Изобретение относится к производству бетонных и железобетонных изделий, а именно к составам смазок для металлических форм при формовании этих изделий.
Цель изобретения - исключение адгезии бетона к форме при сохранении качества поверхности изделий.
Смазка содержит следующие компоненты, мас.%:
Минеральное масло40-60
Технические лигносульфонаты2-5
Ацетат натрия или
бензоат натрия или
тартрат натрия2-5
Кальцинированная
сода или тринатрийфосфат 1-3
ВодаОстальное
Антиадгезионное действие предлагаемой эмульсионной смазки обеспечивается тем, что гидрофобный компонент (мазут или отработанное машинное масло) образует механически действующую защитную пленку на поверхности металлической формы.
ЛСТМ-2 обусловливает агрегативную устойчивость эмульсии, а также, являясь замедлителем твердения бетона, способствует повышению антиадгезионных свойств смазки,
Водорастворимая натриевая соль органической кислоты (ацетат, бензоат, тартрат и др.), благодаря своей сильной адсорбции на межфазной поверхности, в щелочной среде способствует повышению вязкости эмульсии за счет ее частичного структурирования, что улучшает удерживающую способность смазки. Щелочная среда создается введением кальцинированной соды или тринатрий- фосфата, присутствие которых обеспечивает также лучшую растекаемость смазки по поверхности металлической формы и защиту формы от коррозии.
Приготовление эмульсионной смазки для металлических форм осуществляют следующим образом.
В воде при перемешивании растворяют кальцинированную соду (или тринатрийфосфат) и водорастворимую натриевую соль орСП
о VI со
СП 00
ганической кислоты, добавляют ЛСТМ-2 и, продолжая перемешивание, вводят мазут (или отработанное машинное масло).Интенсивное непрерывное перемешивание продолжают еще 20-30 мин до получения однородной эмульсии типа масло в воде.
Эмульсионная смазка для металлических форм представляет собой достаточно густую эмульсию темно-бурого цвета. Наносят смазку на форму ручным или механизи- рованным способом.
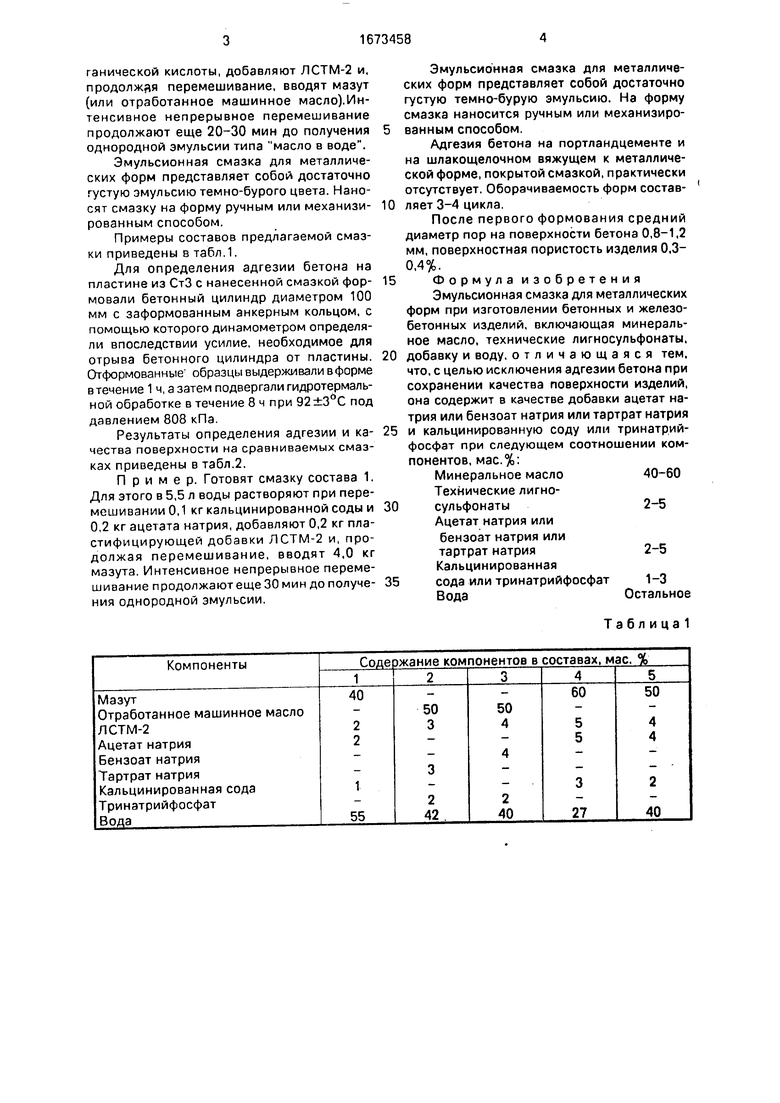
Примеры составов предлагаемой смазки приведены в табл.1.
