Изобретение относится к черной металлургии и может быть использовано в сталеплавильных цехах для раскисления и легирования стали,
Целью изобретения является снижение расхода раскислителей и легирующих повышение качества стали.
Пример. Для раскисления стали марки 08Ю используют два реагента, выполненные в виде однокомпонентной проволоки. Одна проволока представляет собой оболочку, заполненную 80%-ным ферромарганцем (FeMn). а вторая - первичным алюминием (AI). Диаметр каждой проволоки 12 мм. Длина алюминиевой проволоки 1000 м, а проволоки из FeMn 2250 м. Длину про-- волок определяют исходя из количества реагентов, требующихся для раскисления стали.
Расход FeMn для раскисления 5 кг/г, алюминия 0,8 кг/т.
Длину проволоки определяют исходя из емкости ковша с раскисляемым металлом, равным 300 т.
п,. mi М
Длина i-ои проволоки I, -п- ,
где mi- расход l-oro реагента, необходимого для раскисления тонны стали, кг/т;
у - масса реагента, содержащегося в одном метре проволоки, кг/м: , М - масса раскисляемой стали, т.
Отсюда iFeMn
5 хЗОР 2250м 0,66
С
00
Јь
,АГ 1000м.
Время раскисления 4 мин.
Определяют среднюю скорость ввода проволоки из ферромарганца и алюминиевой проволоки по зависимости
где li - длина проволоки 1-ого реагента, м;
т время подачи проволоки (время раскисления), с.
Тогда Wevn -2224 9.4 м/с ,
,2M/c.
По уравнениям определяют значения изменения энергии Гиббса реакций окисления
Мп + 0 МпО,
+
Л VMn 484,36+ 0,241 х 1873 -38,760 кДж -р8760Дж.
A VAI 1120 + 0,394 х 1837 - 382,038 кДж - 382038 Дж.
Затем находят среднее значение изменения энергии Гиббса реакции окисления AVo -38760 2(-382038) 210400 д
Далее определяют начальную и конечную скорости ввода алюминиевой и ферро- марганцевой проволоки по уравнениям
.0+iA§; Gpi). vf- o- A5; cfi).
v,« () 0.77 „Л.
vP.M.9.a(,+ °«Mro3«TO) ,7.07H/c.
wK - А о f, 210400 - 382038ч „ / VAI - 4.2 (1210400) -63 M/C
„K -n.f. 210400- 382038ч „ / VfeMn « 9,4 (1210400 1J3 M/C
Для сравнения производят раскисление по известному и предложенному способам, применяя в «обоих случаях алюминиевую проволоку длиной 1000 м, ферромарганцевую длиной 2250 м.
По известному способу обе проволоки вводят в ковш с постоянной скоростью: для алюминиевой проволоки 4,2 м/с, для ферро- марганцевой проволоки 9,4 м/с.
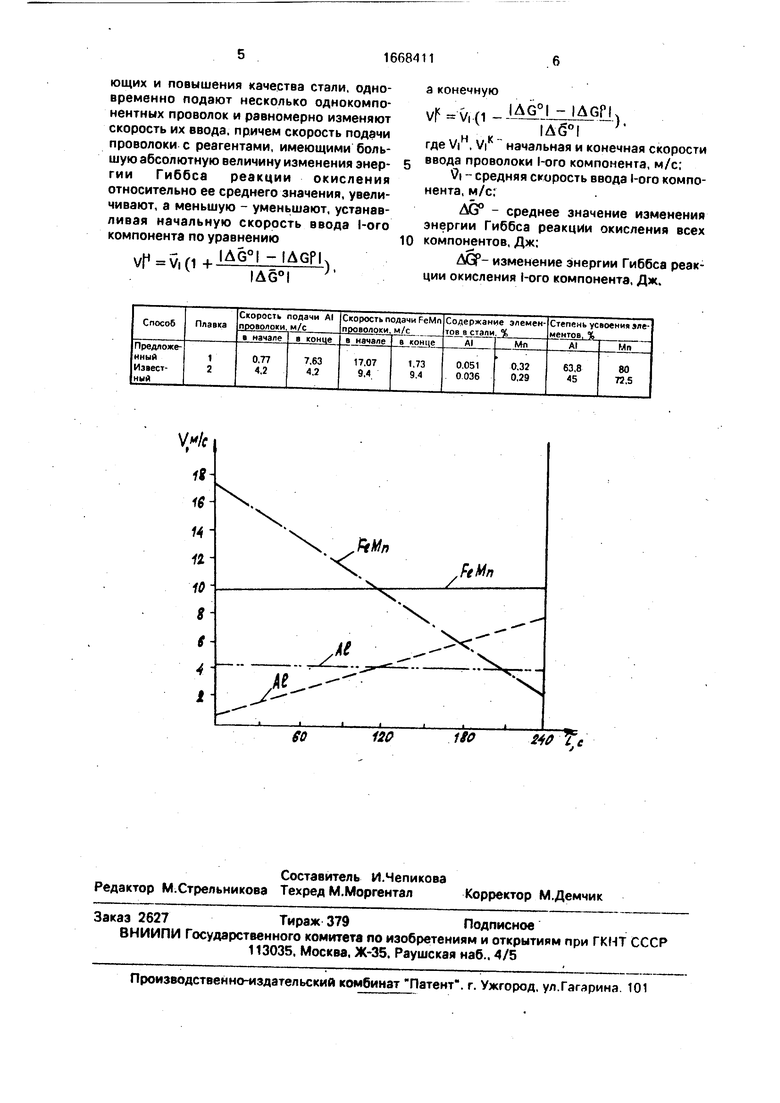
По предложенному способу скорость ввода алюминиевой проволоки в процессе раскисления равномерно изменяют (увеличивают) от 0.77 в начале раскисления до 7,63 м/с в конце, а скорость ввода ферромарган- цевой проволоки равномерно изменяют (уменьшают) от 17,07 до 1,73 м/с в конце раскисления.
