Изобретение относится к области гальванотехники, в частности к способам пропитки изделий порошковой металлургии перед нанесением гальванопокрытий, и может быть использовано в машиностроении, приборостроении и других отраслях промышленности.
Цель изобретения - увеличение продолжительности работы пропитывающей композиции и сокращение ее расхода.
Способ осуществляют следующим образом.
Прессованное изделие из металлического порошка погружают в расплав, содержащих гидрофобное мыло и 25-50 мас.% парафина. Пропитку осуществляют при использовании вакуума. Пропитку прессованных изделий предлагаемым гидрофобным составом ведут при 180-250°С.
Далее изделие подвергают щелочному обезжириванию, промывке водой, декапированию и затем наносят покрытия по общепринятым гальванотехническим технологиям. Полная очистка поверхности деталей от избытков пропитывающего расплава происходит лишь в случае строгого соблюдения предлагаемого соотношения компонентов гидрофобизирующего состава,
Введение в расплав гидрофобного мыла парафина в количестве 25-50 мас.% приводит к увеличению продолжительности работы пропитывающей композиции, а также к значительному уменьшению вязкости гидо
vj
.-А
v|
со ю
рофобной пропитки, что позволяет снизить количество гидрофобизатора, выносимого с обрабатываемыми деталями в 1,5-3 раза.
При содержании парафина более 50% пропитывающий состав теряет способность растворяться в щелочных растворах, что приводит к последующему получению некачественных гальванических покрытий (пятнистые покрытия, места непокрытия).
При уменьшении содержания парафина менее 25% срок работы пропитки несколько увеличивается, однако при этом существенно увеличивается вынос гидрофобизатора на поверхность детали.
Выбор температурного интервала про- питки изделий гидрофобизирующим составом обусловлен следующим. Нижняя граница определяется температурой плавления состава и необходимой вязкостью гидрофобизатора, а верхняя - сохранением необходимых свойств гидрофобизатора, так как перегрев гидрофобизирующего состава приводит к тому, что он осмоляется, загустевает и становится вообще непригодным для пропитки изделий.
Мыла жирных кислот и цинка, а также парафин представляют собой вещестза гидрофобные, плавкие, нерастворимые в воде и растворах минеральных кислот, но растворимые в органических растворителях. Мыла в отличие от парафина растворяются также в щелочных растворах.
Прессованные изделия ригель из металлического порошка на основе железа помещают в расплав цинкового мыла, парафина и смеси цинкового мыла с парафином, нагретый до 180°С. Ячейку вакуумируют в течение 0,3 ч до остаточного давления не более 0,1 атм, затем давление повышают до атмосферного и извлекают изделия из рас- плава. Удаляют избыток гидрофобизатора и одновременно обезжиривают поверхность перед гальванопокрытием в течение 0,25 ч в 2%-ном растворе едкого натра при 95°С. Объем пропитывающего расплава 3 см3, загрузку деталей производят по 15 шт.
