Изобретение относится к металлообработке, в частности к изготовлению проволочных электродов-инструментов для электрообработки.
Целью изобретения является повышение качества электродов из проволоки малого диаметра.
Это достигается многократным закручиванием заготовки с одновременным ее вытягиванием.
Для этого устройство, содержащее неподвижную станину, установленные на ней катушку с проволокой, направляющую фильеру, неподвижную зажимную цангу с управляющим пневмоцилиндром, зубчатую рейку, подвижную раму, перемещающуюся в продольных направляющих станины от привода, закрепленные на раме поворотную зажимную цангу с управляющим пневмоцилиндром, рубящий механизм, приемный лоток и систему управления приводами перемещения подвижной рамы и пневмоци- линдрами зажимных цанг, снабжено механизмом перехода подвижной рамы на замедленную скорость, выполненным в виде самотормозящей червячной передачи, червяк которой связан с одного конца с индивидуальным приводом, с другого - с пово- ротной зажимной цангой, а зубья червячного колеса выполнены на наружном контуре эпициклического колеса.
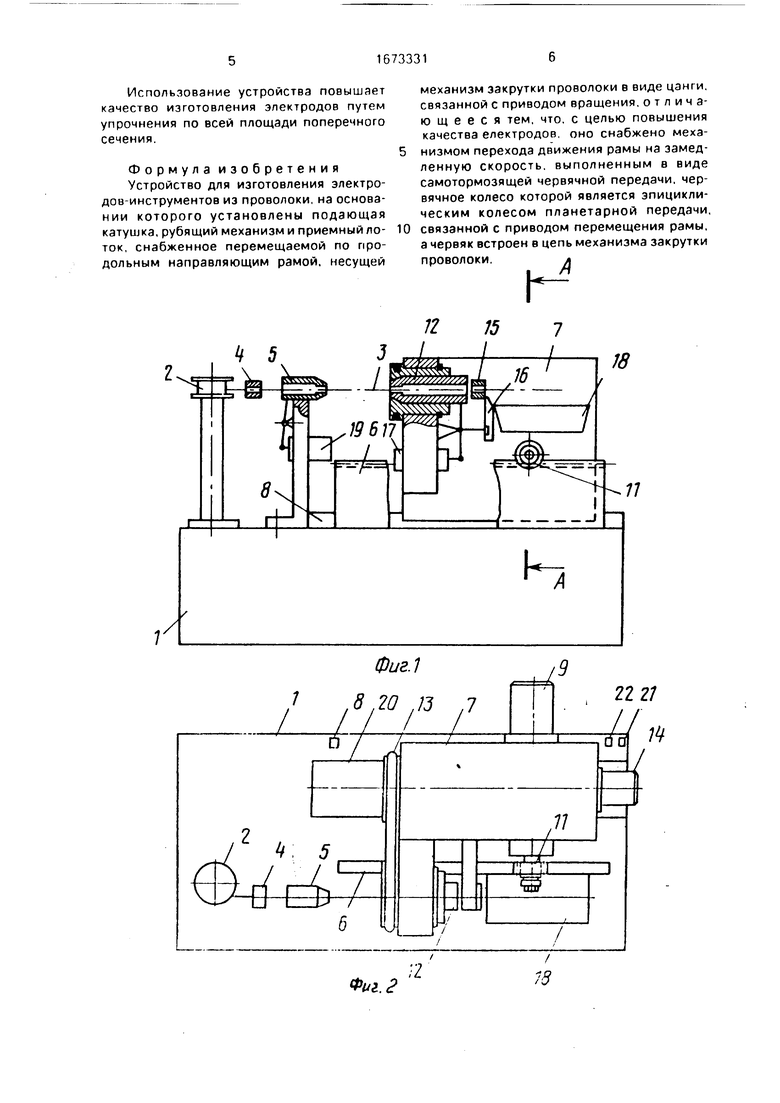
На фиг.1 изображена принципиальная схема устройства; на фиг.2 - то же, план; на фиг.З - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.З.
