического управления содержит основную и дублирующую мини- ЭВМ, пульты управления составными частями упаковочных линий, клавиатуры ввода и изменения программы работы, вводы информации о ходе процессов пе- .чатания газет, распределения, накап-
ливания и отправки готовых пачек и посылов потребителю и о их результатах на заданный момент рдэемени, гра-
фопостроитель, например шестиканаль- ный, дисплеи, например четыре.
Комплекс работает следующим образом.
Комплекс предназначен для автоматического формирования по заранее заданной и изменяемой в процессе работы программе всех видов выпускаемой газетной экспедицией продукции: стандартных и нестандартных пачек Газет по наименованиям, сборных пачек, со стоящих из газет различных наименс ваний, в том числе печатаемых в разное время, малых и адресных посылов, содержащих одну или несколько газет, например, менее двадцати в четырех- страничном исчислении .одного или разных наименований.
При работе печатного цеха и экспедиции газеты разных наименований поступают широкой стороной вперед поэкземплярными каскадными потоками на комплекс для экспедирования газе по транс:портерам 2,
При безотказной работе всех линий 1, как правило, основная часть газет поступает с каждого транспортера 2 на соответствующую линию 1,
где последовательно производятся ком- ЗО танавливается в положении загрузки.
плектование в устройстве 9 стандартных и нестандартных стоп объемом от, например, двадцати до четырехсот газет в четырехстраничном исчислении по заданной программе, которая может, при необходимости корректироваться оператором в процессе работы, струйное печатание и накладывание на стопы газет адресных ярлыков в уст-ройстве 10, упаковывание каждой сто- д тера 48,
пы газет в прозрачную термоусадочную пленку в устройстве 11, однократное обвязывание каждой пачки газет посередине вдоль ее короткой стороны
в устройстве 12, вывод готовых пачек 45 останавливается в верхнем поло- из комплекса для последующей их пере- жении. Платформа 38 продолжает опускаться и устанавливается в положении ее загрузки, В этом положении ролик
дачи на участок распределения, накапливания и отправки потребителю,
В соответствии с программой по командам системы автоматического управ- 50 поверхности платформы 38 на расстоя- ления из захватов транспортеров 2 освобождаются порции газет, предна - значенных для формирования сборных стоп, полуфабрикатов сборных стоп
и/или порции газет, предназначенных gg Полуфабрикат перемещается транс- для формирования малых и адресных по- портерами 29 и 31 и очередной парой сылов. Эти порции с помощью механиз- упоров 35 из секции 24 на платформу мов 7 и 8 передаются на соответству- 38 к неподвижным упорам 39, Затем ющие транспортеры 5 и 6 таким образом, упор 40 опускается. Вместе с ним по
45 прижима 44 расположен от опорной
НИИ, большем максимальной высоты полуфабрикатов сборных стоп. Платформа 38 готова к загрузке.
что на каждом из них между смежными порциями обеспечивается интервал, больший или равный заданному минимальному. Далее порции из транспортера 6 поступают в устройство 18, где комплектуются сборные стопы или их полуфабрикаты. Сборные стопы выводятся из устройства 18 вправо. Да-
лее они адресуются, упаковываются и обвязываются в устройствах 19-21 так. же, как стопы газет по наименованиям в устройствах 10-12 на каждой линии 1, Каждый полуфабрикат сборной стопы
выводится из устройства 18 влево на секцию 22 и при этом дополнительно центрируется цилиндрами 27, Полуфабрикат сборной стопы перемещается по секциям 22 и 23 и останавливается
на секции 24 у расположенной в исходном положении 35 пары упоров 35, Причем секции 22-24 при необходимости выполняют роль буферных накопителей полуфабрикатов сборных стоп, Дпя пе-
редачи полуфабрикатов на секции 24, на очередную свободную платформу 38 последняя по команде системы автоматического управления перемещается транспортером 26 сверху вниз и ус-
При наличии между зоной загрузки транспортера 26 и очередной свободной платформой 38 загруженных платформ,, последние беспрепятственно проходят зону загрузки. При опускании свободной платформы 38, система автоматического управления дает команду на установку упора 40 в рабочее положение посредством перемещения транспорЛевый конец фиксатора 46 взаимодействует с уп ором 40 и занимает горизонтальное положение. Одновременно каретка 42 взаимодействует с упором
поверхности платформы 38 на расстоя-
45 прижима 44 расположен от опорной
поверхности платформы 38 на расстоя-
НИИ, большем максимальной высоты полуфабрикатов сборных стоп. Платформа 38 готова к загрузке.
