Изобретение относится к обработке металлов сваркой и давлением и может быть использовано на машиностроительных предприятиях для переработки концевых цилиндрических и призматических (шестигранных) отходов на меньший диаметр прутка с последующим его использованием в качестве исходного сортимента металлопроката.
Цель изобретения - увеличение выхода годного.
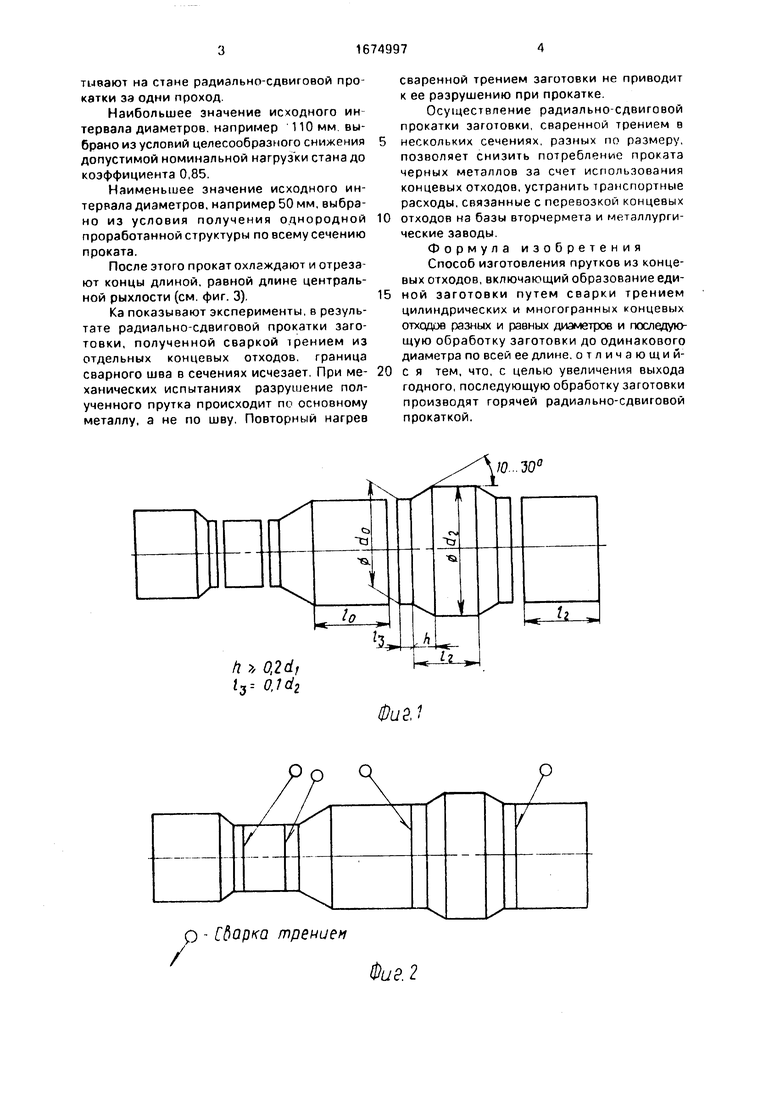
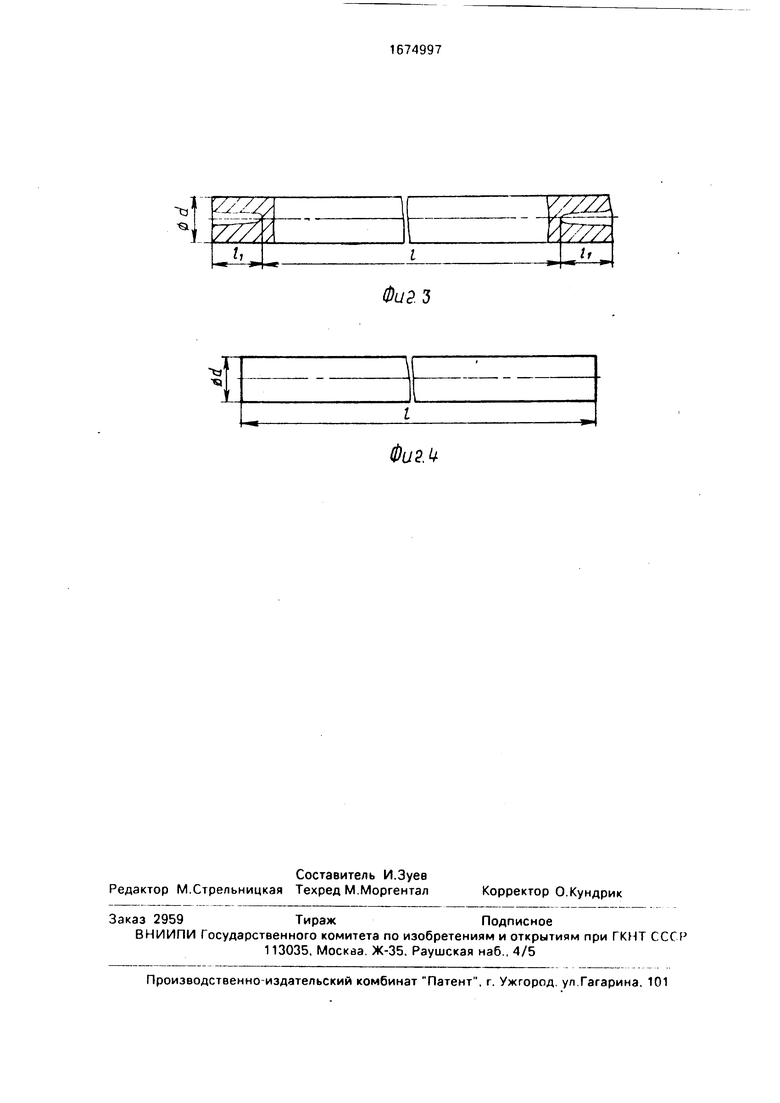
На фиг. 1 показан набор концевых отходов перед сваркой трением: на фиг. 2 - то же, после сварки трением; на фиг. 3 - заготовка после радиально-сдвиговой прокатки; на фиг. 4 - прокат после удаления его дефектных концов.
Способ осуществляют следующим образом.
Токарной обработкой на концевых заготовках получают переходы под сварку трением (см. фиг, 1). Для этого используют концевые отходы из различных сталей, получаемые в автоматно-токарном производстве машиностроительных заводов. На машине сварки трением сваривают концевые отходы разных диаметров. При этом перепад диаметров в одном свариваемом сечении принимают не более 25% для уменьшения колебаний нагрузок при прокатке. В результате получают сварную заготовку с зачищенным гратом и переменным диаметром вдоль длины (см. фиг. 2). Затем полученную заготовку нагревают до 1170-1230° и прокао
х|
Јь О О vj
тивают на стане радиально-сдвиговой прокатки за одни проход.
Наибольшее значение исходного интервала диаметров, например 110мм выбрано из условий целесообразного снижения допустимой номинальной нагрузки стана до коэффициента 0,85.
Наименьшее значение исходного интервала диаметров, например 50 мм, выбрано из условия получения однородной проработанной структуры по всему сечению проката.
После этого прокат охлаждают и отрезают концы длиной, равной дпине центральной рыхлости (см. фиг. 3).
Ка показывают эксперименты, в результате радиально-сдвиговой прокатки заготовки, полученной сваркой трением из отдельных концевых отходов, граница сварного шва в сечениях исчезает. При механических испытаниях разрушение полученного прутка происходит по основному металлу, а не по шву. Повторный нагрев
сваренной трением заготовки не приводит к ее разрушению при прокатке.
Осуществление радиально-сдвиговой прокатки заготовки, сваренной трением в
нескольких сечениях, разных по размеру, позволяет снизить потребление проката черных металлов за счет использования концевых отходов, устранить транспортные расходы, связанные с перевозкой концевых
отходов на базы вторчермета и металлургические заводы.