Графики изменения скоростей подачи проволок в процессе раскисления представлены на чертеже.
Изменение скорости ввода проволок в
ковш осуществляют изменением скорости подающих роликов по указанным зависимостям при помощи микропроцессорного управляющего устройства. После раскисления определяют содержание алюминия и мар0 ганца в стали и процент усвоения соответствующего элемента.
Результаты исследований приведены в таблице.
Анализ результатов показывает, что ус5 воение алюминия и марганца в предложенном способе выше, чем в известном. Это позволяет для достижения одинакового процентного содержания легирующих элементов в стали расходов ть меньшую массу проволоки при использовании предложен0 ного способа по сравнению с известным. Кроме того, после разливки стали в изложницы и последующей прокатки слитков в листы определяют равномерность распределения элементов в образцах, взятых от
5 всех слитков плавок. Сравнение образцов показывает, что в предложенном способе содержание алюминия равно 0,048-0,053%, а марганца 0,314-0,323%. При использовании известного способа содержание алюми0 ния составляет 0,027-0,058%, марганца 0,239-0,321%.
Таким образом, предложенный способ обеспечивает по сравнению с известным экономию реагентов (легирующих элемен5 тов) и более высокое качество стали за счет их равномерности. Кроме того, способ снижает расход реагентов и повышает качество стали. По мере раскисления и легирования стали условия протекания процессов изме0 няются, изменение скорости подачи легирующих и раскисляющих проволок позволяет привести в соответствие количество поступающих реагентов с изменяющимися условиями протекания процессов. Способ легко
5 осуществить, используя известные устройства для подачи реагентов в виде проволоки путем управления скоростью роликов, подающих проволоку в ковш. Современные устройства регулирования и управления
0 процессами с использованием микропроцессорной техники обеспечивают точное регулирование скорости подачи проволок в процессе раскисления и легирования. Формула изобретения
5 Способ раскисления и легирования стали, включающий подачу в жидкую сталь рас- кислителей и легирующих в виде проволоки, отличающийся тем, что, с целью снижения расхода раскислителей и легирующих и повышения качества стали, одновременно подают несколько однокомпо- нентных проволок и равномерно изменяют скорость их ввода, причем скорость подачи проволоки с реагентами, имеющими большую абсолютную величину изменения энер- гии Гиббса реакции окисления относительно ее среднего значения, увеличивают, а меньшую - уменьшают, устанавливая начальную скорость ввода 1-ого компонента по уравнению
vf-ЙО+ АШ).
0
а конечную
vf-«0- Jaf.
где VIH, VIK начальная и конечная скорости ввода проволоки l-oro компонента, м/с;
i - средняя скорость ввода 1-ого компонента, м/с;
ДС° - среднее значение изменения энергии Гиббса реакции окисления всех компонентов, Дж;
ДСР- изменение энергии Гиббса реакции окисления 1-ого компонента, Дж.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСКИСЛЕНИЯ И ЛЕГИРОВАНИЯ МЕТАЛЛИЧЕСКИХ РАСПЛАВОВ | 2005 |
|
RU2319751C2 |
| СПОСОБ ВНЕПЕЧНОГО ЛЕГИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ В КОВШЕ | 2004 |
|
RU2247158C1 |
| Способ производства азотсодержащей стали | 1975 |
|
SU535350A1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ | 1992 |
|
RU2031138C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОЙ СТАЛИ | 2004 |
|
RU2252264C1 |
| СПОСОБ ЛЕГИРОВАНИЯ В КОВШЕ МАЛОУГЛЕРОДИСТОЙ СТАЛИ ФЕРРОМАРГАНЦЕМ | 1997 |
|
RU2110585C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДЛЯ АВТОЛИСТА | 1993 |
|
RU2068002C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2014 |
|
RU2574529C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2001 |
|
RU2185448C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ МАРГАНЦЕМ | 2002 |
|
RU2212452C1 |
Изобретение относится к металлургии. Целью изобретения является снижение расхода реагентов и повышение качества стали. Способ включает подачу реагентов в виде проволоки. Подают одновременно несколько однокомпонентных проволок, причем скорость подачи проволок с реагентами, имеющими большую абсолютную величину изменения энергии Гиббса реакции окисления относительно ее среднего значения, увеличивают, а меньшую - уменьшают, определяя начальную и конечную скорости ввода I-ого реагента по указанным уравнениям. 1 ил., 1 табл.
SO
| Способ выплавки нержавеющей стали | 1982 |
|
SU1068494A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Патент США № 4108637, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