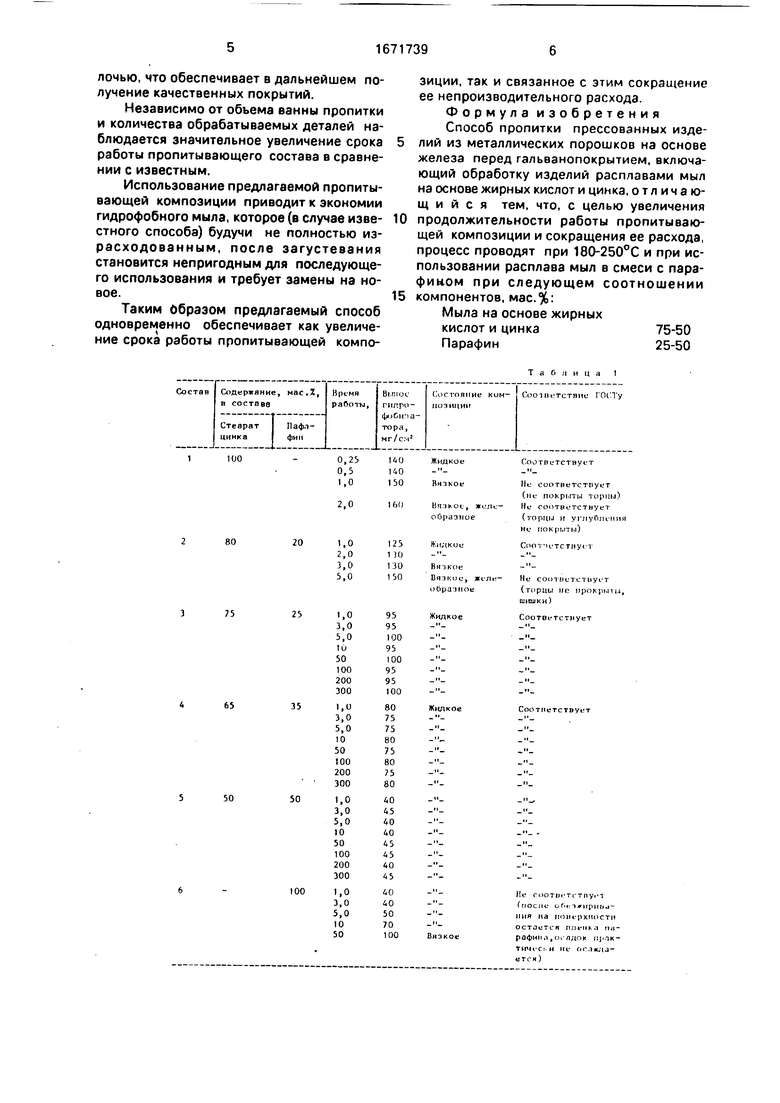
После пропитки и обезжиривания поверхности на детали наносят гальванопокрытия (цинк, кадмий) известными спо- собами. Результаты испытаний различных пропитывающих составов на работоспособность приведены в табл.1. Несоответствие ГОСТам проявляется в неравномерности получаемых после пропитки гальванопок- рытий по толщине и сплошности (пятна непокрытия, различная шероховатость отдельных участков поверхности),
Таким образом, из приведенных в табл.1 данных следует, что для составов
пропитки, выходящих за предлагаемые пределы (составы 1, 2 и 6). по мере работы наблюдается монотонное увеличение выноса гидрофобизатора с обрабатываемыми де- талями, обусловленное увеличением вязкости композиции. Для композиции с добавкой парафина 25-50% (составы 3-5) указанная закономерность не наблюдается. Для этих составов характерен практически постоянный по времени вынос гидрофобизатора. Следовательно, парафин в предлагаемом техническом решении является непростым разбавителем, а приводит к существенному увеличению работоспособности пропитывающей композиции.
Таким образом при введении парафина в пределах 25-50% наблюдается увеличение срока работы пропитки,в частности расплав по предлагаемому способу сохраняет свои свойства после работы в течение 3,3-6 ч, а по известному - через 1 ч работы загустевает, становится очень вязким.
