чг
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регистрации временных и информационных процессов | 1986 |
|
SU1363258A1 |
| Устройство для автоматического измерения динамических характеристик быстродействующих аналого-цифровых преобразователей | 1980 |
|
SU892705A1 |
| КОДОИМПУЛЬСНОЕ ПЕРЕДАЮЩЕЕ УСТРОЙСТВО С СОКРАЩЕНИЕМ ИЗБЫТОЧНОСТИ ИНФОРМАЦИИ | 2001 |
|
RU2234738C2 |
| Многоканальное устройство обегающего контроля | 1982 |
|
SU1087964A1 |
| Многоканальное устройство ввода аналоговой информации | 1987 |
|
SU1418726A1 |
| Устройство для измерения скорости перемещения | 1989 |
|
SU1732281A1 |
| Многоканальная система для анализа формы и регистрации аналоговых процессов | 1983 |
|
SU1149242A1 |
| МИКРОПРОЦЕССОР ВВОДА-ВЫВОДА ИНФОРМАЦИИ | 1992 |
|
RU2042182C1 |
| Устройство для сбора данных о работе ЭВМ | 1982 |
|
SU1121679A1 |
| Система передачи и приема сигналов контроля | 1981 |
|
SU999081A1 |

Изобретение относится к машиностроению, а именно к станкам с ЧПУ для подсчета количества обработанных деталей. Цель изобретения - расширение области применения устройства за счет учета простоев станков. Устройство содержит блок 1 логических преобразований, регистры 5, 11, 15, трансформатор тока 3, компаратор 4, элементы И 8, 10 и 18, блоки 6, 12 и 16 ключей, счетчики 7 и 14, элемент ИЛИ 13, генератор 17 импульсов, триггер 19, распределитель 21 и блок 20 регистрации. Устройство позволяет определить простои оборудования при поломке инструмента, аварийных остановах и т. д. 1 з.п. ф-лы, 4 ил.
сь а
VJ
Ю
ю
ю
Фиг.
Изобретение относится к машиностроению, конкретно к подсчету количества обработанных деталей на станках с ЧПУ и является дополнительным к авт. св. № 1474707.
Цель изобретения - расширение области применения устройства путем учета простоев станков,
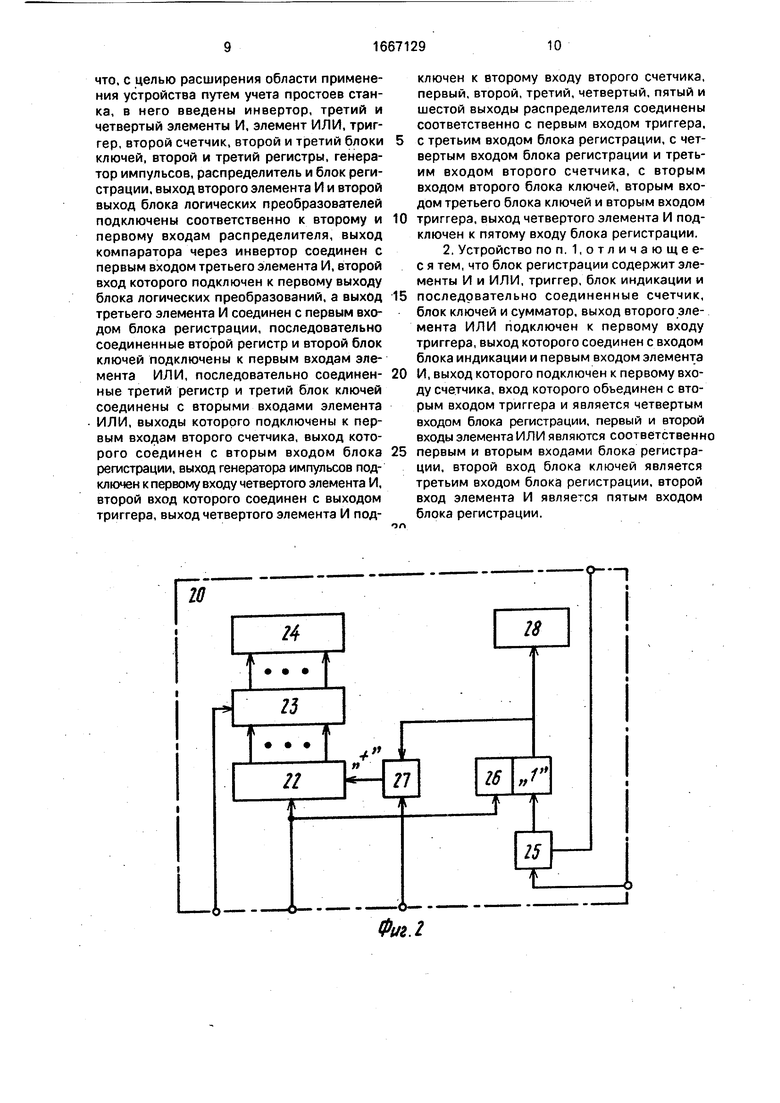
На фиг. 1 приведена блок-схема предложенного устройства; на фиг. 2 - блок-схема регистрации; на фиг. 3 - блок-схема распределителя; на фиг. 4 - команды, появляющиеся на выходах распределителя.