направляющей 41 опускается каретка 42 под действием собственного веса.
Ролик 45 вступает в контакт с полуфабрикатом сборной стопы и осуществляет ее местное осаживание. Одновременно деформируется упругий стержень 44 прижима. В результате этого каретка 42 останавливается. Продолжающий опускаться упор 40 освобождает левый конец фиксатора 46. которы под действием пружины 47 опускается Фиксатор 46 фиксирует каретку 42 в нижнем рабочем положении на направляющей 41 . Упор 40 уводится из зоны движения кареток 42 в исходное положение. Загруженная каретка 42 выводится вниз из зоны ее загрузки. Процесс загрузки накопительного транспортера 26 повторяется.
Для дополнения полуфабрикатов сборных стоп, размещенных в накопительном транспортере 26, печатаемым позже газетами других наименований полуфабрикаты перемещаются с платформ 38 упорж и 35 и транспортерами 31, 29, 28, 22 в устройство 18. Из него дополненные стопы либо возвращаются в устройство 17, либо передаются в устройства 19-21.
Как правило, транспортер 6 и устройства 18-2 Г линии 4 осуществляют работу по формированию сборных стоп относительно небольшую часть времени выпуска газет, например 20%. Остальное время они служат в качестве резервного оборудования по отношени к линиям 1.
Порции газет, переданные из транпортеров 1 на транспортер 5, подают на линию 3. Здесь газеты одних порций последовательно адресуются по- экземплярно в устройстве 13, укладываются при необходимости в привертк в устройстве 14, проходят без возде ствия на них через устройство 15, упаковываются в прозрачную пленку в устройстве 16. Таким образом, формируются адресные посылы, которые выводятся из комплекса на дальнейшу обработку.
Газеты других поступивших на линию 3 порций проходят без воздействия на них через устройство 13. Затем последовательно производятся комплектование из этих газет привер ток в устройстве 14, адресование приверток в устройстве 15 и их упак вывалне в устройстве 16. Таким обра
зом, формируются малые посьшы, кото-
Ф о р
рые также выводятся из комплекса па дальнейшую обработку.
В случае отказа какой-либо из упаковочных линий 1 из соответствующего подводящего транспортера 2 весь поток газет автоматически начинает поступать через механизмы 7 и транспортер 6 на линию 4 в устройства 18-21, работающие аналогично устройства 1 9-12. В случае восстановления отказавшей линии 1 до окончания тиража поток газет вновь подается на нее, а линия 4 останавливается до следующего отказа
какой-либо из ЛИНИ 1 .
Линия 4 может использоваться также для частичной разгрузки какой-либо из линий 1 при необходимости формировать большое число нестандартных стоп относительно малого объема, например, по 20-30 газет в четырехстраничном исчислении. Если такая необходимость возникает часто или является постоянной, то целесообразно предусмотреть в составе комплекса не одну, а большее количество резервных линий 4 и соответствующее количество транспортеров 6 и механизмов 7. Большее количество линий 4 может потребоваться и при большом количестве формируемых сборных стоп, особенно из газет, печатаемых в разное время.
При необходимости формирования малых и адресных посьшов из значительной части тиража газет, например, более 10-20%, целесообразно предусмотреть также дополнительные линии 3, транспортеры 5 и механизмы 7.
Использование предлагаемого изобретения позволяет, значительно расширить технологические возможности комплекса при его использовании.
