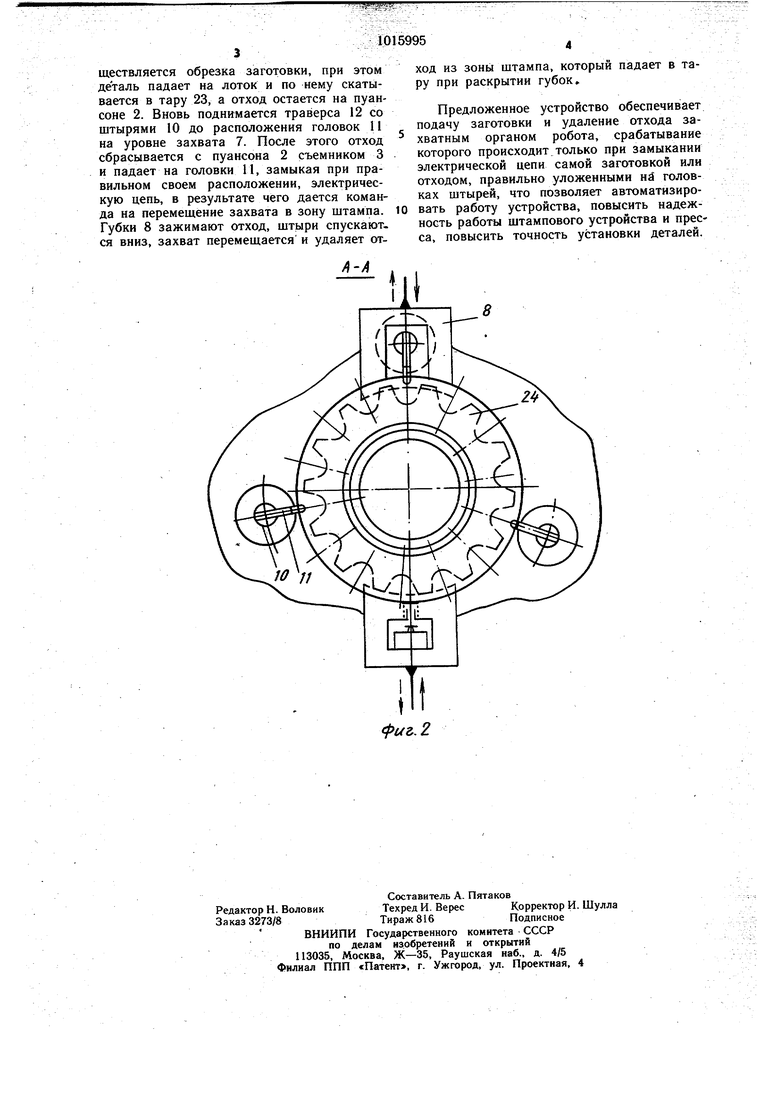
Изобретение относится к обработке металлов давлением, в частности к устройствам для загрузки и выгрузки к обрезному штампу и может быть применено для автоматизированной загрузки заготовок в штамп и автоматизированного удаления отхода и детали, например, при вырубке из штучных заготовок или обрезке по периметру отхода или облоя в штампах, оснащенных роботами для подачи заготовки. Известно устройство для удаления деталей из штампа, содержащее приводной выталкиватель, установленный по оси матрицы, и захватный орган в виде перемещающейся каретки с зажимными губками. Устройство обеспечивает автоматизированное удаление отштампованной детали при выталкивании ее из зоны матрицы 1. Однако данное устройство невозможно использовать для обрезных штампов, где необходимо удалять отходы. Наиболее близким по технической сущности и достигаемому результату является устройство, содержащее основание, размещенный на основании с возможностью возвратно-поступательного перемещения захватный орган, силовой цилиндр, наклонный лоток для удаления деталей, нижнюю плиту с матрицей, имеющей центральное отверстие. Устройство обеспечивает удаление обрезанной детали через центральное отверстие матрицы и. удаление отхода с зеркала матрицы 2. Однако данное устройство не обеспечивает автоматизированной и точной подачи и центрирования в штампе, удаления отхода органом, подающим заготовку в штамп, контроля наличия и правильной установки заготовки и отхода на рабочих органах штампового устройства. Цель изобретения - повышение точности установки деталей. Поставленная цель достигается тем, что устройство, содержащее основание, размешенный на основании с возможностью возвратно-поступательного перемещения захватный орган, силовой цилиндр, наклонный лоток для удаления деталей, нижнюю плиту с матрицей, имеющей центральное отверстие, снабжено траверсой, расположенной под нижней плитой и связанной с силовым цилиндром, электрически изолированными штырями с электроприводными наконечниками, расположенными в теле матрицы и взаимодействующими нижними концами с траверсой, при этом лоток выполнен раздвижным от привода. Привод раздвижного лотка выполнен в виде копиров, закрепленных на лотке, рычагов, одними концами связаннь1х с траверсой, а другими - контактирующими с копирами, при этом раздвижные части лотка связаны пружиной. На фиг. 1 изображено устройство в двух положениях (справа - в момент загрузки заготовки, слева - после обрезки); на фиг. 2 - сечение А-А на фиг. 1 (повернуто). Устройство может быть применено к обрезному штампу, состоящему из смонтированных на верхней плите 1 пуансона 2 и съемника 3, а также смонтированных на нижней плите 4 матрицы 5 и центрирующего кольца 6. Устройство содержит захватный орган 7 с зажимными губками 8, перемещающийся по направляющим основания 9 и установленных вокруг центрального отверстия матрицы 