Устройство содержит блок 1 логических преобразований, первый элемент И 2, трансформатор 3 тока, компаратор 4, первый регистр 5, первый блок 6 ключей, первый счетчик 7, второй элемент И 8, инвертор 9, третий элемент И 10, второй регистр 11, второй блок ключей 12, первый элемент ИЛИ 13, второй счетчик 14, третий регистр 15, третий блок 16 ключей, генератор 17 импульсов, четвертый элемент И 18 и триггер 19, блок 20 регистрации, распределитель 21.
Блок регистрации содержит счетчик 22, блок 23 ключей, сумматор 24, элемент ИЛИ 25, триггер 26, элемент И 27 и блок 28 индикации.
Распределитель 21 содержит первый элемент ИЛИ 29, первый элемент 30 задержки, второй элемент 31 задержки, третий элемент 32 задержки, четвертый элемент 33 задержки, второй элемент ИЛИ 34 и пятый элемент 35 задержки.
При реализации распределителя 21 необходимо выдержать следующее соотношение времени задержки в элементах 30 задержки (первом), 31 (втором), 32 (третьем) и 33 (четвертом), т.е.
ТЗЗ 734 Г31 + Т32 .
Устройство работает следующим образом.
В качестве простоя отсчитывается превышение фактического времени выполнения (по отдельности) обработки и смены детали над запланированным (установленным расчетным или экспертным методом с учетом допуска на отклонение) и фактическое время от обнаружения поломки инструмента (или аварийного останова) до начала обработки новой детали (или продолжения обработки).
При этом исходными сигналами являются: начало обработки - команда начала программы с выхода блока 1 логических преобразований, поступающая на распределитель 21; окончание обработки - сигнал о благополучном завершении обработки, поступающий с выхода второго элемента И 8 на второй вход распределителя 21; поломка инструмента - сигнал сброса инверсного сигнала компаратора, поступающий с выхода третьего элемента И 10 на первый вход блока 20.
Для этого при подготовке управляющей
программы на участках, соответствующих процессу резания металла, записываются команды опроса усилия резания. Перед обработкой в первый регистр 5 заносится (на схеме не пбказано) контрольное число Np,
соответствующее количеству точек опроса. Оно может быть равно количеству инструментов, участвующих в обработке, или превышать его, например может быть равно количеству участков с наиболее тяжелыми
режимами обработки и т.п. Во второй регистр 11 заносится контрольное число, пропорциональное планируемому времени отработки с учетом допуска (tyn 4- Д tyn) . В третий регистр 15 заносится контрольное число, пропорциональное планируемому времени смены детали с учетом допуска (Ход + A tCA)
При пуске станка командой начала с выхода блока 1, поступающей на управляющий
вход блока 6 ключей, содержимое регистра 5 заносится в счетчик 7. Одновременно команда начала программы поступает на первый вход распределителя 21, который выдает в ответ серию сдвинутых по времени
импульсов (см. фиг. 3, 4): останов отсчета - с выхода элемента ИЛИ 29 на первый выход распределителя 21; перенос - с выхода первого элемента 30 задержки на второй выход распределителя 21; сброс - с выхода второго элемента 31 задержки на третий выход распределителя 21; занесение туп - с выхода третьего элемента 32 задержки на четвертый выход распределителя 21; занесение 1Сд - с выхода четвертого элемента задержки 33
5 на пятый выход распределителя 21; начало отсчета - с выхода элемента ИЛИ 34 через пятый элемент 35 задержки на шестой выход распределителя 21.
