Изобретение относится к обработке материалов резанием, в частности к инструментам для очистки поверхности металлопроката от продуктов коррозии и различных загрязнений и дефектов проката, и наиболее эффективно может быть использовано для обработки длинномерных цилиндрических изделий, например труб и круглого проката, где требуются инструменты с большой рабочей поверхностью.
Цель изобретения - улучшение эксплуатационных свойств.
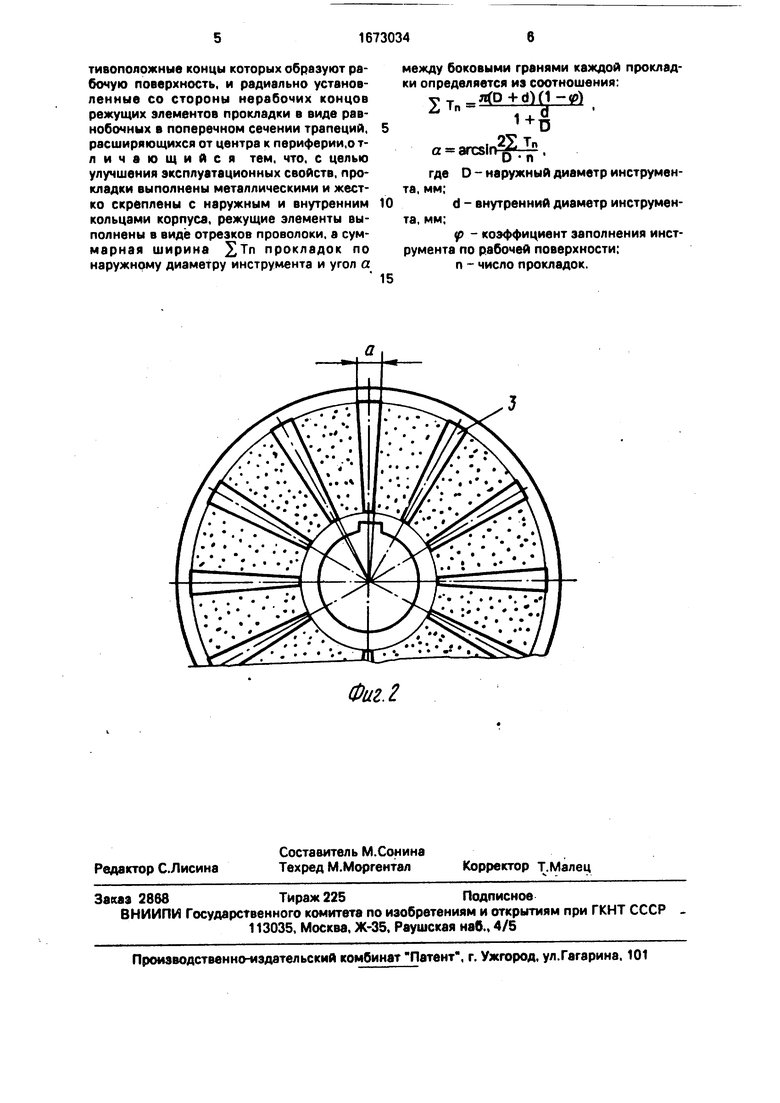
На фиг. 1 схематически показан инструмент, разрез; на фиг. 2 - то же.вид сверху.
Инструмент содержит корпус, выполненный из наружного 1 и внутреннего 2 колец, между которыми закреплены нерабочими концами между собой и с корпусом спрессованные режущие элементы в виде отрезков проволоки, образующие нерабочую поверхность А. Противоположные концы режущих элементов образуют рабочую поверхность Б, которая после сборки иглофрезы шлифуется.
Все режущие элементы установлены параллельно оси вращения иглофрезы, а площади рабочей Б и нерабочей А поверхностей равны.
Между режущими элементами заподлицо с их нерабочими торцами равномерно по окружности и радиально от наружного кольца 1 к внутреннему кольцу 2 установлены прокладки 3, скрепленные в одно целое с корпусом и режущими элементами, например сваркой. Прокладки 3 в сечении имеют форму равнобочных трапеций, расширяющихся от центра иглофрезы к периферии.
