Изобретение относится к обработке металлов давлением и может быть использовано при создании гибкого автоматизированного производства биметаллических материалов, преимущественно на основе труднодеформируемых металлов и сплавов.
Целью изобретения является повышение качества соединения составляющих биметаллических материалов за счет улучшения их деформируемости
Комплекс для получения биметаллических материалов, преимущественно из труд- нодеформируемых металлов и сплавов, содержит установленные по ходу технологического процесса и связанные транспортными средствами нагревательное устройство, выполненное в виде гарнисажной печи, прокатный стан, деформирующее устройство, установленное за прокатным станом, установленные в вакуумную камеру и образующие плавильно-деформирующий модуль с единой вакуумной системой. Также комплекс содержит дополнительный модуль, выполненный в виде волочильно-прокатного стола, соединенного с магнитным индуктором и системой подачи электрического тока. При этом упомянутые модули соединены средствами для обеспечения их совместной или автономной работы, причем последние выполнены в виде намоточно- разматывающих манипуляторов с петлевыми устройствами.
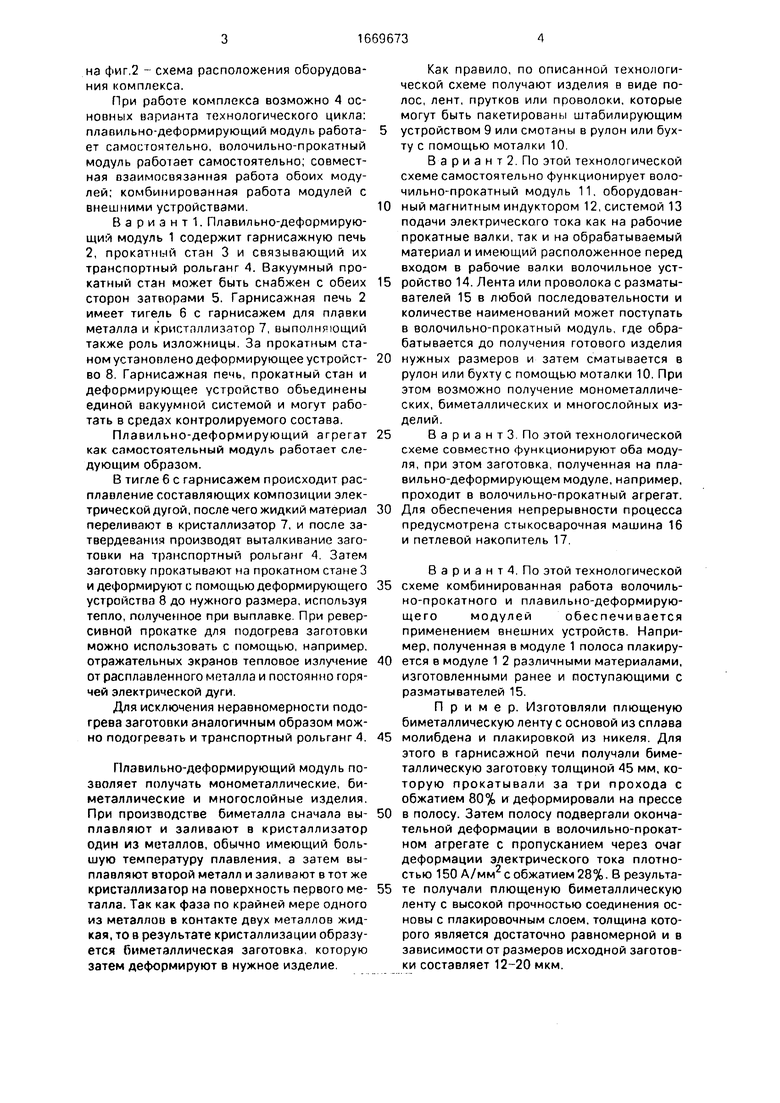
На фиг.1 представлен плавильно-деформирующий модуль, продольный разрез:
О
О
о о VI со
на фиг.2 - схема расположения оборудования комплекса.
При работе комплекса возможно 4 основных варианта технологического цикла: плавильно-деформирующий модуль работает самостоятельно, волочильно-прокатный модуль работает самостоятельно; совместная взаимосвязанная работа обоих модулей; комбинированная работа модулей с внешними устройствами.
Вариант. Плавильно-деформирующий модуль 1 содержит гарнисажную печь 2, прокатный стан 3 и связывающий их транспортный рольганг 4. Вакуумный прокатный стан может быть снабжен с обеих сторон затворами 5. Гарнисажная печь 2 имеет тигель 6 с гарнисажем для плавки металла и кристаллизатор 7, выполняющий также роль изложницы. За прокатным станом установлено деформирующее устройство 8. Гарнисажная печь, прокатный стан и деформирующее устройство объединены единой вакуумной системой и могут работать в средах контролируемого состава.
Плавильно-деформирующий агрегат как самостоятельный модуль работает следующим образом.
В тигле 6 с гарнисажем происходит расплавление составляющих композиции электрической дугой, после чего жидкий материал переливают в кристаллизатор 7, и после затвердевания производят выталкивание заготовки на транспортный рольганг 4. Затем заготовку прокатывают на прокатном стане 3 и деформируют с помощью деформирующего устройства 8 до нужного размера, используя тепло, полученное при выплавке. При реверсивной прокатке для подогрева заготовки можно использовать с помощью, например, отражательных экранов тепловое излучение от расплавленного металла и постоянно горячей электрической дуги.
Для исключения неравномерности подогрева заготовки аналогичным образом можно подогревать и транспортный рольганг 4.