0 Команда Останов отсчета с первого выхода распределителя 21 устанавливает в О (подтверждает) триггер 19, который потенциалом с единичного выхода запрещает прохождение импульсов с генератора 17 че5 рез элемент И 18 на счетчик 14.
Команда Перенос с второго выхода распределителя 21 поступает через третий вход блока 20 (фиг. 2) на управляющий вход блока ключей 23. Поскольку счетчик 22 находится в исходном (нулевом) состоянии, занесения числа в сумматор 24 не производится.
Команда Сброс с третьего выхода распределителя 21 поступает на вход сброса второго счетчика 14, подтверждая его нулевое исходное состояние, а через четвертый вход блока 20 - на вход сброса счетчика 22 и нулевой вход триггера 26 подтверждая их исходное состояние.
Команда Занесение tyn с четвертого выхода распределителя 21 поступает на управляющий вход второго блока 12 ключей, в результате чего контрольное число tyn +Atyn заносится из регистра 11 через блок 12 ключей и элемент ИЛИ 13 во второй счетчик 14.
Команда Пуск отсчета с шестого выхода распределителя 21 поступает на единичный вход первого триггера 19, потенциалом с единичного выхода разрешая прохождение тактовых импульсов с генератора 17 через элемент И 18 на вход вычитания второго счетчика 14. Счетчик 14 начинает работать на вычитание (tyn).
В процессе отработки станком реальной управляющей программы с трансформатора 3 тока снимаются сигналы, пропорциональные усилию резания, которые при превышении порогового значения поступают с выхода компаратора 4 на первый вход элемента И 2, подготавливая его к прохождению команды опроса.
Команды опроса поступают с блока 1 в момент, когда инструмент должен находиться в контакте с обрабатываемой деталью. Если в этот момент процесс резания действительно происходит (есть сигнал с выхода компаратора 4), то команда опроса проходит через элемент И 2 на вычитающий вход счетчика 7 и вычитает единицу. Поскольку на элемент И 10 поступает с выхода инвертора 9 инвертированный сигнал компаратора 4, то команда опроса не проходит через элемент И 10.
Аналогичным образом производится опрос работы станка в остальных запрограммированных точках. При нормальном прохождении процесса обработки все команды опроса проходят на счетчик 7, а поскольку количество п команд опроса равно контрольному числу Np, занесенному из регистра 5 в счетчик 7 (n « Np), то к моменту окончания отработки программы содержимое счетчика 7оказывается равным нулю. т.е.
Np-n 0.
Нулевое состояние счетчика 7 открывает второй элемент И 8 для прохождения
через него сигнала с выхода блока 1. Таким образом, на выходе второго элемента И 8 появляется сигнал, фиксирующий благополучное завершение обработки детали, поступающий на второй вход распределителя 21.
Если при этом фактическое время обработки УП (tyn.t) меньше расчетного времени tyn +Дtyn , занесенного из второго регистра 11 во второй счетчик 14, то импульс
переполнения на выходе счетчика 14 не появляется. Если же вследствие каких-либо причин, например непланируемых остановов, 1Уп.ф превысит tyn +Atyn , то до момента формирования сигнала на выходе
второго элемента И 8, фиксирующего благополучное завершение обработки, на выходе второго счетчика 14 появляется сигнал переполнения, который поступает на второй вход блока 20. Этот сигнал (фиг. 2) проходит
через элемент ИЛИ 25 и устанавливает триггер 26 в единицу. Высокий потенциал с единичного выхода триггера 26 поступает в блок 28 индикации и открывает элемент И 27 для прохождения импульсов с выхода
элемента И 18 на суммирующий вход счетчика 22. Таким образом, в счетчике 22 фиксируется превышение фактического времени обработки над расчетным, т.е.
