х о :о
о
ЭО Изобретение относится к обработке металлов давлением и может быть использовано при производстве топоров. Известен способ поштучного изготовления топоров из круглого проката, включающий подогрев штанги и ре ку заготовок, нагрев и штамповку с образованием заусенца по контуту .топора, обрезку заусенца и прошивку отверстия в обухе, правку полотна топора, заточку и отделку ClD. Недостатками способа являются повышенные энергозатраты при формообразовании тонкого полотна, отходы металла на заусенец, вес которого равен весу топора, а также большая трудоемкость. Известен способ изготовления топоров путем резки проката на мерные заготовки их нагрева, а также формо образования элементов топора с последующей термической обработкой и отделкой 2 . Недостатками известного способа являются повышенная трудоемкость и пониженная производительность процесса. Целью изобретения является сниже ние трудоемкости и повышение производительности процесса. Поставленная цель достигается тем, что согласно способу изготовле ния топоров путем резки проката на мерные заготовки ,из нагрева, а также формообразования элементов топора с последующей термической обработкой и отделкой, от проката отрезают мерную, заготовку массой, рав/1о массе нескольких заготовок топоров, формообразование топоров осуществляют путем раскатки мерной заготовки в диск с сечением, равным сечению топора с одновременной прошивкой в нем центрального отверстия, после чего раскатанную заготовку разрезают на секторы с массой каждо го из них, равной массе одного топора, после чего формируют обух топора осадкой. При этом раскатку мер ной заготовки в диск и прошивку в нем центрального отверстия осуществ ляют путем торцовой прокатки. Массу заготовки определяют по фо муле М к -2§2l. ш , (1) . где К - коэффициент, учитывающий отходы (К 1); п - угол сектора диска, прокатанного из мерной заготовк m - масса топора. На фиг. 1 показана линия, на кот рой осуществляют предлагаемый способ; на фиг. 2 - форма заготовки до торцовой .прокатки (а) и после (; на фиг. 3 - форма заготовки в плане до обрезки заусенца диска (а) и после (б); на фиг. 4 - форма заготовки после разрезки на сектора, план; на фиг. 5 - схема разрезки диска сдвигом в условиях всестороннего сжатияj на фиг. 6 - форма заготовки до осадки части сектора (а) и после (б) на фиг. 7 - форма заготовки до прошивки отверстия обуха на горизонтально-ковочной машине (а) и после (Б). Способ реализуется на поточной линии, состоящей из кузнечного индукционного нагревателя 1 для нагрева заготовок с механизмами подачи и выдачи, транспортера 2 для передачи нагретой заготовки к стану торцовой прокатки, стана 3 торцовой прокатки для раскатки заготовки в диск с одновременной прошивкой центрального отверстия в диске, транспортера 4 для передачи диска к кривошипному прессу 5 двойного действия для надрезки диска на 1/3 его высоты и обрезки заусенцев, транспортера 6 для передачи дис1ка к второму кривошипному прессу 7 двойного действия для надрезки диска с другой стороны на 1/3 его высоты и разделения диска на сектора, транспортеров 8 для передачи секторов по отдельным потокам на индукционные установки 9, транспортеров 10 для передачи секторов на кривошипные прессы 11 для осадки обуха, транспортеров 12 для передачи секторов к горизонтально-ковочным машинам 13 для прошивки отверстия в обухе, транспортеров 14 для передачи топоров на заточные станки 15 для заточки лезвия. Кроме того, линия содержит устройство 16 для передачи топора на транспортеры 17 с крк1чковыми захватами, нагревательные щелевые печи 18, закалочные масляные ванны 19 , отпускные печи (соляные ванны,/ 20, камеры 21 для охлаждения, устройства, 22 для очистки топора, устройства 23 для полировки лезвия топора, камеры 24 для покраски топора, сушильные камеры 25 и места 26 для упаковки топора. Способ изготовления топоров осуществляют следующим образом. Заготовку с определенной по формуле (1) массой нарезают из крупносортного проката на пресс-ножницах (не показаны/. Сорт проката, исходя из условия продольной устойчивости заготовки, подбирается таким образом, чтобы исходное отношение H/D заготовки не превышгшо 1,5. После нагрева в кузнечном индукционном нагревателе 1 заготовки с помощью транспортера 2 передают на стан 3 торцовой