5 трех штырей 10 с профилированными по форме заготовки опорными головками 11. Под штырями размещена траверса 12, соединенная со штоком 13 силового цилиндра 14 и несущая толкатели 15. Штыри 10 выполнены полыми из изоляционного материала. Внутри штырей 10 проходят провода 16, соединяющие головки 11 с источником питания (не показан). Под центральным отверстием матрицы 5 установлен наклонный лоток, выполненный из двух параллельных составных частей 17, связанных с механизмом их разведения и сведения, который состоит из двух подпружиненных друг к другу пружиной 18 рычагов 19, шарнирно закрепленных одними концами на основании 9. На вторых концах рычагов 19 смонтированы части 17 лотка. В средней части рычагов 19 закреплены копиры 20. На траверсе 12 закреплены штанги 21, несущие ролики 22, контактирующие с копирами 20. Под лотком установлена тара 23 для обрезанных деталей. Устройство работает следующим образом. Заготовка 24 захватным органом 7 робОта (не показан) подается в рабочую зону штампа и устанавливается по оси матрицы 5. Включается силовой цилиндр 14, шток 13 которого поднимает траверсу 12. При этом ролики 22, перемещаясь по копирам 20, разводят рычаги 19 относительно их точки крепления в основании 9. Части 17 лотка, закрепленные на этих концах, смещаются к периферии отверстия в нижней плите 4 штампа, освобождая зону для прохода траверсы 12 с толкателями 15. Толкатели 15 поднимают штыри 10 до тех пор, пока заготовка 24 не ляжет на все головки И и не замкнет электроцепь, в результате чего подается команда на освобождение заготовки 24 от губок 8 захвата 7. Заготовка остается на головках 11 и центрируется . . по их профильной поверхности. Далее штыри 10 опускаются и укладывают заготовку на зеркало матриць 5. При опускании траверсы 12, рычаги 19 поворачиваются в обратном направлении, части 17 лотка отходят и образуют одну наклонную плоскость под центральным отверстием матрицы. Осуществляется обрезка заготовки, при этом деталь падает на лоток и по нему скатывается в тару 23, а отход остается иа пуансоне 2. Вновь поднимается траверса 12 со штырями 10 до расположения головок 11 на уровне захвата 7. После этого отход сбрасывается с пуансона 2 съемником 3 и падает на головки 11, замыкая при правильном своем расположении, электрическую цепь, в результате чего дается команда на перемещение захвата в зону штампа. Губки 8 зажимают отход, штыри спускаются вниз, захват перемещается и удаляет отход из зонь штампа, который падает в тару при раскрытии губок
Предложенное устройство обеспечивает подачу заготовки и удаление отхода захватным органом робота, срабатывание которого происходит только при замыкании электрической цепи самой заготовкой или отходом, правильно уложенными ни головках штырей, что позволяет автоматизировать работу устройства, повысить надежность работы щтампового устройства и пресса, повысить точность установки деталей.
