Изобретение относится к технологии соединения разнородных материалов, в частности к способам соединения пиролитического нитрида бора (ПНБ) с металлом, и может быть использовано при изготовлении металлодиэлектрических узлов для электронной, радиоэлектронной приборостроительной промышленности.
Цель изобретения - повышение выхода годных вакуумплотных соединений диаметром более 60 мм.
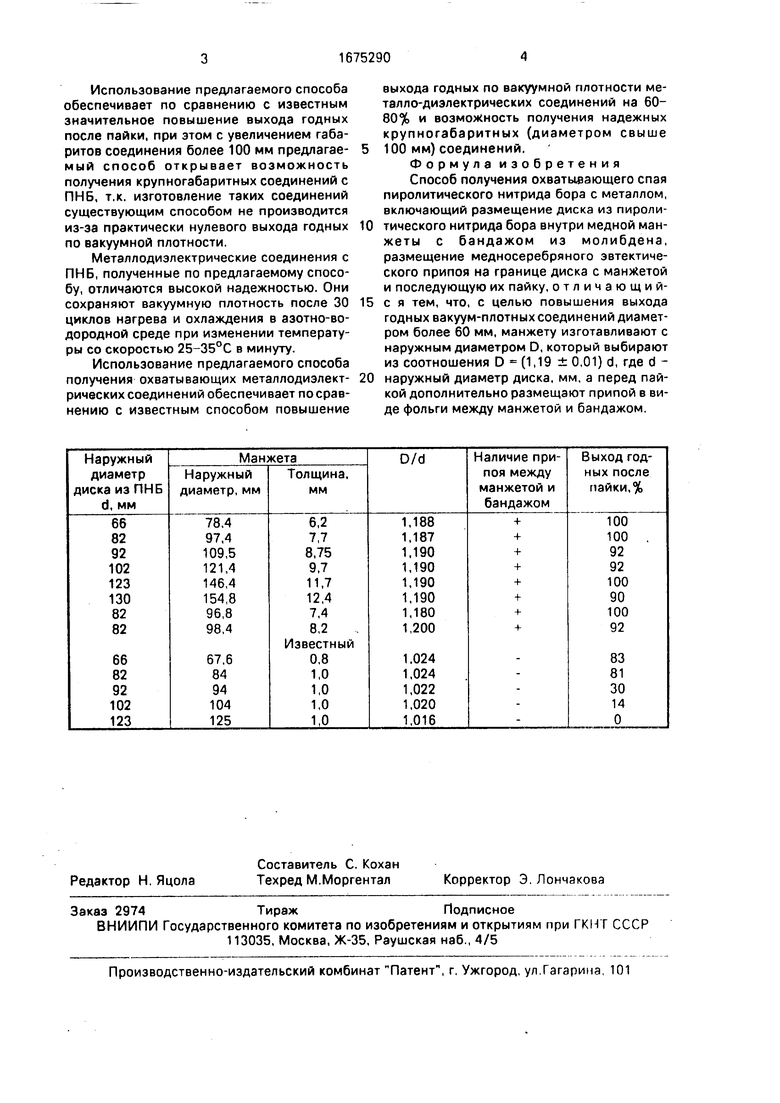
Пример. Диск из ПНБ помещают в медную манжету, на которую одевают молибденовый бандаж. Паяют диски из ПНБ диаметром 66, 82, 92, 102, 123 и 130 мм с медными манжетами с диаметрами, выбранными из соотношения D (1,19± 0,01)
d, где d - диаметр диска ПНБ Припой ПСр 72 В в виде проволоки размещают на границе диска с манжетой, а в виде фольги - между манжетой и бандажом. Пайка сбороч- ныхединиц производится контактно-реактивным способом в среде аргона при 860 ± 20°С. Для сравнения были изготовлены соединения в соответствии с известным способом аналогичных размеров, в которых толщина манжеты составляет 0,8-1 мм, а припой размещается только на границе диска с манжетой и отсутствовал между манжетой и бандажом Оценка выхода годных после пайки осуществляется по вакуумной плотности соединения, которая проверяется на гелиевом течеискателе ПТИ-7А. Результаты приведены в таблице.
