Изобретение относится к области станкостроения и может быть иснользовано нри разработке автоматических линий. Известна автоматическая линия для сборки шлангов с устройством для их иоштучной нодачи на шаговый транснортер, связывающий установленные по ходу технологического процесса устройства для выравнивания торцов шлангов, обрезки конца шлаига, запрессовки, муфты, сборки шланга с ниппелем и гайкой с последующей онрессовкой. В этой липни загрузка шлангов на И1агающий транспортер ироизводится вручную, а концы шлангов пришлифовываются на шл1фовальиом круге и не могут быть использовавы для амортизационных нрокладок. С целью автоматнческой выдачн шлангов па шаговый транснортер в предложепной лииии устройсгво для поштучной нодачи шлангов снабжено скребкамн, расноложенны.мн друг от друга на транснортерной ленте на расстоянии, большем двух диаметров шланга и выполиечными с несимметричным V-образным профилем, передняя высокая часть которого служит для захвата и транснортирова)1ия шланга, а задняя, низкая н скругленная - для подачи шлангов по одному в накопитель. снабжено обоюдоострым ножом, устаиовлениым в пазу приемной втулки, закрепленной па неподвижном кронштейне. На фиг. 1 показана предложенная лииия; на фиг. 2 - то же, устройство для поштучпой выдачи Н1лангов; на фиг. 3 - то же. ycrpoiiство для концов шлангов. Предложенная линия содержит устройство } для поштучной выдачи шлангов, автомат ческнй выравниватель 2 шлангов, конвейер 5, устройство 4 для обрезки концов шлангов. устройсгЕО 5 запрессовки муфт с автоматом 6 муфт, авто.мат 7 сборки ш.1ангов с ниннелями и гайкамп п с устройствами S и 9 1ЛЯ поштучиой выдачи ипипелей и гаек, устдройство 10 для опрессовки шлаигов. Кроме тоJO, линия снабжена приемны.м бункером И, маслостанцией 12, силовым шкафом 13 и пультом управлення 4. Конвейер 3 состоит из нескольких рядов втулочио-кольцевых металлических цепей с вилками-гиездами для шлангов. Цени иатяиуты на звездочках, закрепленных на валах, установленных на общей ра.ме. Один из валов имеет электрический шаговый нрнвод. Автоматический выравниватель 2 шлапгоп смонтирован на раме конвейера 3.
На другой станине установлены автомат 7 сборки шлангов с ниппелямн н гайками, устройства 8 и 9 для поштучной выдачи ниппелей и гаек и устройство 10 для онрессовки шлангов.
Все механизмы имеют нриводы от нневмои гндроцилиндров.
Сборка шланга на линии происходит в следуюшем порядке: выравнивается конец шланга перемепдением до унора; обрезается шланг и разрезается отрезанная резнна; напрессовывается муфта; собирается шланг с ниппелем и гайкой; онрессовывается собранный конец шланга.
Устройство / для нои тучной выдачи шлангов включает в себя бункер 15 с наклонным дном J6. Одной из стенок бункера является транснортер 17, к гибкой ленте которого прикленаны скребки 18. Лента транснортера натянута на приводном 19 и натяжном 20 барабанах. Вал приводного барабана снабжен звездочкой 21, соеди)1енпой втулочно-роликовой цепью со звездочкой, закрепленной на выходном валу редуктора 22. Входной вал редуктора эластичной муфтой 23 соединен с валом электродвигателя 24. На выходной стороне устройства для выдачи шлангов имеется наконитель 25 и устройство для автоматической выдачи шлаигов на конвейер, состояшее нз нланки 26, рычажного механизма 27, пневмоцилиндра 28 и лотка 29.
Скребки 18 транснортера вынолпены из стального листа и имеют V-образпый профиль, передняя часть которого несколько меньше диаметра шланга, а задняя - низкая, скругленная. Расстояние между скребками больше двух диаметров шланга. Передняя высокая часть нрофиля скребка служит для захвата шланга из бункера 15 нри движении транспортера 17, задняя низкая часть нрофиля нренятствует размещению между профилями второго шланга.
