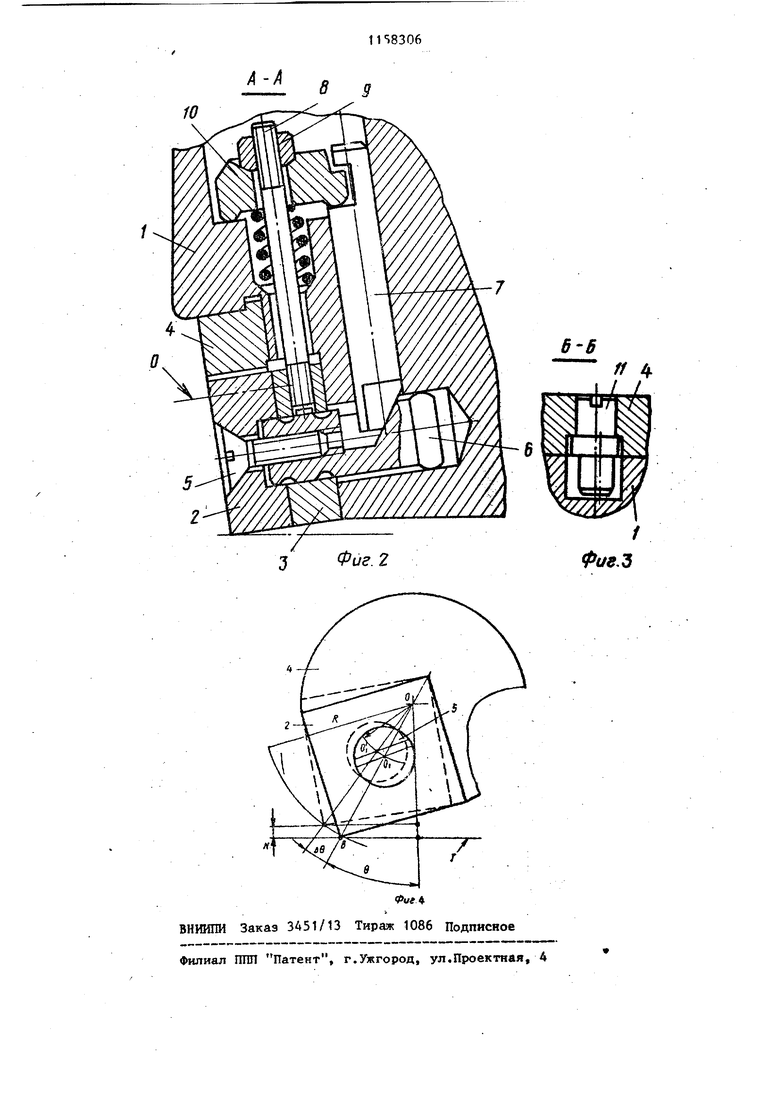
1 Изобретение относится к обработк металлов резанием и может быть использозано при конструировании и изготовлении сборных фрез. Цель изобретения - снижение трудоемкости изготовления сборных фрез с регулируемыми режущими элементами состоящих из многих элементов крепления и регулирования режущих эле ментов, Укаэ/1нная цель достигается тем, что режущая пластина устанавливаетоя таким образом, что ее диагональ расположена под углом к оси фрезы. Величина угла зависит от точности изготовления элементов крепления и регулировки режущих элементов и определяет оптимальное расположение режущего элемента во .фрезе, прзволякщее компенсировать суммарную погршность изготовления составляющих элементов и устанавливать величину осевого биения с заданной точностью при минимальных регулировочных перемещениях. На фиг. 1 схематически изображена предлагаемая торцовая фреза; на фиг. 2 - сечение А-А на фиг. 1; на фиг о 3 - сечение Б-Б на фиг. 1; на фиг. 4 - схема регулирования режуще го элемента. Фреза состоит из корпуса 1 с режущими элементами 2, установленными на опорные пластины 3 в гнездах поворотных пластин 4. Последние вьшол нены в виде секторов и размещены в цилиндрических отверстиях корпуса 1 с возможностью поворота вокруг оси Режущий элемент 2 с помощью винта 5 скреплен со штырем 6, контактирукяди с отверстием опорной пластины 3 и устаневлениым с возможностью радиал ного и осев&го перемещения в отверс 062 тин корпуса 1. Штырь 6 связан с опорной пластиной 3 с помощью клино-винтовой передачи, включающей установленные в отверстиях корпуса 1 клин 7, ввернутую в пластину 3 резьбовую шпильку 8 с гайкой 9 и подпружиненный прихват 10, опирающийся на корпус 1 и торец клина 7, взаимодействующего с клиновой поверхностью штыря 6. Для точного поворота пластин 4 они снабжены эксцентриковыми пальцами 11, взаимодействующими с пазами корпуса 1. Для установки, режущих элементов 2 каждьй из них при отпущенных гайках 9 вводят в пазы пластин 4, надевают на штыри 6 и скрепляют с ними винтами 5. Затем подтягивают гайки 9 до плотного контакта боковых поверхностей режущих элементов 2 с пазами пластин 4 и с помощью эксцентриковых пальцев 11 поворачивают вкладыши вместе с режущими элементами 2, регулируя осевое биение вершин В режущих элементов, при этом повороту на угол, А Q соответствует перемещение вервшны Б по высоте относительно поверхности Т на величину К R-&8 sin6 достаточную для компенсации суммы погрешностей .6j; . При окончательной затяжке каждой гайки 9 осевым усилием, передаваемьм на штьфь 6 и винт 5 через прихват 10 и клин 7, режущий элемент 2 и опорная пластина 3 притягиваются к корпусу 1 по их торцовым поверхностям, и одновременно радиальным усилием, передаваемым на штьфь 6 через шпильку 8 и пластину 3, режущий элемент 2 притягивается своими боковыми поверхностями к пластине 4 и через них - к корпусу 1, чем достигается надежное закрепление режущих элементо 2 к корпусу 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ТОРЦЕВАЯ ФРЕЗА | 2003 |
|
RU2238825C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102202C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Фреза для обработки внутренней поверхности вкладышей подшипников скольжения | 1989 |
|
SU1673320A1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКИ | 2000 |
|
RU2211750C2 |
ТОРЦОВАЯ ФРЕЗА, содержащая корпус с опорными пластинами,в гнездах которых закреплены режущие элементы, при этом опорные пластины установлены с возможностью поворота вокруг осей, не совпадаюпрсс с вершинами рекущих элементов, о т л и ч аю щ а я с я тем, что, с целью снижения трудоемкости сборки фрезы, режущий элемент установлен к оск фрезы под углом 0 определяемым по следующей зависимости бТйгсзш кле 6 , где 6 - суммарная погрешность изготовления составляпщнх элементов, мм; R - расстояние от вершины режущего элемента до оси поворота, мм; д8 - величина угла поворота (Л режущего элемента, рад. ел 00 bo 
| Сборный режущий инструмент | 1979 |
|
SU837609A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