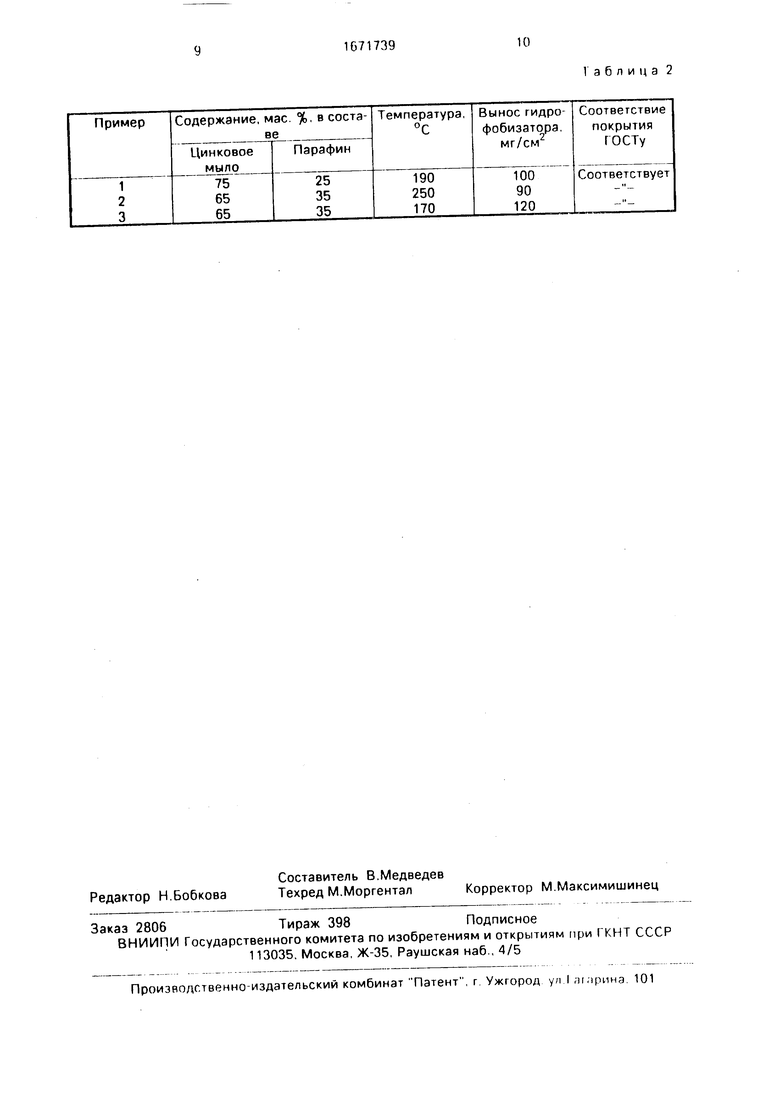
Примеры пропитки при различных температурах расплава приведены в табл.2 По казано, что температура может составлять 250°С (пример 2), выше начинается осмоле- ние расплава. При выходе температуры зг нижний предел возрастает вынос гидрофобизатора на поверхности детали, что снижает экономичность процесса.
В ходе доведения предлагаемого способа до промышленного использования получены сопоставительные данные по работоспособности пропитывающих композиций в следующих условиях их эксплуатации: объем гидрофобизатора 0,2 м , температура пропитки 200-220°С для предлагаемого способа и 170-180°С для известного, количество обрабатываемых деталей 3 тыс шт. в сутки. Загрузка деталей в ванну пропитки осуществляется партиями по 300- 500 шт.
Опытным путем установлено, что пропитка по известному способу сохраняет свою работоспособность лишь в течение 6-8 ч деструктируясь и превращаясь со временем в густую вязкую массу, неспособную пропитывать поры деталей и налипающую на них толстым слоем, практически несмываемым последующей щелочной обработкой Также установлено, что добавление в эту массу новых порций стеарата не приводит к восстановлению расплавом своих свойств.
Предлагаемый пропитывающий состав с добавкой парафина работает без ухудшения своих пропитывающих свойств до 300 ч, сохраняя при этом способность удаляться с noLu-рхности детали при обработке щелочью, что обеспечивает в дальнейшем получение качественных покрытий.
Независимо от объема ванны пропитки и количества обрабатываемых деталей наблюдается значительное увеличение срока работы пропитывающего состава в сравнении с известным.
Использование предлагаемой пропитывающей композиции приводит к экономии гидрофобного мыла, которое (в случае известного способа) будучи не полностью израсходованным, после загустевания становится непригодным для последующего использования и требует замены на новое.