Для определения адгезии бетона на пластине из СтЗ с нанесенной смазкой фор- мовали бетонный цилиндр диаметром 100 мм с заформованным анкерным кольцом, с помощью которого динамометром определяли впоследствии усилие, необходимое для отрыва бетонного цилиндра от пластины. Отформованные образцы выдерживали в форме в течение 1 ч, а затем подвергали гидротермальной обработке в течение 8 ч при 92±3°С под давлением 808 кПа.
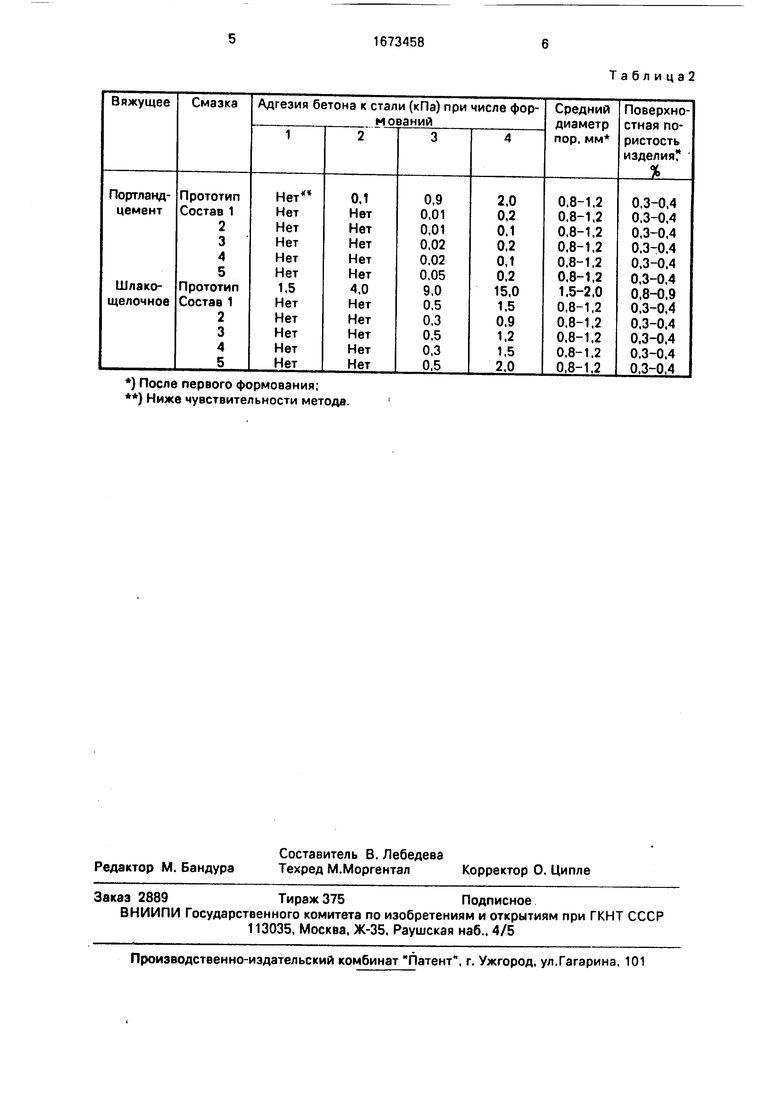
Результаты определения адгезии и ка- чества поверхности на сравниваемых смазках приведены в табл.2.