30
А 1уП.ф - ( tyn + A tyn ) .
С приходом сигнала с выхода второго элемента И 8 распределитель 21 формирует серию сдвинутых по времени импульсов
(фиг. 3, 4): останов отсчета (с выхода элемента ИЛИ 29 на первый выход распределителя 21); перенос - с выхода первого элемента 30 задержки на второй выход распределителя 21; сброс - с выхода второго элемента задержки 31 на третий выход распределителя 21; занесение 1сд - с выхода четвертого элемента 33 задержки на пятый выход распределителя 21; начало отсчета - с выхода элемента ИЛИ 34
через пятый элемент 35 задержки на шестой выход распределителя 21.
Команда Останов отсчета с первого выхода распределителя 21 устанавливает в О триггер 19, который потенциалом с единичного выхода запрещает прохождение импульсов с генератора 17 через четвертый элемент И 18 на второй счетчик 14.
Команда Перенос с второго выхода распределителя 21 поступает через третий
вход блока 20 ( фиг. 2) на управляющий вход блока 23 ключей. Этим сигналом информация из счетчика 22 переносится в сумматор 24.Команда Сброс с третьего выхода распределителя 21 поступает на вход сброса
второго счетчика 14, сбрасывая его в О, а через четвертый вход блока 20 - на вход сброса счетчика 22 и нулевой вход триггера 26, сбрасывая их в О.
Команда Занесение 1Сд с четвертого выхода распределителя 21 поступает на управляющий вход третьего блока 16 ключей. в результате чего контрольное число 1Сд + А1СД заносится из третьего регистра 15 через третий блок 16 ключей и элемент ИЛИ 13 во второй счетчик.
Команда Пуск отсчета с шестого выхода распределителя 21 поступает на единичный вход триггера 19, потенциалом с единичного выхода разрешая прохождение тактовых импульсов с генератора 17 через четвертый элемент И 18 на вход вычитания второго счетчика 14. Счетчик начинает работать на вычитание, имитируя время смены детали на станке 1сд. Реально смена детали заканчивается началом отработки программы.
Таким образом, если команда начала программы поступает из блока 1 в распределитель 21 ранее переполнения второго счетчика 14 (гсд.ф tCA + А гсд ) , то аналогично изложенному (для tyn) счетчик 22 имеет нулевое содержимое. Если же Тсд.ф tCfl + Аъд , то до появления команды начала программы второй счетчик 14 импульсом переполнения устанавливает триггер 26 в единичное состояние и открывает отсчет времени простоя в счетчике 22. С приходом на первый вход распределителя 21 команды начала программы вновь формируется серия импульсов, обеспечивающая занесение информации о времени простоя в сумматор 24, сброс счетчиков и занесение во второй счетчик 1.4 из второго регистра 11 Тед + А1Сд , т.е. во второй счетчик 14 попеременно из регистров 11 и 15 заносятся контрольные числа, пропорциональные tyn + Atyn И Тед +Atcfl, . Если фактическое время 1уп.ф tyn -Ь A tyn , а д.ф t + Atcfl , то до момента останова отсчета появления импульса переполнения второго счетчика 14 не происходит. .Если же1Уп.ф tyn + A tyn , a
1сд.ф 1сд + А 1Сд, то до окончания отсчета происходит переполнение второго счетчика 14 и начинается заполнение счетчика 22, фиксирующего время простоя, которое периодически заносится в накапливающий сумматор 24. Таким образом, начало обработки и окончание смены детали фиксируется в устройстве по реальной команде, поступающей на первый вход распределителя 21, а окончание обработки и начало смены детали фиксируется по сигналу, фиксирующему благополучное завершение обработки очередной детали и поступающему на второй вход распределителя 21.
