Известны станки для полирования клинков ножей и других подобных изделий одновременно с двух сторон полировальными кругами, смонтированными в бабке, получающей движение вдоль полотна ножа.
Описываемый автомат отличается от известных тем, что в инструментальной бабке применены два параллельных вала, несущих на одних концах кронштейны с полировальными головками, а на других концах-рычаги с роликами. Последние взаимодействуют с копиром н сообщают в процессе работы полировальным головкам качание вокруг осей параллельных валов, линия соединения которых пересекает лезвие ножа, а также обеспечивают этим соответствующий угол между образующими кругов и боковыми сторонами полотиа ножа при постоянстве расстояния между этими образующими у лезвия ножа. Это позволяет повысить качество обработки. Кроме того, в автомате приспособление для крепления ножа выполнено поворотным вокруг двух взаимно перпендикулярных осей, что обеспечивает самоустанавливаемость обрабатываемого ножа относительно рабочих поверхностей полировальных кругов.
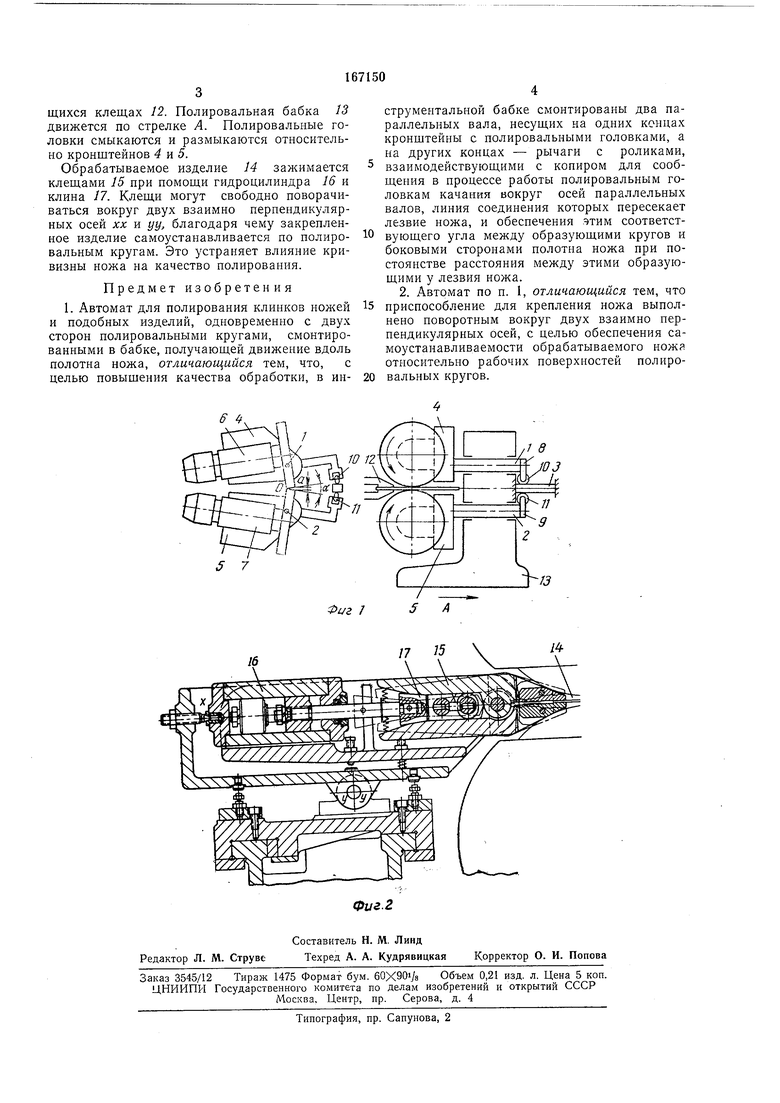
На фиг. 1 схематически изображен описываемый автомат в двух проекциях; на фиг. 2 - зажимное приспособление.
вокруг осей 1 н 2, которые лежат на линии, пересекающей лезвие ножа в точке О. При этом образующие полировальных кругов совпадают с боковыми линиями поперечного сечения ножа. Профиль сечения ножа меняется так, что толщина лезвия остается постоянной и изменяется толщина обущка а. При перемещении полировальных кругов вдоль ножа они поворачиваются вокруг осей / и 2 от
копира 3 так, чтобы угол а соответствовал углу поперечного сечения ножа. Так как угол а мал и расстояние от осей 1 и 2 до точки О выбрано достаточно большим, то размер между кругами у лезвия практически не изменяется.
Таким образом, в процессе полирования полировальные круги как бы следят за профилем сечения ножа, благодаря чему можно полировать ножи с большим перепадом в
толщине а обущка н большой ширины (приняв соответствующую ширину кругов).
Так как усилие резания направлено вдоль полотна ножа, то отсутствует изгибающий момент, который стремится согнуть нож в месте зажима.
На осях / и 2 укреплены кронштейны 4 и 5 с полировальными головками 6 н 7; на другом конце осей смонтированы рычаги S и 9 с роликами 10 и 11, которые катятся по копи
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| Станок для заточки ножей | 1990 |
|
SU1710305A1 |
| УЗЕЛ ОГРАНИЧИТЕЛЯ ПРОГИБА | 2008 |
|
RU2365494C1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ | 1968 |
|
SU210078A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Устройство для полирования криволинейных деталей | 1983 |
|
SU1140938A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ДРАГОЦЕННЫХ КАМНЕЙ | 1995 |
|
RU2150366C1 |
| Многопозиционный станок для полирования изделий | 1977 |
|
SU649550A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