прокатки, состоящий из гидравлического пресса с приставкой для торцовой прокатки. На стане торцовой прокатки заготовку раскатывают в диск с одновременной прошивкой центрального отверстия, что можат быть осуществлено за счет действия в центре заготовки дополнительных напряжений растяжения, снижающих усилие прошивки. Диск после прокатки имеет сечение от отверстия к периферии, равное сечению топора от обуха к полотну. Далее транспортер 4 передает диск на кривошипный обрезной пресс 5 двойного действия, на котором во время хода прижима со специальными радиальными ножами-выступами осуществляют надрезку диска на 1/3 толщины на сектора с объемом, равным объёму топора. Во время хода обрезного пуансона осуществляют обрезку внутреннего и наружно,го заусенцев диска, при чем оставляют часть наружного заусе ца в нескольких местах для фиксации диска на следующей операции. Транспортер 6 передает диск на кривошипный обр езной пресс 7 двойного действия, Ъа котором во время хода прижима со специальными радиал ными ножами-выступами осуществляют надрезку диска с обратной стороны на 1/3 толщины напротив нанесенных надрезов. Во время хода разрезного пуансона осуществляют разрезку диска на сектора путем приложения двух стороннего усилия к его торцовым поверхностям. На же операции удаляют фиксирующие выступы наружного заусенца. Разрезку сдвигом в условиях двухстороннего сжатия осуществляют за счет прижима половины .секторов диска 27 (на фиг. 4 заштрихованы )между жесткими стойками 2 ю режущими кромками и прии имами 29. Стойки 30 подпружинены упругими элементами 31. При движении разрез ного пуансона 32 другая половина секторов, также находясь в условиях двухстороннего сжатия , смещается относительно неподвижных секторов При обрезке заусенцев и разрезке ди ка на сектора в условиях двухсторон него сжатия утяжина и острая кромка по периметру секторов не образуются. Транспортеры 8 передают сектора на индукционные нагреватели 9 для местного подогрева сектора. Транспо теры 10 передают заготовки на крив ишпные прессы 11, где осуществляют осадку части сектора с получением необходимой формы обуха без отверс тия. Транспортеры 12 передают полу фабрикаты топора на горизонтальноковочные машины 13, на которых осуществляют прошивку отверстия обуха. Транспортеры 14 передают топоры на станки 15 для заточки лезвия. Устройства 16 передают топоры на транспортеры 17 с крючковыми захватами, посредством которых топоры поступают в щелевые нагревательные печи 18, где нагреваются их полотна, а затем - в закалочные 19 и отпускные 20 ванны и в охлаждающие устройства 21, где топоры закаливают , отпускают и охлаждают. После прохождения очистных устройств 22 топоры поступают на устройства 23 для полировки лезвия. После полировки производится покраска в камерах 24, сушка в камерах 25 и упаковка топоров в местах 26. Пример. Заготовку из стали 45 диаметром 60 мм и высотой 60 мм после нагрева до раскатали в диск с центральным отверстием и сечением от отверстия к периферии в два раза меньшим сечения топора XI от обуха к полотну (обух без отверстия под топорище/. Такая форма диска обеспечивалась применяемым инструментом с соответствующим профилем. Так как при торцовой прокатке в центре деформируемой заготовки действуют дополнительные напряжения растяжения, прошивку отверстия в диске производили выталкивателем одновременно с раскаткой диска, усилие применяемого гидравлического пресса 100 тс, усилие выталкивателя 25 тс, угол наклона инструмента 4. После разрезки диска на сектора произведен повторный нагрев до и местная осадка сектора на прессе усилием 100 тс с получением нужной формы обуха. Использование изобретения по сравнению с известным позволит; отказать.ся от трудоемкого производства мелкосортной полосы под заготовку при поштучном производстве топоров; повысить точность полотна игопора по толщине и кривизне до требуемой величины за счет раскатки полотна в штампе; устранить появление утяжин в виде острых кромок при обрезке заусенца и отказаться от операции зачистки топора по контуру; повысить производительность труда за счет многоштучного производства топоров; достичь экономии.металла за счет уменьшения отходов; повысить прочность топора вследствие .получения текстуры деформации, пов.торяющей профиль лезвия.
Si.
