Изобретение относится к текстильной промышленности и может быть использовано для автоматического регулирования и стабилизации, производительности поточных линий по переработке волокнистых материалов, а также для сопряжения по производительности агрегатов и машин, входящих в состав поточных линий.
Цель изобретения - повышение качества выходного продукта.
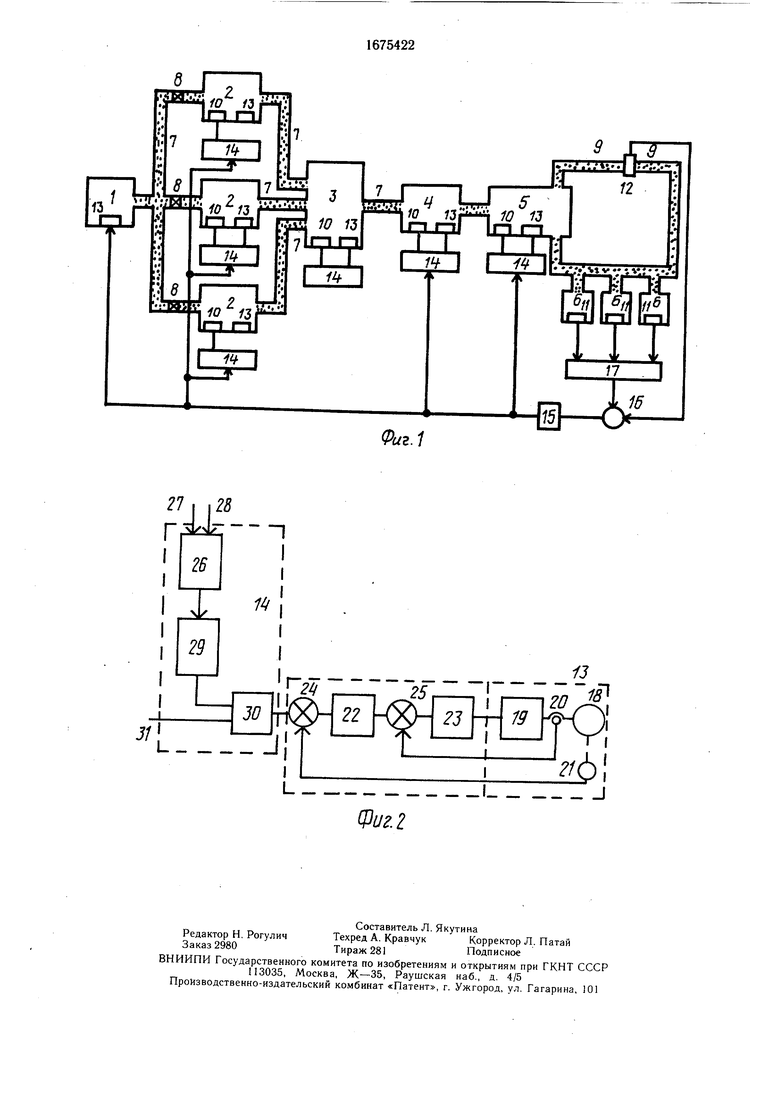
На фиг. 1 изображена структурная схема устройства, реализующего предлагаемый способ; на фиг. 2 - устройство локального регулятора и регулируемого привода.
Устройство .управления поточной линией по переработке волокнистых материалов содержит технологические машины, входящие в состав поточной линии: кипный питатель 1, очистители грубой 2 и тонкой 3 очистки, смеситель 4, резервный питатель 5, чесальные машины 6. Машины 1-6 соединены между собой пневмопроводом 7 для передачи волокнистого продукта. В пневмопроводе 7 между кипным питателем 1 и очистителями 2 установлены клапаны 8 для того,
чтобы волокно различных компонентов можно было направлять через разные очистители 2, имеющие различную степень очистки. Избыток волокна от чесальных машин 6 через обратный пневмопровод 9 возвращается в бункер резервного питателя 5. В бункерах машин 2-5 установлены датчики 10 уровня волокна. Чесальные машины 6 имеют датчики 11 их состояния. В обратном пневмопроводе 9 установлен датчик 12 количества волокна. Машины 1-- 6 имеют регулируемые приводы 13. Датчики 10 уровня волокна в бункерах и регулируемые приводы 13 на машинах 2-5 связаны с локальными регуляторами 14, задающие входы которых подключены к выходу усилителя 15 с регулируемым коэффициентом усиления. Сюда же подключен задающий вход регулируемого электропривода 13 кипного питателя 1. Вход усилителя 15 соединен с выходом элемента 16 сравнения, входы которого связаны со счетчиком количества работающих чесальных машин 17 и датчиком 12 количества волокна в обратном пневмопроводе 9. Входы
О5 3
У1
Јъ N3 Ю
счетчика 17 соединены с датчиками 11 состояния чесальных машин 6.
Регулируемый электропривод 13 каждой машины 1-5 содержит электродвигатель 18, питаемый от тиристорного преобразователя 5 19 через датчик 20 тока. К электродвигателю 18 подключен также датчик 21 скорости двигателя. Регуляторы скорости 22 и тока 23 совместно с элементами 24 и 25 сравнения регулируют скорость вращения, силу тока электродвигателя 18, изменяя его Ю мощность.