Плавильно-деформирующий модуль позволяет получать монометаллические, биметаллические и многослойные изделия. При производстве биметалла сначала выплавляют и заливают в кристаллизатор один из металлов, обычно имеющий большую температуру плавления, а затем выплавляют второй металл и заливают в тот же кристаллизатор на поверхность первого металла. Так как фаза по крайней мере одного из металлов в контакте двух металлов жидкая, то в результате кристаллизации образуется биметаллическая заготовка, которую затем деформируют в нужное изделие.
Как правило, по описанной технологической схеме получают изделия в виде полос, лент, прутков или проволоки, которые могут быть пакетированы штабилирующим
устройством 9 или смотаны в рулон или бухту с помощью моталки 10.
Вариант 2. По этой технологической схеме самостоятельно функционирует волочильно-прокатный модуль 11, оборудованный магнитным индуктором 12, системой 13 подачи электрического тока как на рабочие прокатные валки, так и на обрабатываемый материал и имеющий расположенное перед входом в рабочие валки волочильное устройство 14. Лента или проволока с разматы- вателей 15 в любой последовательности и количестве наименований может поступать в волочильно-прокатный модуль, где обрабатывается до получения готового изделия
нужных размеров и затем сматывается в рулон или бухту с помощью моталки 10. При этом возможно получение монометаллических, биметаллических и многослойных изделий.
В а р и а н т 3. По этой технологической
схеме совместно функционируют оба модуля, при этом заготовка, полученная на пла- вильно-деформирующем модуле, например, проходит в волочильно-прокатный агрегат.
Для обеспечения непрерывности процесса предусмотрена стыкосварочная машина 16 и петлевой накопитель 17.
Вариант 4. По этой технологической
схеме комбинированная работа волочиль- но-прокатного и плавильно-деформирую- щего модулей обеспечивается применением внешних устройств. Например, полученная в модуле 1 полоса плакируется в модуле 1 2 различными материалами, изготовленными ранее и поступающими с разматывателей 15.
Пример. Изготовляли плющеную биметаллическую ленту с основой из сплава
молибдена и плакировкой из никеля. Для этого в гарнисажной печи получали биметаллическую заготовку толщиной 45 мм, которую прокатывали за три прохода с обжатием 80% и деформировали на прессе
в полосу. Затем полосу подвергали окончательной деформации в волочильно-прокат- ном агрегате с пропусканием через очаг деформации электрического тока плотностью 150 А/мм с обжатием 28%. В результате получали плющеную биметаллическую ленту с высокой прочностью соединения основы с плакировочным слоем, толщина которого является достаточно равномерной и в зависимости от размеров исходной заготовки составляет 12-20 мкм.
Применение данного комплекса позволяет повысить качество металлов путем ис- ключения повторных охлаждений и нагревов, а следовательно, и дополнительного окисления. При этом становится возможность производить деформацию при высоких температурах, что имеет принципиальное значение для биметаллических материалов из труднодеформируемых металлов и сплавов. Кроме того, при пропускании электрического токи через очаг деформации благодаря эффекту электропластичности существенно повышается деформируемость биметаллических материалов, что также способствует повышению качества получаемых прецизионных изделий.
Формула изобретения 1. Комплекс для получения биметалли- ческих материалов, преимущественно из труднодеформируемых металлов и сплавов, содержащий установленные по ходу технологического процесса нагревательное устройство, деформирующее устройство в виде
0
5
0 5
прокатного стана и транспортные средства, отличающийся тем, что, с целью повышения качества изделия за счет улучшения их пластических свойств, он снабжен вакуумной камерой и дополнительным деформирующим устройством, размещенным за прокатным станом, нагревательное устройство выполнено в виде гарнисажной печи, при этом прокатный стан, дополнительное деформирующее устройство и гарнисажная печь размещены в упомянутой вакуумной камере с образованием модуля.
2.Комплекс по п. 1,отличающийся тем, что он снабжен дополнительным модулем, выполненным в виде волочильно-про- катного стана и связанного с ним магнитного индуктора, и системой подачи электрического тока.
3.Комплекс по пп. 1 и2,отличающи- й с я тем, что он снабжен средствами связи модулей, выполненными в виде намоточно- разматывающих манипуляторов с петлевыми устройствами.

| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 1991 |
|
RU2030248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230624C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| ПЕЧЬ ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ РЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2426804C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230625C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2005 |
|
RU2288287C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ГНУТЫХ ПРОФИЛЕЙ | 2000 |
|
RU2184634C2 |

Изобретение относится к обработке металлов давлением, а конкретно к гибкому автоматизированному производству биметаллических материалов, преимущественно на основе труднодеформируемых металлов и сплавов. Цель - повышение качества биметаллических материалов за счет улучшения их деформируемости. Комплекс содержит установленные по ходу технологического процесса и связанные транспортными средствами нагревательное устройство, выполненное в виде гарнисажной печи, прокатный стан, деформирующее устройство, размещенные в вакуумной камере с образованием плавильно-деформирующего модуля. Комплекс содержит также волочильно-прокатный модуль. Последний выполнен в виде волочильно-прокатного стана и соединенных с ним магнитного индуктора и системы подачи электрического тока. Указанные модули соединены средствами для обеспечения их совместной или автономной работы, выполненными в виде намоточно-разматывающих манипуляторов с петлевыми устройствами. Комплекс позволяет исключить окисление слоев и повысить деформируемость материала благодаря эффекту электропластичности. 3 з.п.ф-лы, 2 ил.
К вакуумным насосам
к t
Кбакуумньм насосам
t ТТ
ft- Ч Г
/
.
Фиг.1
Фиг. 2
| Крупин А.В | |||
| Прокатка металлов в вакууме | |||
| М.: Металлургия, 1974, с.94-97, рис.50 |