На станине 1 смонтированы катушка 2 с проволокой 3, направляющая фильера 4, неподвижная зажимная цанга 5 и зубчатая
О
VI
CJ
GJ со
рейка 0 для припода подвижной рлмы 7. Рама 7 совершает движение по продольным направляющим 8 от привода, состоящие из электродвигателя 9, планетарной передачи 10 и шестерни 11, зацепляющейся с рейкой 6. неподвижно закрепленной на станине.
На подвижной раме 7 установлены поворотная зажимная цанга 12, вращающаяся через клиноременную передачу 13 от электродвигателя 14, рубящий Механизм, состоящий из фильеры 15, ножа 16, связанного с пневмоцилиндром 17. и приемный лоток 18. Зажим и разжим цанг 5 и 12 осущестляется от пневмоцилиндров 19 и 17 соответственно.
Для обеспечения автоматической работы устройства на станине установлены конечные выключатели 20 и 21, обеспечивающие реверсирование рамы 7 при достижении крайних положений и управляющие пневмоцилиндрами 17 и 19, а также промежуточный выключатель 22, обеспечивающий переход рамы 7 на замедленную скорость с одновременным вращением поворотной цанги 12.
Планетарная передача 10 привода перемещения подвижной рамы 7 включает солнечное колесо 23, зацепляющееся с сателлитами 24, эпициклическое колесо 25, имеющее зубчатый венец и вращающееся в корпусе подвижной раме на подшипниках 26, и водило 27, на котором через предохранительную муфту 28 установлена шестерня 11. Эпицикл 25 своим зубчатым венцом на наружном диаметре входит в зацепление с самотормозящим червяком 29, соединенным с одного конца с электродвигателем 14, а с другого через клиноременную передачу 13 - с поворотной зажимной цангой 12.
Устройство работает следующим образом.
Перед включением устройства на станину 1 устанавливают катушку 2 с проволокой 3, пропускают ее через фильеру 4, неподвижную-цангу 5 и поворотную зажимную цангу 12, при этом подвижная рама 7 должна находиться в крайнем левом положении.
Конец проволоки 3 пропускают через фильеру 15 за плоскость реза ножа 16 на 3-5 мм. Включают устройство. При этом подвижная рама 7, занимая крайнее левов положение, контактирует своим упором с конечным выключателем 20, который дает команды на срабатывание цилиндра 17 и включение электродвигателя 9. Цанга 5 остается открытой. При срабатывании цилиндра 17 происходит зажим цанги 12 и обрезка проволоки ножом 16. При вращении электродвигателя 9 вращается солнечное колесо 23. а так как червяк 29 выполнен самотормозлщим. то эпициклическое колесо 25 остается неподвижным и сателлиты 24, обкатываясь по колесу 25, передают вращение шестерне 11, зацепляющемся с зубчатой неподвижной рейкой 6. Подвижная рама 7 получает движение подачи вправо до момента срабатывания промежуточного выключателя 23.
0При нажатии упором подвижной рамы 7
промежуточного выключателя 22 включается вращение электродвигателя 14 и срабатывает цилиндр 19, зажимая цангу 5. При вращении электродвигателя 14 одновре5 менно получает вращение клиноременная передача 13, которая передает вращение поворотной зажимной цанге 12. От злектро двигателя 14 получает вращение самотормозящийся червяк 29, который передает
0 вращение эпициклу 25.
В результате сложения движений вращения от электродвигателя 14 через червяк 29. червячное эпициклическое колесо 25 и от электродвигателя 9 через планетарную
5 передачу, водило 27 и шестерня 11, расположенная на нем, начинают вращаться с малой скоростью и, зацепляясь с неподвижной зубчатой рейкой 6, передавать замедленное движение раме 7 по направляющим 8.