Os
vj СЛ Ю Ю О
Использование предлагаемого способа обеспечивает по сравнению с известным значительное повышение выхода годных после пайки, при этом с увеличением габаритов соединения более 100 мм предлагаемый способ открывает возможность получения крупногабаритных соединений с ПНБ, т.к. изготовление таких соединений существующим способом не производится из-за практически нулевого выхода годных по вакуумной плотности.
Металлодиэлектрические соединения с ПНБ, полученные по предлагаемому способу, отличаются высокой надежностью. Они сохраняют вакуумную плотность после 30 циклов нагрева и охлаждения в азотно-во- дородной среде при изменении температуры со скоростью 25-35°С в минуту.
Использование предлагаемого способа получения охватывающих металлодиэлект- рических соединений обеспечивает по сравнению с известным способом повышение
выхода годных по вакуумной плотности ме- талло-диэлектрических соединений на 60- 80% и возможность получения надежных крупногабаритных (диаметром свыше
100 мм) соединений.
Формула изобретения Способ получения охватывающего спая пиролитического нитрида бора с металлом, включающий размещение диска из пиролитического нитрида бора внутри медной манжеты с бандажом из молибдена, размещение медносеребряного эвтектического припоя на границе диска с манжетой и последующую их пайку, отличающийс я тем, что, с целью повышения выхода годных вакуум-плотных соединений диаметром более 60 мм, манжету изготавливают с наружным диаметром D, который выбирают из соотношения D (1,19 ± 0,01) d, где d наружный диаметр диска, мм, а перед пайкой дополнительно размещают припой в виде фольги между манжетой и бандажом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ПИРОЛИТИЧЕСКОГО НИТРИДА БОРА С МЕТАЛЛАМИ | 2023 |
|
RU2819011C1 |
| СПОСОБ ВАКУУМПЛОТНОГО СОЕДИНЕНИЯ КЕРАМИКИ ИЗ НИТРИДА БОРА С МЕТАЛЛАМИ | 1979 |
|
SU1739590A1 |
| Способ получения несогласованных охватывающих спаев диэлектрика с металлами | 1979 |
|
SU857079A1 |
| Способ изготовления металлокерамических соединений | 1988 |
|
SU1507758A1 |
| Способ пайки нитрида бора с металлами | 1972 |
|
SU1750880A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО РАЗРЯДНИКА | 2013 |
|
RU2550350C2 |
| Способ диффузионной сварки заготовок из керамики | 2020 |
|
RU2752820C1 |
| Способ изготовления вакуумплотного бериллиевого выпускного окна | 2021 |
|
RU2760320C1 |
| Способ получения изделий из пиролитического нитрида бора | 1990 |
|
SU1791429A1 |
Изобретение относится к технологии соединения разнородных материалов и может быть использовано при изготовлении металлодиэлектрических узлов для электронной,радиоэлектроннойи приборостроительной отраслей промышленности. Цель изобретения - повышение выхода годных вакуумплотных соединений диаметром более 60 мм. Диск пиролитического нитрида бора помещают с зазором под пайку внутрь медной манжеты, внешний диаметр D которой определяют из соотношения D (1,19 ± 0,01) d, где d - наружный диаметр диска, мм. На манжету одевают молибденовый бандаж. Припой ПСр 72 В в виде проволоки помещают на границе диска и манжеты, в виде фольги между манжетой и бандажом. Пайку проводят при 860 ± 20°С е среде аргона. Получены вакуумплотные спаи диаметром до 130 мм, выход годных составил 90-100%. 1 табл. Ј Ј
| Батыгин В.Н | |||
| и др | |||
| Пиролитический нитрид бора и его спаи с металлом | |||
| - Электронная техника, сер | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электроника СВЧ, 1977, №3 | |||
| с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Павлова В.Д | |||
| и др | |||
| Исследование термических и механических свойств соединений пиролитического нитрида бора с металлами | |||
| - Электронная техника, сер | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
