Изобретение относится к обработке материалов резанием, в частности к сборному режущему инструменту.э
Цель изобретения - повышение точности обработки посредством регулирования угла установки ножей относительно оси корпуса.
На фиг.1 показан узел крепления ножа вдоль его передней поверхности, осевое сечение; на фиг.2 - сечение А-А на фиг.1; на фиг.З - Сечение Б-Б на фиг.1.
В продольных пазах корпуса 1 фрезы установлены опорные пластины 2 и режущие ножи 3. В средней части опорных пластин 2 выполнены пазы 4, боковые поверхности которых предназначены для взаимодействия со штифтами 5, неподвижно установленными в корпусе 1. Регулировочные элементы 6 выполнены в виде пальцев с кольцевой проточкой, на дне которой выполнена поверхность 7 эксцентрично оси пальца, и расположены по краям опорных пластин на расстояниях L от оси штифта 5. На торцах регулировочных элементов б выполнены шлицы 8, служащие для поворота их отверткой в корпусе 1. Клинья 9, прихваты 10 и винты 11 предназначены для зажима режущих ножей 3 в пазах корпуса 1.
Регулировка угла установки режущих ножей 3 осуществляется следующим образом.
Путем небольшой затяжки винта 11 прихватом 10 и клином 9 достигается легкое прижатие режущего ножа 3 к корпусу 1 фрезы. При повороте отверткой пальцев 6 эксцентрические поверхности 7 воздействуют на опорную пластину 2, благодаря чему обеспечивается подъем ее вверх вместе с режущим ножом 3. Поочередным воздействием эксцентричными поверхностями 7 на концы опорной пластины 2 достигается необходимое расположение режущей кромки
ножа 3 (параллельное оси фрезы или наклонное под заданным углом к оси фрезы). После окончательной затяжки винта 11 производится контроль размера (радиуса) режущего ножа 3 фрезы (в специальном приспособлении).
Предложенная фреза позволяет наряду с обычной установкой осуществлять ступенчатую установку режущих ножей 3 (с заданным превышением клждого последующего ножа 3 над предыдущим), что расширяет технологические возможности. Кроме того, путем наклонной установки ножей 3 имеется возможность компенсировать погрешности изготовления (конусность) базовой цилиндрической поверхности матрицы, в которой устанавливаются вкладыши подшипников скольжения при обработке. В результатеэтогоуменьшается
разностенность вкладышей, что повышает точность обработки.
Формула изобретения Фреза для обработки внутренней п,о- верхности вкладышей подшипников скольжения. содержащая корпус, в пазах которого на опорных пластинах установлены режущие ножи, закрепляемые с помощью крепежных винтов и клиньев, отличающаяся тем, что, с целью повышения
точности обработки путем регулирования угла установки ножей относительно оси корпуса, во фрезу введены штифты, неподвижно установленные в корпусе, и регулировочные элементы в виде пальцев с
кольцевыми канавками, дно которых предназначено для взаимодействия с опорными пластинами и выполнено эксцентрично относительно оси пальца, при,зтом указанные регулировочные элементы расположены по
0 краям опорных пластин, а в средней части последних выполнены поперечные пазы, стенки которых предназначены для взаимодействия с указанными штифтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая фреза | 1982 |
|
SU1158306A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| ФРЕЗА | 1999 |
|
RU2220823C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ | 2000 |
|
RU2211750C2 |
| Торцовая фреза | 1986 |
|
SU1421474A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО РЕЖУЩЕГО ИНСТРУМЕНТА | 2009 |
|
RU2501633C2 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| СОСТАВНАЯ ФРЕЗА | 2002 |
|
RU2228840C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |

Изобретение относится к области обработки материалов резанием, в частности к сборному режущему инструменту. Целью изобретения является повышение точности обработки посредством регулирования угла установки ножей относительно оси корпуса. В корпусе 1 фрезы на опорных пластинах 2 установлены режущие ножи 3, закрепленные с помощью крепежных винтов и клиньев. В средней части опорных пластин 2 выполнены пазы 4 с боковыми сторонами для взаимодействия со штифтами 5, неподвижно установленными в корпусе 1. Регулировочные элементы 6 выполнены в виде пальцев с кольцевой проточкой, дно которой эксцентрично оси пальца /эксцентриситет E/ и предназначено для взаимодействия с опорной пластиной. Элементы 6 расположены по краям опорной пластины 2 на расстояниях L от оси штифта 5. Вращением элементов при предварительно зажатом ноже 3 добиваются его требуемого углового положения относительно оси корпуса 1, что уменьшает разностенность обрабатываемых вкладышей подшипников скольжения и повышает точность обработки. 3 ил.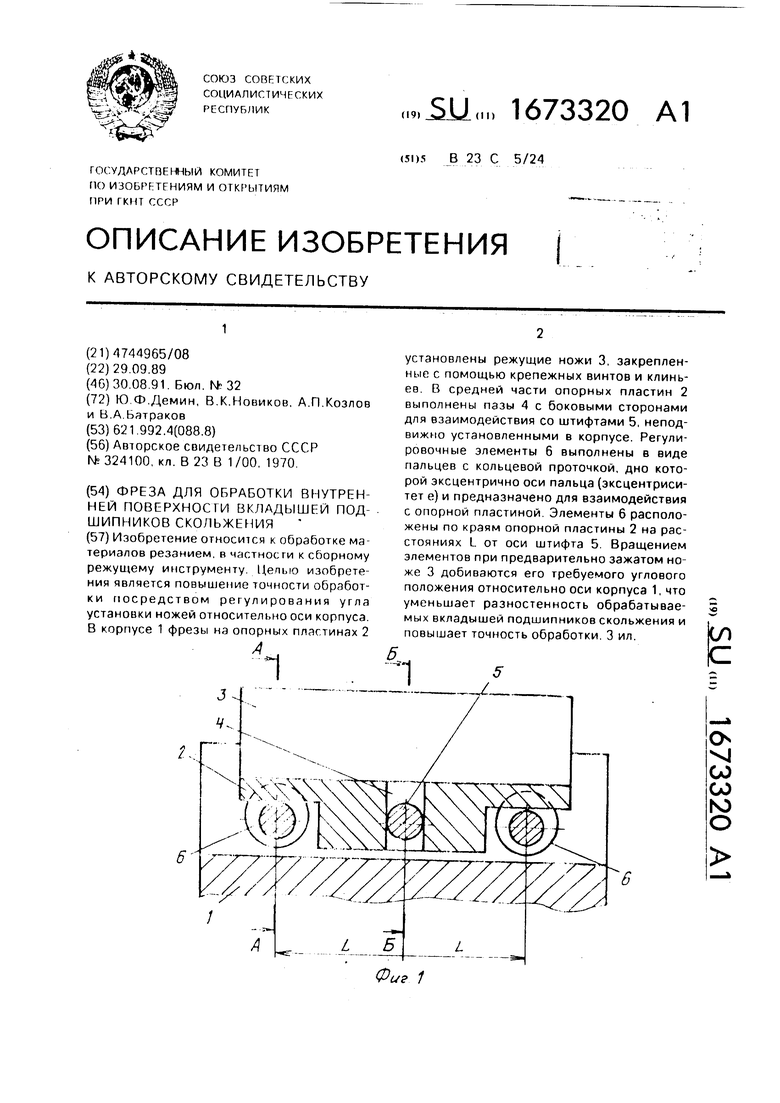
Фиг.2
Физ.5
| УСТРОЙСТВО для ОБТОЧКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 0 |
|
SU324100A1 |