0Таким образом, при включении электродвигателя 14 подвижная рама 7 переходит на замедленную скорость, а проволока 3, зажатая в цанге 5 и поворотной цанге 12, закручивается вращением поворотной цан5 ги Число оборотов при закручивании составляет 20-30 оборотов на 200 мм длине проволоки из меди и латуни. Рама 7 при вращении цанги 12 перемещается на мм, обеспечивая вытягивание проволоки
0 при ее закручивании. Значительная величина закручивания обеспечивает упрочнение проволоки всему поперечному сечению. Закручивание проволоки продолжается при малой скорости подвижной рамы 7 до мо5 мента нажатия упором рамы на конечный выключатель 21. При этом вращение электродвигателя 14 прекращается, вращение электродвигателя 9 реверсируется, цанги 5 и 12 разжимаются. Проволока 3 остается на
0 месте, а рама 7 реверсируе ся в крайнее левое положение.
При достижении рамой крайнего левого положения нажимается конечный выключа- 5 тель 20, при этом реверсируется электродвигатель 9, зажимается цанга 12 и нож 16 отрезает готовый электрод, выступающий из цанги 12. Готовый электрод падает в приемный поток 18. Далее процесс повторяется.
Использование устройства повышает качество изготовления электродов путем упрочнения по всей площади поперечного сечения.
Формула изобретения Устройство для изготовления электродов-инструментов из проволоки, на основа- нии которого установлены подающая катушка, рубящий механизм и приемный лоток, снабженное перемещаемой по продольным направляющим рамой, несущей
механизм закрутки проволоки в виде цанги, связанной с приводом вращения, отличающееся тем, что, с целью повышения качества електродов, оно снабжено механизмом перехода движения рамы на замедленную скорость, выполненным в виде самотормозящей червячной передачи, червячное колесо которой является эпициклическим колесом планетарной передачи,
связанной с приводом перемещения рамы, а червяк встроен в цепь механизма закрутки проволоки.л
h
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ПОВОРОТА | 2007 |
|
RU2328442C1 |
| ПУСКОВАЯ УСТАНОВКА ДЛЯ ОРУЖИЯ ТИПА ТОРПЕДЫ | 2006 |
|
RU2318174C1 |
| МНОГОСТВОЛЬНЫЙ ГРАНАТОМЕТ | 2009 |
|
RU2400689C1 |
| Товарный регулятор ткацкого станка | 1991 |
|
SU1807120A1 |
| Товарный регулятор ткацкого станка | 1988 |
|
SU1548294A1 |
| Основный регулятор ткацкого станка | 1989 |
|
SU1612009A1 |
| Манипулятор | 1983 |
|
SU1094734A1 |
| Волновой вариатор скорости | 1979 |
|
SU870804A1 |
| Привод для клапанов | 1945 |
|
SU69122A1 |
| МЕХАНИЧЕСКАЯ АВТОМАТИЧЕСКАЯ БЕССТУПЕНЧАТАЯ КОРОБКА ПЕРЕДАЧ | 1993 |
|
RU2083385C1 |


Изобретение относится к металлообработке, в частности к изготовлению проволочных электродов-инструментов для электрообработки. Целью является повышение качества изготовляемых электродов из проволоки малого диаметра. Качество обеспечивается тем, что проволоку закручивают на 20 - 30 оборотов на длине 200 мм проволоки из меди или латуни. При этом осуществляют вытягивание на 8 - 16 мм. Устройство снабжено механизмом перехода перемещения рамы на замедленную скорость. В процессе перемещения рамы на замедленной скорости осуществляется закручивание и вытягивание проволоки. Механизм выполнен в виде самотормозящей червячной передачи. Червячное колесо 25 является эпициклом планетарной передачи привода перемещения рамы 7, червяк 29 связан с поворотной цангой 12, а другой его конец - с электродвигателем привода закрутки проволоки. 4 ил.
ь
ФигЗ
13
6-6
Щ
L
| Станок для изготовления электродов из проволоки | 1977 |
|
SU671905A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