А-А
8
фи&.2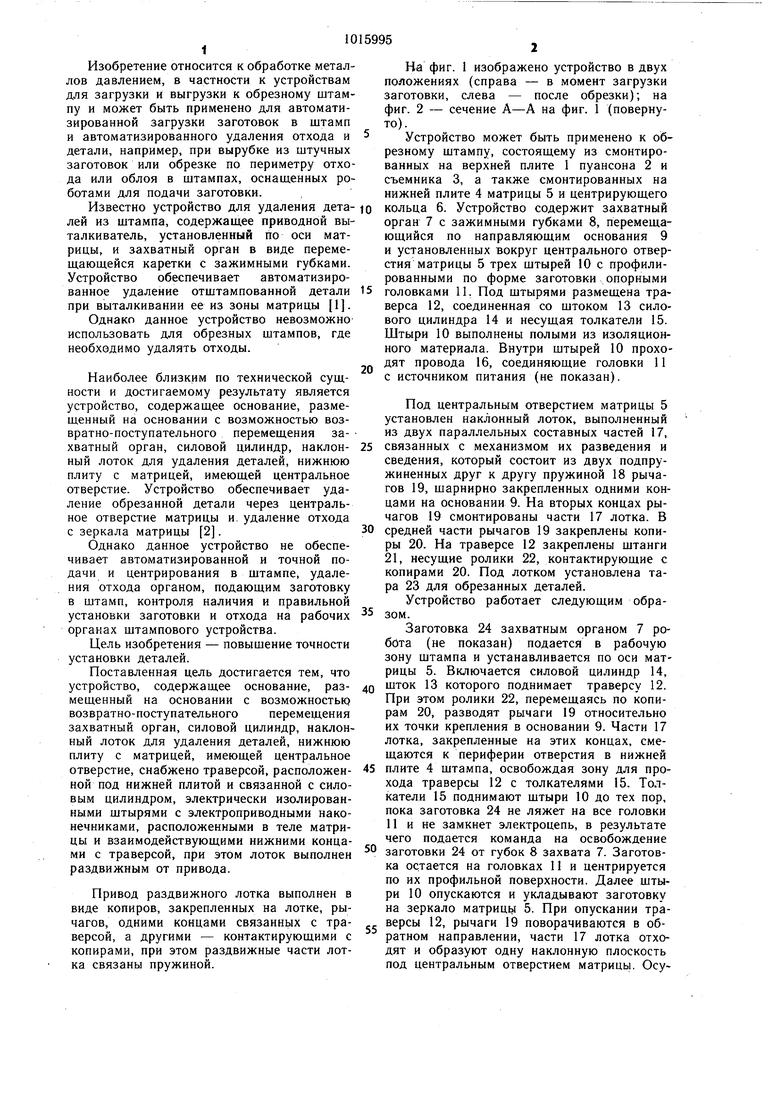
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК в РАБОЧУЮ ЗОНУ ШТАМПА | 1973 |
|
SU389871A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматическая линия для получения поковок | 1988 |
|
SU1611539A1 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1252009A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
Г. УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И УДАЛЕНИЯ ДЕТАЛЕЙ содержащее основание, размещенный на основании с возможностью возвратно-поступательного перемещения захватный орган, силовой цилиндр, наклонный лоток для удаления деталей, нижнюю плиту с матрицей, имеющей центральное отверстие, отличающееся тем, что, с целью повышения точности установки деталей, оно снабжено траверсой, расположенной под нижней плитой и связанной с силовым цилиндром, электрически изолированными щтырями с электропроводными наконечниками, расположенными в теле матрицы и взаимодействующими нижними концами с траверсой, при этом лоток выполнен раздвижным от привода. 2. Устройство по п. 1, отличающееся тем, что привод раздвижного лотка выполнен в виде копиров, закрепленных на лотке, рычагов, одними концами связанных с траверсой, а другими - контактирующими с копирами, при этом раздвижные части лотка связаны пружиной.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ удаления поковок из разъемногошТАМпА и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU829306A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство к обрезному штампудля удАлЕНия ОблОя | 1978 |
|
SU810354A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