Для создания инструмента с заранее заданным для конкретных условий эксплуатации коэффициентом заполнения р рабочей поверхности Б рассчитывают необходимую суммарную ширину прокладок по его наружному диаметру, используя соотноше- ние(1)
у т -Я(Р+Ч)0-Р) Z,
1 +
где
2 суммарная толщина прокладок по . наружному диаметру иглофрег-ы, мм;
D - наружный диаметр инструмента, мм;
d - внутренний диаметр инструмента,
гЛгч
р- коэффициент заполнения инструмента по рабочей поверхности, обычно (р 0.5-0.9.
Пример. Задают р 0,8 для инструмента с D 30Q мм и d 100 мм. Тогда ZTn(300 + 100)(1-0.8)18M(MM)
1 +30б
Учитывая, что суммарная толщина 5) Тп равна произведению толщины а прокладки по наружному диаметру на их количество, т.е. Ј Тп - а п, а приняв п 60, получаем
-Sjb- -s.).
Целесообразно толщину прокладок а подбирать не более 5 мм. Центральный угол а между боковыми гранями прокладок, выполненных в сечении в виде равнобочной трапеции, равен:
ingLb,
e-arcsiirB-. „
ИЛИ
2 188,4 п ло /- - 1 °in 300 60 ° 02 а 1 10 Таким образом, можно создать инструмент с заранее заданным коэффициентом заполнения рабочей поверхности. В зависимости от условий эксплуатации (рабочих нагрузок, скоростей вращения и подачи) выбираю гея также длина и диаметр режущих
элементов.
Инструмент монтируют на вал привода через внутреннее кольцо 2, оснащенное, например, шпоночным пазом.
Инструмент работает следующим образом.
Инструмент поджимают к обрабатываемому изделию с заданным усилием и приводят во вращение. Под действием крутящего момента и усилия прижатия режущие элементы по линии контакта с изделием отгибаются в сторону, противоположную направлению вращения инструмента. В силу высокого коэффициента заполнения рабочей поверхности его инструмента
находящиеся в контакте с обрабатываемым изделием режущие элементы, отгибаясь на угол 5-15°, опираются на расположенные за ними режущие элементы и производят срез микростружки. Последняя отбрасывается
по направлению вращения за счет энергии распрямляющихся режущих элементов Процесс микрорезания многократно повторяется в тэчение каждого оборота инструмента относительно его оси вращения.
Формула изобретения
Торцовый очистной инструмент, содержащий корпус из наружного и внутреннего колец, закрепленные между кольцами нерабочими концами режущие элементы, противоположные концы которых образуют рабочую поверхность, и радиально установленные со стороны нерабочих концов режущих элементов прокладки в виде равнобочных в поперечном сечении трапеций, расширяющихся от центра к периферии,отличающийся тем, что, с целью улучшения эксплуатационных свойств, прокладки выполнены металлическими и жестко скреплены с наружным и внутренним кольцами корпуса, режущие элементы выполнены в виде отрезков проволоки, а суммарная ширина ЈТп прокладок по наружному диаметру инструмента и угол а