мула изобретения
Ф о р
1. Комплекс для экспедирования газет, содержащий упаковочные линии по наименованиям продукции, резервную упаковочную линию, включаклцую устройство для комплектования стоп газет, транспортер для подачи продукции на резервную упаковочную лини|й, механизмы для передачи продукции с подводя- щих транспортеров упаковочных линий по наименованиям продукции на транспортер для подачи продукции на резервную упаковочную линию, систему aBTOMaTH jecKoro управления, связан-
ную с механизмами для передачи продукции и испытательными органами упа- кб1вочных линий, отличающий- с я тем, что, с целью расширения его технологических возможностей, резервная упаковочная линия снабжена устройством для накапливания полуфабрикатов сборных стоп продукции, включающим накопительный транспортер с грузовыми платформами и приводом для его старт-стопного выборочного перемещения, загрузочно- разгрузочный механизм для загрузки грузовых гшат- форм накопительного транспортера полуфабрикатами сборных стоп продукции и выгрузки продукции с них и имеющий индивидуальньш привод реверсив- }1ый транспортер для передачи полуфабрикатов сборных стоп продукции от устройства для комплектования стоп газет к загрузочно-разгрузочному механизму и обратно, при этом приводы накопительного и реверсивного транспортеров и загрузочно-разгрузочного механизма связаны с системой автоматического управления.
2. Комплекс по п. 1, отличающийся тем, что он содержит по крайней мере одну упаковочную линию формирования малых и адресных посылов и транспортер для подачи на нее продукции с подводящих транспортеров упаковочных линий по наименованиям продукции.
3 Комплекс по пп. 1 и 2, отличающийся тем, что он имеет механизмы для передачи продукции с подводящих транспортеров упаковочных линий по наименованиям продукции на транспортер для подачи продукции на упаковочную линию формирования малых и адресных посылов.
связанные с системой автоматического управления.
4.Комплекс по пп. 1 и 2, отличающийся тем, что транспортеры для подачи продукции на резервную упаковочную линию и упаковочную линию формирования малых и адресных посьшов размещены один под другим, а каждый механизм для передачи продукции с подводящих транспортеров. упаковочных линий по наименованиям продукции снабжен переводной стрелкой для выборочного направления продукции на размещенные один под другим транспортеры.
5.Комплекс по п. 1, отличающийся тем, что каждая
грузовая платформа накопительного
транспортера имеет каретку с подпружиненным фиксатором и закрепленным на ней прижимом в виде упругого стержня с роликом на конце и снабжена расположенной перпендикулярно к ее
опорной плоскости направляющей, на которой установлена каретка с прижимом, а устройство для накапливания полуфабрикатов сборных стоп продукции снабжено приводным упором для расфик-
сации фиксатора каретки грузовой
платформы накопительного транспортера при расположении грузовой платформы в зоне ее загрузки и выгрузки, причем привод приводного упора связан с
системой автоматического управления.
6.Комплекс по пп. 1 и 5, отличающийся тем, что загру- зочИо-разгрузочный механизм устройст-
ва для накапливания полуфабрикатов сборных стоп продукции вьтолнен в виде реверсивного транспортера со смонтированными на нем толкателями.
