wЈ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления многопостовой системой питания | 1989 |
|
SU1694361A2 |
| Способ управления многопостовой системой питания | 1984 |
|
SU1276453A1 |
| Многопостовая система питания | 1979 |
|
SU942919A1 |
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Многопостовая система питания | 1986 |
|
SU1389959A2 |
| Устройство для многопостовой сварки | 1986 |
|
SU1344535A1 |
| Многопостовая система питания для электродуговой сварки | 1973 |
|
SU460957A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ С КОМБИНИРОВАНИЕМ ЭТАПОВ МЯГКОГО И ГОРЯЧЕГО ПУСКОВ | 2010 |
|
RU2467845C2 |
| Устройство для стабилизации напряжения многопостовых сварочных выпрямителей | 1972 |
|
SU507421A1 |
Изобретение относится к сварочному производству, а именно к системам питания для электродуговой сварки, в частности к способу управления многопостовой системой питания. Цель изобретения - повышение точности стабилизации напряжения за счет компенсации падения напряжения в линии. Контролируют величину напряжения на участке, находящемся в наихудших условиях. При предельном снижении величины напряжения повышают величину заданного напряжения до предельного верхнего значения, а при восстановлении величины напряжения на контролируемом участке величину заданного напряжения снижают до номинального. Способ обеспечивает стабильность напряжения на постах сварки с заданной точностью, что повышает качество сварных соединений. 2 ил.
Изобретение относится к сварочному производству, а именно к системам питания для электродуговой сварки, и является развитием известного способа, описанного в авт. св. № 1276453 для систем с одной группой источников питания.
Целью изобретения является повышение точности стабилизации напряжения за счет компенсации падения напряжения в линии.
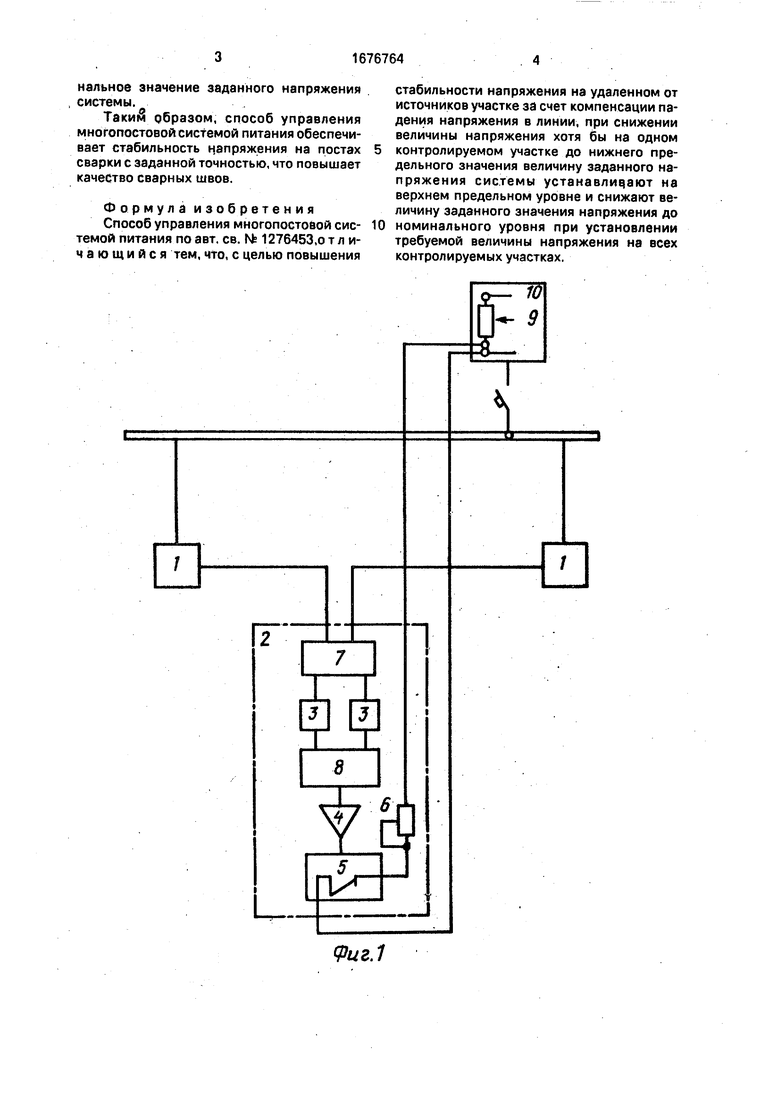
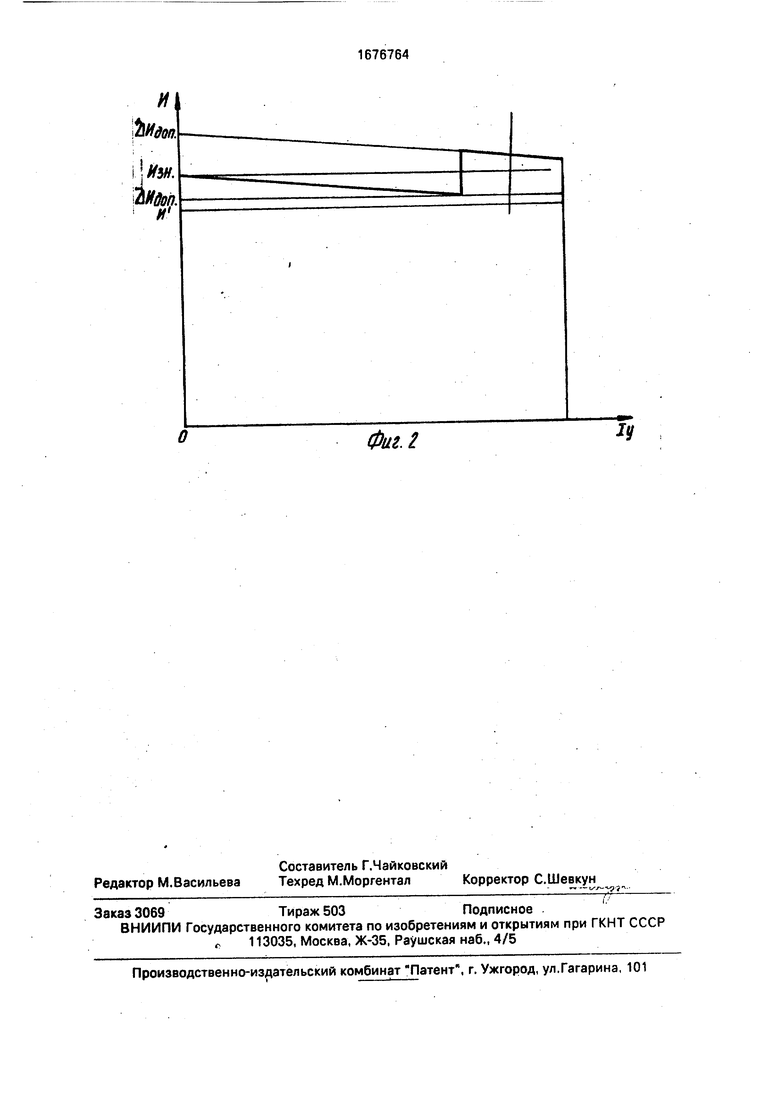
На фиг. 1 показана функциональная схема системы для реализации способа управления; на фиг. 2 - диаграмма изменения напряжений на посту сварки.