между боковыми гранями каждой ки определяется из соотношения: .n(D+d)(1-g)
2тг
a arcsli
1 +
Is n
где D - наружный диаметр инструмента, мм;
d - внутренний диаметр инструмента, мм;
ip - коэффициент заполнения инструмента по рабочей поверхности; n - число прокладок.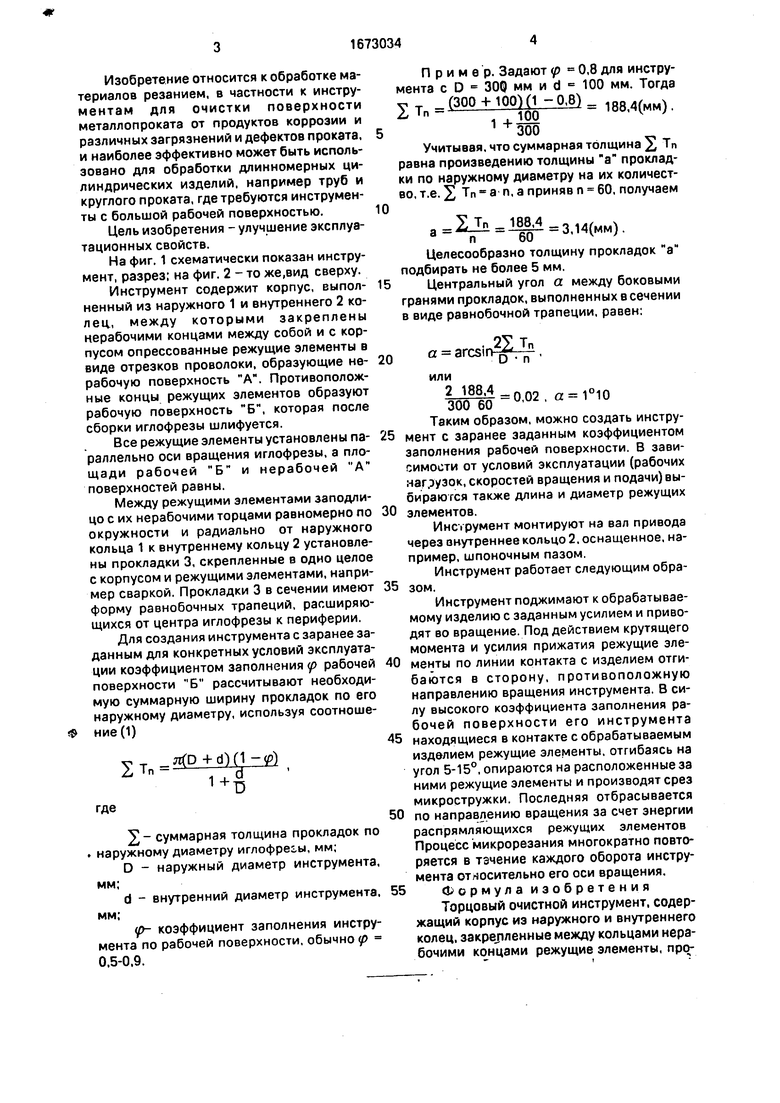
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления очистного инструмента | 1988 |
|
SU1588380A1 |
| Иглофреза | 1986 |
|
SU1349894A1 |
| КОМБИНИРОВАННАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291766C1 |
| СПОСОБ КОМБИНИРОВАННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2296651C1 |
| ТОРЦОВАЯ ИГЛОФРЕЗА | 1993 |
|
RU2063309C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371296C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371297C1 |
| Способ изготовления вращающегося режущего инструмента (иглофрезы) | 1974 |
|
SU486521A1 |
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| ФИЛЬТР ДЛЯ ОЧИСТКИ ВОДЫ "КАПЕЛЬ", КАРТРИДЖ ДЛЯ НЕГО И РЕЗЬБА ДЛЯ КРЕПЛЕНИЯ КАРТРИДЖА | 1997 |
|
RU2132217C1 |
Изобретение относится к обработке материалов резанием и может быть использовано для обработки длинномерных цилиндрических изделий, например труб и круглого проката, от продуктов коррозии, различных загрязнений и дефектов проката. Цель изобретения - улучшение эксплуатационных свойств. Инструмент содержит корпус, выполненный из наружного 1 и внутреннего 2 колец, между которыми закреплены нерабочими кольцами опрессованные режущие элементы в виде отрезков проволоки, скрепленных между собой. Нерабочие концы режущих элементов образуют нерабочую поверхность А. Противоположные концы режущих элементов образуют рабочую поверхность Б. Все режущие элементы установлены параллельно оси вращения инструмента. Между режущими элементами заподлицо с их нерабочими торцами равномерно по окружности и радиально от кольца 1 к кольцу 2 установлены прокладки 3, скрепленные в одно целое с корпусом и режущими элементами, например, сваркой. Прокладки 3 в сечении имеют форму равнобочных трапеций, расширяющихся от центра к периферии, а суммарная ширина прокладок по наружному диаметру иглофрезы и угол между боковыми гранями каждой прокладки определяются из соотношения ΣТп = φ(D + D) (1 - φ)/ 1 + D/D, Α = ARCSIN2ΣTп/D.п, где ΣТп - суммарная толщина прокладок по наружному диаметру иглофрезы, мм
D - наружный диаметр иглофрезы, мм
D - внутренний диаметр иглофрезы, мм
φ - коэффициент заполнения иглофрезы по рабочей поверхности
α - угол между боковыми гранями прокладки, град
N - число прокладок. 2 ил.
Фиг. 2
| СПОСОБ ТЕПЛОВОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ СОПРОТИВЛЕНИЯ ТЕПЛОПЕРЕДАЧЕ СТРОИТЕЛЬНОЙ КОНСТРУКЦИИ | 2011 |
|
RU2480739C1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Автоматическое или полуавтоматическое телефонное устройство | 1925 |
|
SU1949A1 |