Шланги, ноданные транспортером 17 в наконитель 25, но одному выдаются совершаюш;ей возвратно-поступательное двнжение нланкой 26 на нрофнли 30 конвейера 3, которым перемещаются к устройству 4 для обрезки концов шлангов.
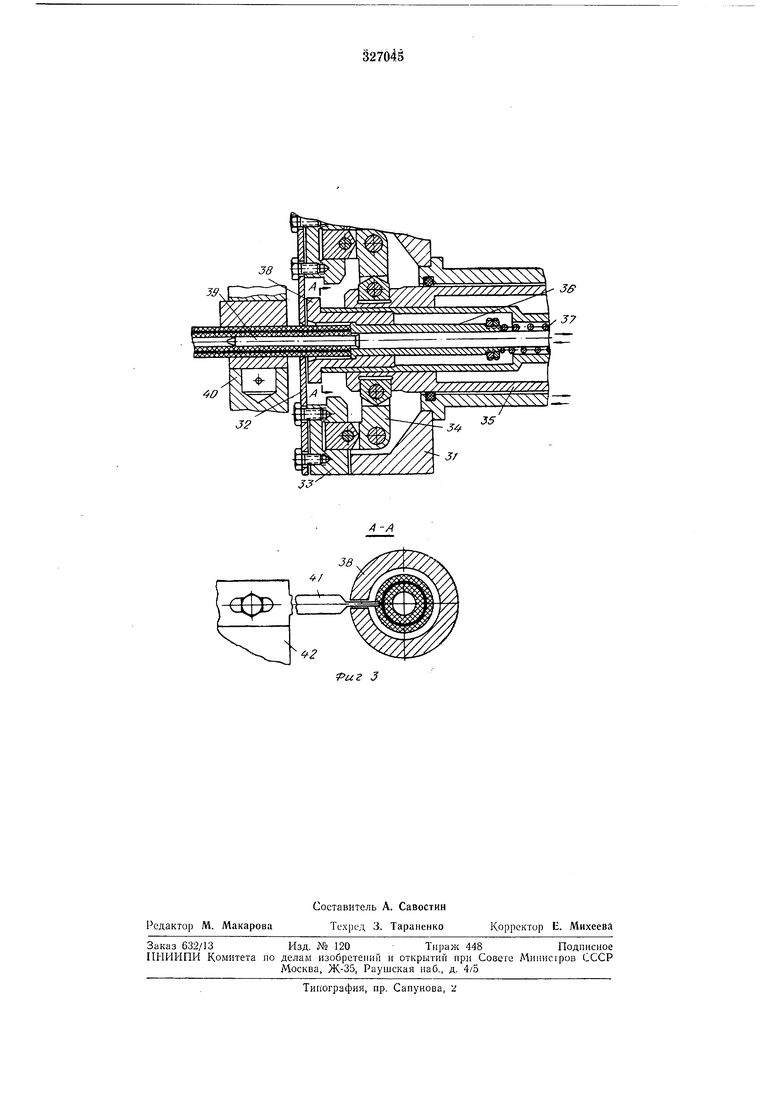
Устройство 4 для обрезки концов шлангов содержит передвижной корнус 31, обрезные ножи 32, механизм сведения ножей, состоящий из двух суппортов 33, рычажных передач 34 и передвижной штанги 35, механизм выталкивания, состоящий из втулки 36 с пружиной 37; приемную втулку 38, насадной стержень 39, неподвижный залчим 40. Устройство для разрезкн резины, срезаемой с металлической онлетки шланга в виде кольца, состоит из обоюдоострого ножа 41, установленного в назу приемной втулки 38, и кронштейна 42 для его кренлепия.