Пример. Готовят смазку состава 1. Для этого в 5,5 л воды растворяют при перемешивании 0,1 кг кальцинированной соды и 0,2 кг ацетата натрия, добавляют 0,2 кг пластифицирующей добавки ЛСТМ-2 и, продолжая перемешивание, вводят 4,0 кг мазута. Интенсивное непрерывное перемешивание продолжаютеще 30 мин до получе- ния однородной эмульсии.
Эмульсионная смазка для металлических форм представляет собой достаточно густую темно-бурую эмульсию. На форму смазка наносится ручным или механизированным способом.
Адгезия бетона на портландцементе и на шлакощелочном вяжущем к металлической форме, покрытой смазкой, практически отсутствует. Оборачиваемость форм составляет 3-4 цикла.
После первого формования средний диаметр пор на поверхности бетона 0,8-1,2 мм, поверхностная пористость изделия 0,3- 0,4%.
Формула изобретения
Эмульсионная смазка для металлических форм при изготовлении бетонных и железобетонных изделий, включающая минеральное масло, технические лигносульфонаты, добавку и воду, отличающаяся тем. что, с целью исключения адгезии бетона при сохранении качества поверхности изделий, она содержит в качестве добавки ацетат натрия или бензоат натрия или тартрат натрия и кальцинированную соду или тринатрий- фосфат при следующем соотношении компонентов, мас.%:
Минеральное масло40-60
Технические лигносульфонаты2-5
Ацетат натрия или
бензоат натрия или
тартрат натрия2-5
Кальцинированная
сода или тринатрийфосфат 1-3
ВодаОстальное
Таблица
Таблица2
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для форм | 1990 |
|
SU1742065A1 |
| Смазка для металлических форм | 1979 |
|
SU806420A1 |
| Смазка для металлических форм | 1977 |
|
SU619344A1 |
| МОЮЩЕЕ СРЕДСТВО "ПАН" ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ ОТ ОРГАНИЧЕСКИХ ЗАГРЯЗНЕНИЙ (ВАРИАНТЫ) И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ ДЛЯ ОЧИСТКИ СКВАЖИН, ТРУБОПРОВОДОВ И ЕМКОСТЕЙ ОТ ОСАДКОВ НЕФТЕПРОДУКТОВ И ИХ ОТЛОЖЕНИЙ | 2006 |
|
RU2309979C1 |
| СМАЗКА ДЛЯ МЕТАЛЛИЧЕСКИХ ФОРМ | 1991 |
|
RU2020066C1 |
| Смазка для форм | 1987 |
|
SU1477555A1 |
| Антиадгезионная смазка | 1988 |
|
SU1572822A1 |
| Смазка для металлических форм | 1987 |
|
SU1470529A1 |
| Смазочно-охлаждающая жидкость для холодной обработки металлов давлением | 1978 |
|
SU765342A1 |
| Смазка для металлических форм | 1979 |
|
SU814752A1 |
Изобретение относится к производству бетонных и железобетонных изделий, а именно к составам смазок для металлических форм при формовании этих изделий. Цель изобретения - исключение адгезии бетона к форме при сохранении качества поверхности изделий. Эмульсионная смазка содержит, мас.%: минеральное масло 40 - 60
лигносульфонаты технические 2 - 5
ацетат натрия или бензоат натрия или тартрат натрия 2 - 5
кальцинированная сода или тринатрийфосфат 1 - 3
вода - остальное. Адгезия бетона к стали отсутствует. 2 табл.
) После первого формования;
) Ниже чувствительности методе.
| Состав для обработки поверхности форм при изготовлении бетонных изделий | 1975 |
|
SU668937A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Смазка для металлических форм | 1976 |
|
SU590140A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