Способ реализуется системой, содержащей датчики 1 напряжения, установленные на участках системы с наихудшими условиями по стабильности напряжения, устройство переключения напряжения 2, состоящее из порогового элемента 3, усилителя 4 мощности, исполнительного элемента 5, резистора 6, развязывающего элемента 7, элемент ИЛИ 8, задатчик напряжения 9, стаби- лиз ированный источник 10 питания.
Система работает следующим образом.
При снижении напряжения на датчике 1 какого-либо участка срабатывает пороговый элемент 3 нижнего уровня напряжения системы, через усилитель 4 сигнал подается на исполнительный элемент 5, который, сработав, размыкает цепь, шунтирующую резистор 6, что вызывает повышение сопротивления плеча за датчика напряжения 9 стабилизированного источника питания 10, а следовательно, и заданного напряжения до верхнего предельного значения. Напряжение на контролируемом участке увеличится на + Дидоп. - верхнее допустимое отклонение сварочного напряжения от номинального. Напряжение на ос- тальных постах системы не будет превышать 1)3н+ Аидоп., где Узн - номиО N4 С VI СХ {ь
ГО
нальное значение заданного напряжения системы.
Таким образом, способ управления многопостовой системой питания обеспечивает стабильность напряжения на постах сварки с заданной точностью, что повышает качество сварных швов.
Формула изобретения Способ управления многопостовой системой питания по авт. св. № 1276453,0 т л и- чающийся тем, что, с целью повышения
Фиг.1
0
стабильности напряжения на удаленном от источников участке за счет компенсации падения напряжения в линии, при снижении величины напряжения хотя бы на одном контролируемом участке до нижнего предельного значения величину заданного напряжения системы устанавливают на верхнем предельном уровне и снижают величину заданного значения напряжения до номинального уровня при установлении требуемой величины напряжения на всех контролируемых участках.
И $Идоп.
Иьн.
чМдоп.
и1
Фиг. /
19
| Способ управления многопостовой системой питания | 1984 |
|
SU1276453A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