о
J
вЧ1
JT ем
Н
,
5
Фкг.2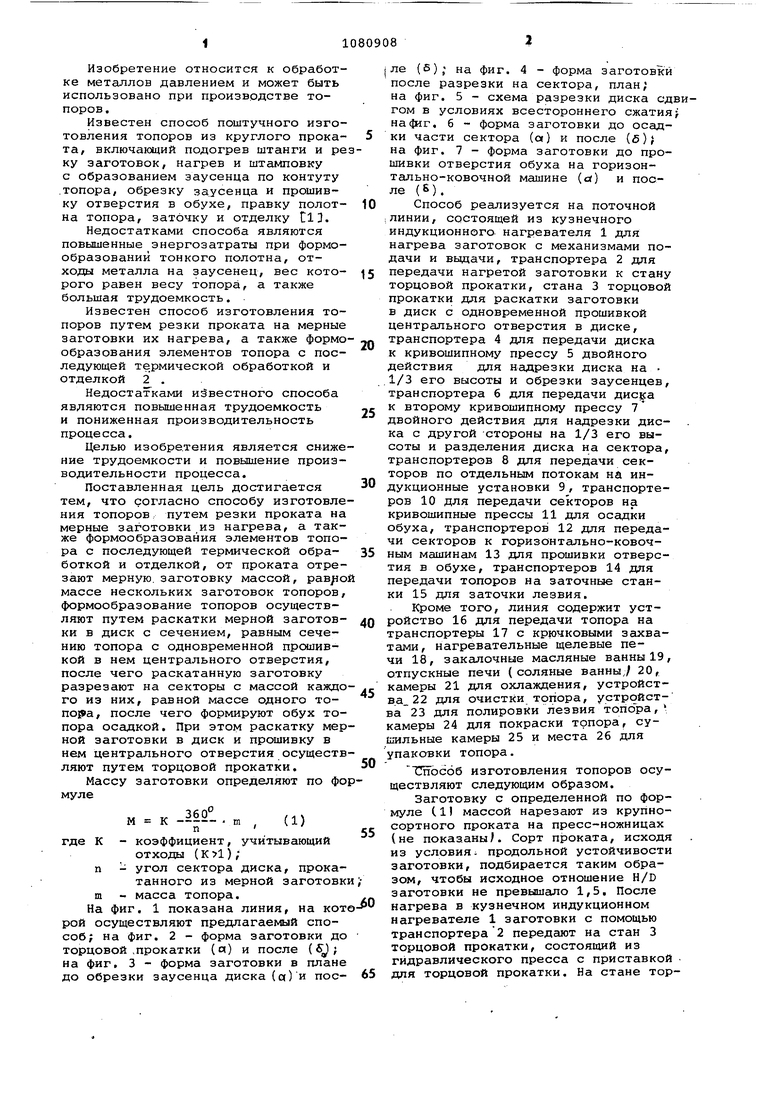

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления топоров | 1990 |
|
SU1814963A1 |
| Поточная линия для производства кольцевых деталей | 1988 |
|
SU1540912A1 |
| Способ объемной штамповки топоров | 1986 |
|
SU1382577A1 |
| Манипулятор для ковочных валцев | 1978 |
|
SU685402A1 |
| Способ формообразования поковок топора | 1986 |
|
SU1407650A1 |
| Способ изготовления плоских кольцевых дисков | 1987 |
|
SU1489906A1 |
| Штамп для формирования деталей типа топоров | 1982 |
|
SU1063526A1 |
| Способ получения колец | 1989 |
|
SU1660816A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Поточная линия для производства сплошных и полых периодических профилей | 1972 |
|
SU487701A1 |


1. СПОСОБ ИЗГОТОВЛЕНИЯ ТОПОРОВ, путем ре з.ки проката на мерныезаготовки, их нагрева, а также формообразования элементов топора с последующей термической обработкой и отделкой, отличающийся тем, что, с целью снижения трудоем; кости и повьошения производительности. От проката отрезают мерную заготовку массой, равной массе нескольких заготовок топоров, формообразование топоров осуществляют путем ,, раскатки мерной заготовки в диск с сечением, равным сечению топора, с одновременной прошивкой в нем центрального отверстия, после чего раскатанную заготовку разрезают на секторы с массой каждого из них, равной массе одного топора, после чего формируют обух топора осадкой. 2. Способ по п. 1, о т л и ч аю щ и и с я тем, что раскатку мерной заготовки в диск и прошивку в нем центрального отверстия осу(Л ществляют путем торцовой прокатки. ,
5
u
A
Фи&б
Рил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологический процесс изготовления поковки, штамповки БСНХ, Брянский завод дормашин, 1978 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1972 |
|
SU416217A1 | |