Таким Образом предлагаемый способ одновременно обеспечивает как увеличение срока работы пропитывающей композиции, так и связанное с этим сокращение ее непроизводительного расхода. Формула изобретения Способ пропитки прессованных изде- лий из металлических порошков на основе железа перед гальванопокрытием, включающий обработку изделий расплавами мыл на основе жирных кислот и цинка, отличающийся тем, что, с целью увеличения продолжительности работы пропитывающей композиции и сокращения ее расхода, процесс проводят при 180-250°С и при использовании расплава мыл в смеси с парафином при следующем соотношении компонентов, мас.%:
Мыла на основе жирных
кислот и цинка75-50
Парафин25-50
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки прессованных изделий из металлических порошков на основе железа перед нанесением гальванических покрытий | 1985 |
|
SU1370157A1 |
| СОСТАВ ДЛЯ ГИДРОФОБИЗАЦИИ ЦЕЛЛЮЛОЗНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2334037C1 |
| СПОСОБ ОЧИСТКИ РАЗЛИЧНЫХ ПОВЕРХНОСТЕЙ ОТ РАЗЛИВОВ НЕФТИ И НЕФТЕПРОДУКТОВ, СОРБЕНТ ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2107034C1 |
| СПОСОБ ПОЛУЧЕНИЯ АМИНООКСИАЛКИЛЕНСОДЕРЖАЩЕГО ОЛИГОАЛКОКСИСИЛОКСАНА И САМОЭМУЛЬГИРУЮЩИЕСЯ КОМПОЗИЦИИ НА ЕГО ОСНОВЕ | 2008 |
|
RU2389734C1 |
| СМЕСЬ ДЛЯ ПРОПИТКИ ПОРОШКОВЫХ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2033900C1 |
| Гидрофобизатор мела | 1981 |
|
SU1039941A1 |
| СОСТАВ ДЛЯ КОМПЛЕКСНОЙ ОТДЕЛКИ ТКАНЕЙ (ВАРИАНТЫ) | 1998 |
|
RU2164970C2 |
| Композиционный состав для антисептической и гидрофобизирующей защиты древесины | 2020 |
|
RU2752954C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ - КОМПОЗИЦИЯ ГИДРОФОБИЗИРУЮЩАЯ | 2015 |
|
RU2618077C2 |
| КОМПОЗИЦИЯ И СПОСОБЫ ПОЛУЧЕНИЯ ФОСФАТНЫХ И ХРОМОВЫХ ПОКРЫТИЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2001 |
|
RU2209857C1 |
Изобретение относится к гальванотехнике, в частности к способам пропитки изделий порошковой металлургии перед нанесением гальванопокрытий, и может быть использовано в машиностроении, приборостроении и др.отраслях промышленности. Цель - увеличение продолжительности работы пропитывающей композиции и сокращение ее расхода. Способ пропитки прессованных изделий из металлических порошков на основе железа перед гальванопокрытием включает обработку изделий расплавами мыл на основе жирных кислот и цинка в смеси с парафином при содержании парафина 25 - 50 мас.% и температуре 180- 250°С. Введение парафина в состав пропитки и проведение последней при 180 - 250°С позволяют получать качественные покрытия при увеличении времени работы пропиточного состава и снижении его расхода с выносом на поверхности детали. 2 табл.
2,0
20
1,0
2,0 3,0 5,0
75
25
65
35
50
50
100
Таблица 1
BniKOt, желеобразное
Жидкой
Вязкое
Вязкие, жел е- оОратное
(не покрыты 1ориы) Не соответствую (торцы и у глуОлt мня не покрыты)
СООТН ТСТЛУ 1
Не соответствует (герцы не прокрыт ы, шишки)
Соответстпует
Соответствует
BtpXMOCTH
n/it-iiK .1 паддок мрак1 а б л и ц а 2
| Апининская Л.М | |||
| и др | |||
| Гальванические и химические покрытия спеченных изделий на основе железа,- Киев, 1975, с.21 | |||
| Способ обработки прессованных изделий из металлических порошков на основе железа перед нанесением гальванических покрытий | 1985 |
|
SU1370157A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