Формула изобретения Способ изготовления прутков из концевых отходов, включающий образование единой заготовки путем сварки трением цилиндрических и многогранных концевых отходов разных и равных диаметров и последующую обработку заготовки до одинакового диаметра по всей ее длине, отличающийс я тем, что, с целью увеличения выхода годного, последующую обработку заготовки производят горячей радиально-сдвиговой прокаткой.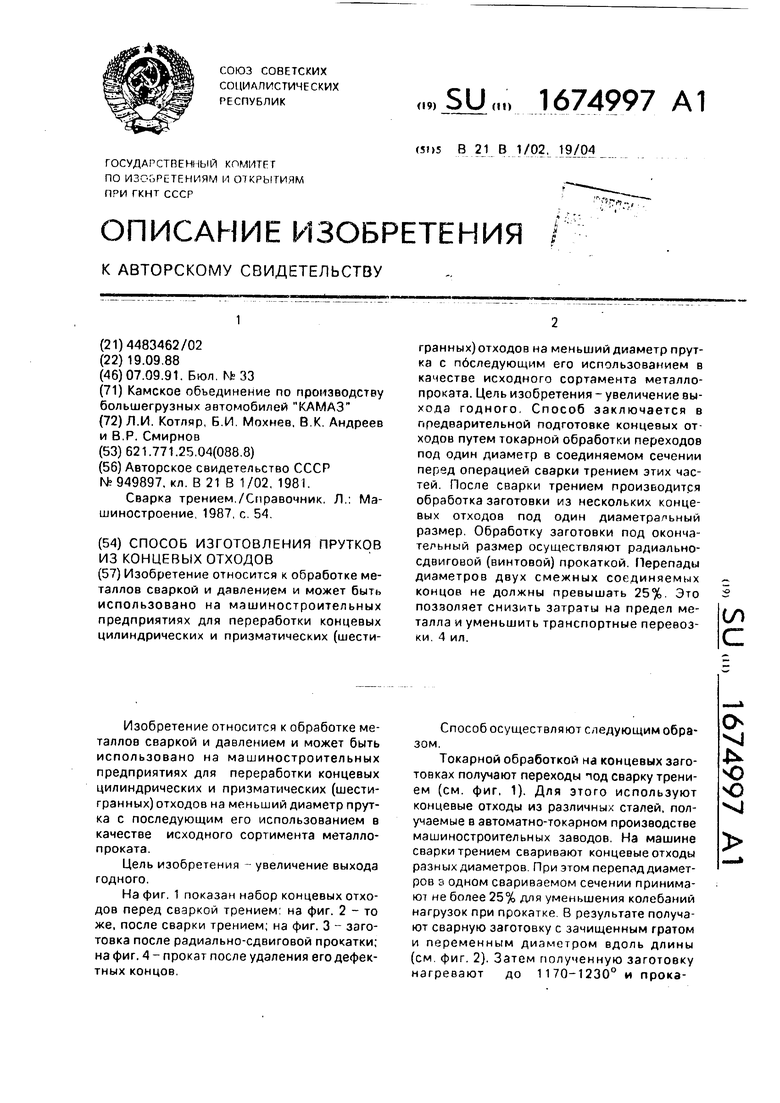
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойный пруток | 1984 |
|
SU1278160A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУГЛЫХ ПРУТКОВ ПРОКАТКОЙ | 1992 |
|
RU2009733C1 |
| Способ прокатки сортового металла и катанки | 1989 |
|
SU1729646A1 |
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОФИЛЕЙ МЕЛКИХ СЕЧЕНИЙ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037345C1 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| СПОСОБ ПРОИЗВОДСТВА ЧЕХЛОВЫХ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317866C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ГИЛЬЗ ИЛИ ПРУТКОВ | 1991 |
|
RU2057612C1 |
| КОЛЬЦО ПОДШИПНИКА С ФЛАНЦЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДОБНОГО КОЛЬЦА ПОДШИПНИКА С ФЛАНЦЕМ | 2011 |
|
RU2563712C2 |
Изобретение относится к обработке металлов сваркой и давлением и может быть использовано на машиностроительных предприятиях для переработки концевых цилиндрических и призматических (шестигранных) отходов на меньший диаметр прутка с пбследующим его использованием в качестве исходного сортамента металлопроката. Цель изобретения - увеличение выхода годного. Способ заключается в предварительной подготовке концевых отходов путем токарной обработки переходов под один диаметр в соединяемом сечении перед операцией сварки трением этих частей. После сварки трением производится обработка заготовки из нескольких концевых отходов под один диаметральный размер. Обработку заготовки под окончательный размер осуществляют радиально- сдвиговой (винтовой) прокаткой. Перепады диаметров двух смежных соединяемых концов не должны превышать 25%. Это позволяет снизить затраты на предел металла и уменьшить транспортные перевозки. 4 ил. (Л С
/ , 0,2d, 13- 0,ld2
/
р - Сдарка трениен
ю ..эо°
Фиё,1
Фиг. 2
Фигз
Фиг.ь
| Авторское свидетельство СССР № 949897, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сварка трением./Справочник | |||
| Л.: Машиностроение, 1987, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