Локальный регулятор 14 включает в себя трехпозиционный регулятор 26, имеющий входы 27 и 28, предназначенные для подключения к выходам верхнего и нижнего уров- 15 ня датчиков 10 уровня.
Трехпозиционный регулятор 26 через пропорционально-интегральный регулятор 29 соединен с входом блока 30 умножения, выход которого является выходом локального регулятора 14 и предназначен для сое- 20 ди нения с регулируемым электроприводом 13. Вход 31 блока 30 умножения является задающим входом локального регулятора 14.
Устройство работает следующим образом.
При увеличении количества волокна в об- ук ратном пневмопроводе 9 чесальных машин 6 возрастает сигнал с датчика 12, что приводит к уменьшению сигнала на выходе эле- мента 16 сравнения и усилителя 15.
Сигнал с усилителя 15 передается на регулируемый электропривод 13 всех машин. 30 Это приводит к одновременному уменьшению скорости рабочих органов всех машин поточной линии, а следовательно, уменьшению количества волокна в обратном пневмопро- воде 9. При уменьшении волокна в обратном пневмопроводе 9 произойдет одновремен- 35 ное увеличение скоростного режима рабочих органов всех машин поточной линии. Также изменяется скоростной режим линии при отключении или подключении чесальных машин. В этом случае произойдет уменьшение или увеличение напряжения на вы- 4 ходе счетчика 17 количества работающих чесальных машин, что приведет к уменьшению или увеличению напряжений на выходах элемента 16 сравнения и усилителя 15, а также уменьшению или увеличению 45 скоростного режима поточной линии.
Одновременное изменение рабочих скоростей всех машин благоприятно скажется на качестве регулирования, поскольку в этом случае не создается чрезмерного избытка или недостатка волокна в машинах поточ- 50 ной линии.
Возникающие незначительные рассогласования производительности отдельных машин поточной линии компенсируются локальными регуляторами 14, не затрагивая общей производительности. Например, из-за увеличения угаров может уменьшиться поток волокна на выходе очистителя тонкой очистки. Это приведет к снижению уровня волокна в смесителе 4, что, в конечном итоге, приведет к срабатыванию нижнего датчика 10 уровня и появлению отрицательного напряжения на втором входе регулятора 26. Напряжение на выходе регулятора 29 плавно уменьшается, сигнал передается на блок 30 умножения, вызывая уменьшение скорости рабочих органов смесителя 4 до тех пор, пока не перекроется нижний датчик 10 уровня в его бункере. После этого напряжение на выходе регулятора 29 стабилизируется, стабилизируя скоростной режим смесителя 4.
Формула изобретения
1.Устройство управления поточной линией по переработке волокнистых материалов, содержащее очистители грубой и тонкой очистки, смеситель, резервный питатель чесальных машин, снабженные датчиками уровня волокна в бункерах и приводами с локальными регуляторами, датчики состояния чесальных машин, связанные со счетчиком числа работающих чесальных машин, подключенные к одному из входов элемента сравнения, обратный пневмопровод питания чесальных машин и кипный питатель с приводом, отличающееся тем, что, с целью повышения качества выходного продукта, оно снабжено датчиком количества волокна в обратном пневмопроводе питания чесальных машин, выход которого связан с другим входом элемента сравнения, выходом через усилитель связанного с приводом кипного питателя и первыми входами всех локальных регуляторов, вторыми входами подключенных к датчикам уровня волокна в соответствующих бункерах.
2.Устройство по п. 1, отличающееся тем, что каждый локальный регулятор состоит из последовательно соединенных трех- позиционного регулятора, пропорционально- интегрального регулятора и блока умножения, второй вход и выход которого являются соответственно первым входом и выходом локального регулятора, а его вторым входом является вход трехпозиционного регулятора.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для равномерного питания волокном группы чесальных машин | 1981 |
|
SU986979A1 |
| СПОСОБ ПЕРЕРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 1991 |
|
RU2044805C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ ИЗ ЛУБЯНЫХ ВОЛОКОН И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2122608C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 1990 |
|
RU2016925C1 |
| Устройство для питания волокном группы чесальных машин | 1985 |
|
SU1265223A1 |
| Устройство для питания волокном группы чесальных машин | 1985 |
|
SU1366560A1 |
| БЕСХОЛСТОВЫЙ ПИТАТЕЛЬ ТЕКСТИЛЬНЫХ МАШИН | 2009 |
|
RU2402647C1 |
| Устройство для питания волокном группы чесальных машин | 1987 |
|
SU1414893A1 |
| Устройство для стабилизации производительности поточной линии хлопкопрядения | 1985 |
|
SU1266902A1 |
| Устройство управления распределением волокна по бункерам чесальных машин | 1988 |
|
SU1516530A1 |
Изобретение относится к текстильной промышленности. Цель изобретения - повышение качества выходного продукта. В обратном пневмопроводе питания чесальных машин установлен датчик количества волокна, который как и счетчик работающих чесальных машин связан через элемент сравнения с приводом кипного питателя и первыми входами локальных регуляторов очистителей грубой и тонкой очистки, смесителя и резервного питателя чесальных машин, вторые входы которых соединены с датчиками уровня волокна в соответствующих бункерах. 1 з. п. ф-лы, 2 ил.
2 Ua
1
.. 25
лТ -J Ґ
13
0
6
| Способ получения плюшевого трикотажа на многосистемной двухфонтурной вязальной машине | 1971 |
|
SU659663A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