Нри работе устройства для обрезки концов шлангов корнус 31 со всеми механизмами перемещается в нанравлении шланга, нри этом на шланга надвигается приемная втулка 38, а внутрь его вход1гг насадной стержень 39. Затем шланг сжимается зажнмом 40. Нередвижлая штанга 35 перемещается в нанравленип от шланга, рычажные передачи 34 сводят супорты 33 с обрезиыми ножами 32, коюрые нрорезают резиновую оболочку шланга до металлической онлетки. Затем нередвижпой кориус 40 со всеми механизмами перемещается вправо, и обрезные ножи срезают с конца шлаша кольцевую резиновую втулку, которая
при своем движении разрезается вдоль одни.м из лезвий обоюдоостро1-о иожа 41. Носле этого обрезные ножи 32 разводятся, и пружина 37, разжимаясь, неремеп1,ает втулку 36 влево, а последняя выталкивает резиновую втулку
на лезвие обоюдоострого иожа и, таким образом, иолностью нрорезают втулку по всей толщипе. Разрезанная втулка надает в приемный бункер и в дал(нейшем используется как амортизационная прокладка.
В MOMeirr, когда прерывисто движущийся конвейер 3 неподвижен, устройством 1 для поштучной выдачи шлангов выдается один шланг, который ложится в соответствующий ряд гнезд цеией. Одновреме 1но нри ненодвнжном конвейере на всех рабочих позициях нроизводятся иеречислеииые выше онерацни, а полиостью изготовленный шланг в конце линии сбрасывается в бункер 11.
Нредмет изобретения
1. Автоматическая линия для сборки шлангов с устройством для их иоштучной подачи на шаговый транспортер, связывающнй установленные но ходу технологического процесса
устройсгва для выравнивания торцов шлангов, обрезки конца шланга, занрессовки муфты, сборки 1планга с ниинелем и гайкой с последующей опрессовкой, отличающаяся тем, что, с целью автоматической выдачи шлангов на
шаговый транснортер, устройство для поштучной иодачи шлангов снабжено скребками, расположенными друг от друга на транспортерной ленте на расстоянии, большем двух диаметров шланга и выполненными с нессиметрнчным V-образным нрофилем, нередняя высокая часть которого служит для захвата и чрапспортирования шланга, а задняя, низкая и скруглеппая, - для подачи шлангов по одному в накопитель.
2. Линия по и. 1, отличающаяся тем, что, с целью использования срезаемой с конца шланга резииы для амортизационных нрокладок, устройство для обрезки конца шланга снабжено обоюдоострым ножом, установленпым в назу приемиой втулки, закренленной на неподвижной кронштейне. i2f jKf f;:iiit 3sf f $ yi i : v( Фиг. т 
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| СТАНОК ДЛЯ СБОРКИ И СМАЗКИ | 1965 |
|
SU172693A1 |
| АВТОМАТ ДЛЯ ДОЗИРОВКИ РЫБЫ В ТАРУ | 1966 |
|
SU183118A1 |
| УСТРОЙСТВО для отливки и ВЫБОРКИ ФИГУРНЫХ ЖЕЛЕЙНЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ | 1968 |
|
SU218653A1 |
| УСТРОЙСТВО для ПОПЕРЕЧНОЙ ПОШТУЧНОЙ ВЫДАЧИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1973 |
|
SU384765A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ МИКРОМОДУЛЕЙ | 1966 |
|
SU187853A1 |
| ВИБРОВАКУУМНЫЙ ТРАНСПОРТЕР ДЛЯ ПЛОСКИХ ВОЗДУХОНЕПРОНИЦАЕМЫХ ДЕТАЛЕЙ | 1966 |
|
SU177751A1 |
| УСТРОЙСТВО для ПОШТУЧНОЙ ВЫДАЧИ ПЛА:СТИН | 1972 |
|
SU358739A1 |
| УСТРОЙСТВО ДЛЯ НАКАПЛИВАНИЯ И ВЫДАЧИ ДЛИННОМЕРНОГО МАТЕРИАЛА | 1971 |
|
SU423731A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОБРУСЧАТЫХ НАГЕЛЬНЫХ БОНОВ | 1969 |
|
SU241282A1 |

зд.
о