Если в процессе обработки детали произойдет поломка какого-либо инструмента,
то в момент прохождения команды опроса с первого выхода блока 1 на выходе компаратора 4 нет разрешающего сигнала, элемент И 2 закрыт для прохождения сигнала опроса на вход счетчика 7. В результате к моменту
окончания отработки программы в счетчике 7 оказывается некоторое число А / 0, которое запрещает прохождение команды конца программы через второй элемент И 8, исключая получение ложного сигнала о благополучном завершении обработки.
Одновременно отсутствие в момент опроса разрешающего сигнала на выходе компаратора 4 (вследствие поломки инструмента) обеспечивает поступление с
выхода инвертора 9 разрешающего сигнала на управляющий вход третьего элемента И 10, в результате чего сигнал опроса, пройдя на его выход, поступает как сигнал поломки инструмента на первый вход блока 20, а
затем ( фиг. 2) через элемент ИЛИ 25 - на единичный вход триггера 26, устанавливая его в единичное состояние, высокий потенциал с единичного выхода триггера 26, поступая на вход элемента И 27, открывает его
для прохождения через него импульсов с выхода четвертого элемента И 18 на суммирующий вход третьего счетчика 22, который начинает подсчитывать время простоя.
Окончание отсчета времени простоя по
причине поломки инструмента осуществляется с приходом на первый вход распределителя 21 сигнала из блока 1. Если в результате поломки инструмента остается возможность продолжения отработки программы, то для этого необходимо занести во
второй регистр 11 число, пропорциональное
оставшемуся времени обработки, и подать
сигнал через второй вход распределителя 21.
При аварийном останове станка по другим причинам необходимо подать сигнал через первый вход блока 20, при этом отсчет простоя осуществляется аналогично учету простоя по сигналу поломки инструмента. В результате работы устройства в сумматоре
24 накапливается суммарное время простоя станка за заданное время работы. Для уменьшения времени между моментом поломки инструмента и моментом формирования сигнала Поломка необходимо
увеличивать частоту команд опроса.
Формула изобретения
что, с целью расширения области применения устройства путем учета простоев станка, в него введены инвертор, третий и четвертый элементы И, элемент ИЛИ, триггер, второй счетчик, второй и третий блоки ключей, второй и третий регистры, генератор импульсов, распределитель и блок регистрации, выход второго элемента И и второй выход блока логических преобразователей подключены соответственно к второму и первому входам распределителя, выход компаратора через инвертор соединен с первым входом третьего элемента И, второй вход которого подключен к первому выходу блока логических преобразований, а выход третьего элемента И соединен с первым входом блока регистрации, последовательно соединенные второй регистр и второй блок ключей подключены к первым входам элемента ИЛИ, последовательно соединен- ные третий регистр и третий блок ключей соединены с вторыми входами элемента ИЛИ, выходы которого подключены к первым входам второго счетчика, выход которого соединен с вторым входом блока регистрации, выход генератора импульсов подключен к первому входу четвертого элемента И, второй вход которого соединен с выходом триггера, выход четвертого элемента И подР
i
ключен к второму входу второго счетчика, первый, второй, третий, четвертый, пятый и шестой выходы распределителя соединены соответственно с первым входом триггера, с третьим входом блока регистрации, с четвертым входом блока регистрации и третьим входом второго счетчика, с вторым входом второго блока ключей, вторым входом третьего блока ключей и вторым входом триггера, выход четвертого элемента И подключен к пятому входу блока регистрации. 2. Устройство по п. 1,отличающее- с я тем, что блок регистрации содержит элементы И и ИЛИ, триггер, блок индикации и последовательно соединенные счетчик, блок ключей и сумматор, выход второго элемента ИЛИ подключен к первому входу триггера, выход которого соединен с входом блока индикации и первым входом элемента И, выход которого подключен к первому входу счетчика, вход которого обьединен с вторым входом триггера и является четвертым входом блока регистрации, первый и второй входы элемента ИЛИ являются соответственн первым и вторым входами блока регистрации, второй вход блока ключей является третьим входом блока регистрации, второй вход элемента И является пятым входом блока регистрации.
Фиг. 2
Г
50
/ Г, Фм.З
Комонда„Нача. УП -длок1Вых2)
31
т
П
35
J/
34
| Устройство для подсчета деталей | 1986 |
|
SU1474707A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