fS f3 J9 i4 го/5 2( f6 4 3
4-1
У
7
CMfH
H I //7
-g 4O 2 Iptlff.t
7 le ,3 tSf furSffrs 3 ti
n и/д/Д/ и / / /
tlff.t
{JOOO CMHtO -CMMJO
S JO // r фиг. 2
видА
фие.З
Buff Б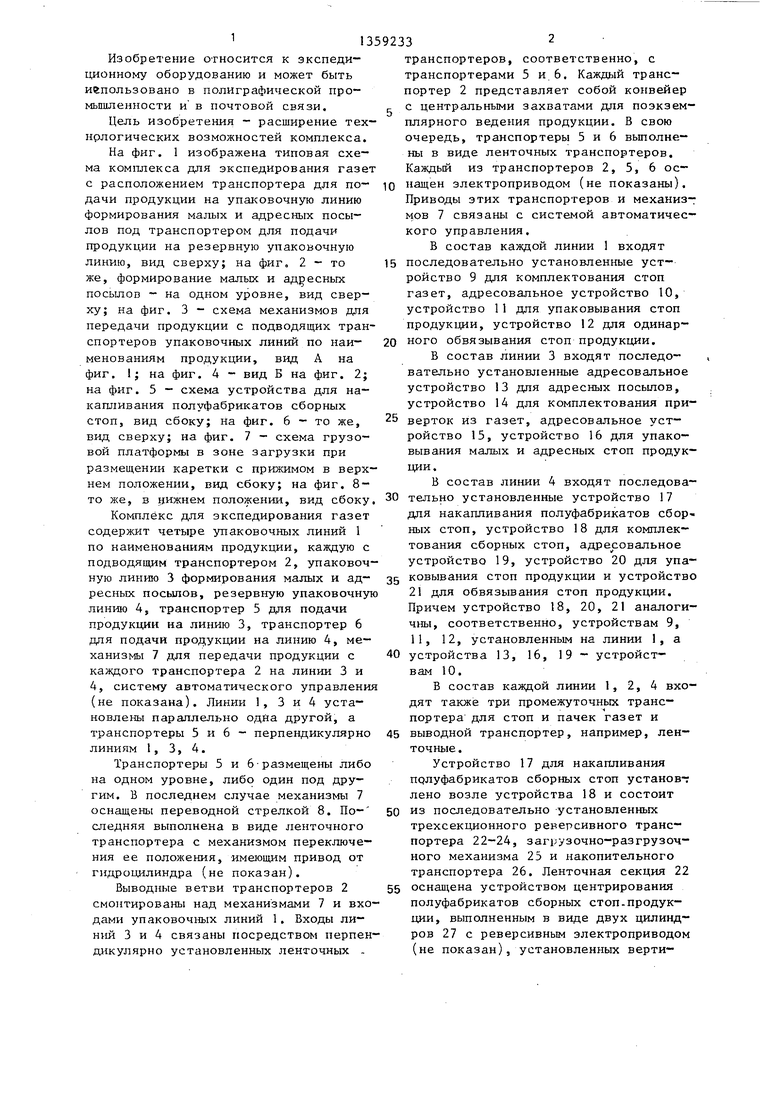
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ НАБОРА НОСЫЛОВ ПЕЧАТИ В ГАЗЕТНО- ЖУРНАЛЬНЫХ ЭКСПЕДИЦИЯХ | 1972 |
|
SU341540A1 |
| Система для распределения печатной продукции по пунктам назначения | 1987 |
|
SU1618715A1 |
| Способ экспедирования комплектов периодической печати по маршрутам | 1984 |
|
SU1294389A1 |
| Устройство для экспедирования газет к поточным линиям обработки газет | 1987 |
|
SU1460010A1 |
| Комплекс для набора пачек печатной продукции | 1988 |
|
SU1666429A1 |
| Автоматическая линия Свиноренко для технологической обработки радиоэлементов | 1986 |
|
SU1426755A1 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| КОМПЛЕКС СОРТИРОВКИ И НАКАПЛИВАНИЯ ПОСЫЛОК | 2013 |
|
RU2566316C2 |

Изобретение относится к полиграфической промьпЕленности, в частности к комплексу для экспедирования газет, и позволяет расширить технологические возможности ко тлекса. Комплекс снабжен резервно-упаковочной линией устройства для накапливания полуфабрикатов сборных стоп продукции, включакяцей накопительный транспортер 26 с грузовыми платформами 38, именнцими каретку 4g с подпружиненным фиксатором 46 и прижимом 44 с роликом на конце 45, установленным на направляющей 41, загрузочно-раз- грузочный механизм 25, оснащенный толкателями, и реверсивный транспортер 22, при этом приводы указанных механизмов связаны с системой автоматического управления. Комплекс содержит упаковочную линию формирования малых и адресных посылов и транспортер для подачи на нее продукции, оснащенный механизмами для передачи продукции с подводящих транспортеров, 5 з.п. ф-лы, 8 ил. (Л со ел со Ю со со /777/ /7
7
Ц г
фигЛ
0 48 JP f 2
A
«f J8
Ч
| Проспект фирмы Фераг Швейцария | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
