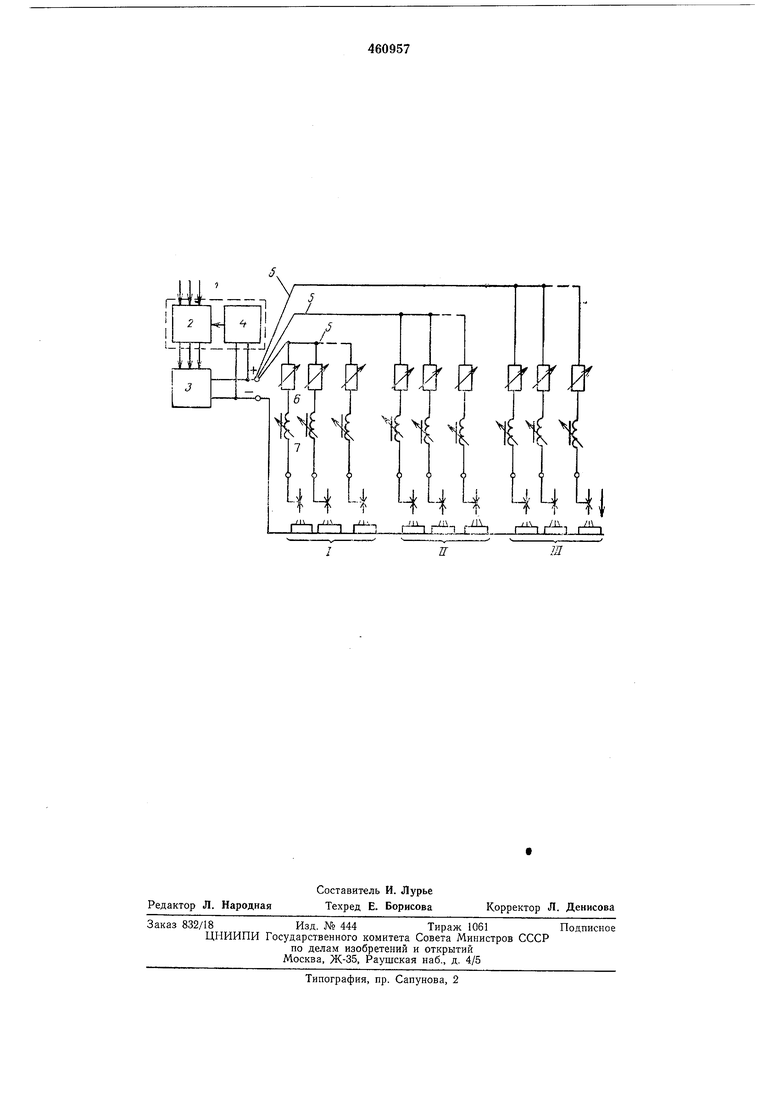
К выходным клеммам (« + и «-) источника питания 3 подсоединен также распределительный многожильный (на чертеже показано три жилы) шинопровод 5, к отдельным жилам (шипам) которого последовательно с каждой сварочной дугой подключены низкоомные балластные реостаты 6 и стабилизирующие дроссели 7 с регулируемой индуктивностью.
Жилы (шипы) шинопровода 5 имеют обший контакт только у источника питания и сечения, пропорциональные произведению длины соответствующей жилы (шины) на среднее значение сварочного тока поста или группы постов I, II, III, ..., подключенных к данной жиле (шине) шинопровода.
В качестве исполнительного органа 2 регулятора 1 могут быть применены силовые тиристоры, обмотки дросселя насыщения и т. п.
Описанная многопостовая система питания для электродуговой сварки работает следующим образом. На основе заданных режимов сварки всех постов, подключаемых к данному источнику питания 3 (многопостовому сварочному выпрямителю) посредством блока управления 4, устанавливается выходное напряжение источника питания, обеспечивающее нормальный режим сварки на любом из подключаемых к источнику питания постов с учетом минимально возможных при данных режимах сварки падений напряжения на шинопроводе 5 и балластных реостатах 6.
При изменении нагрузки (подключение - отключение сварочных постов) источника питания выходное напряжение его остается постоянным. Блок управления 4 автоматически отрабатывает все отклонения выходного напряжения от первоначального уровня настройки так, что при снижении выходного напряжения (возрастает нагрузка) воздействие блока управления 4 на исполпительный орган 2 регулятора 1 таково, что выходное напряжение источника питания 3 возрастает до уровня настройки, а при повышении выходного напряжения (снижается нагрузка) наоборот снижается до уровня настройки.
Окончательная подстройка статического режима на постах осуществляется постовыми балластными реостатами 6. Создание требуемых динамических свойств цепи отдельного сварочного поста (скорость нарастания тока короткого замыкания, амплитудное значение этого тока и др.) и сведение к минимуму влияния других ностов на данный пост обеспечивается установкой необходимой величины индуктивности стабилизирующего дросселя 7.
Оптимальность динамических свойств цепи поста сводится в конечном счете к минимальному разбрызгиванию, обеспечению нормального формирования шва и т. п.
Число сварочных постов, подключаемых к одному многопостовому источнику питания, определяется по известным выражениям.
Предмет изобретения
Многопостовая система питания для электродуговой сварки по авт. св. № 274280, о тличающаяся тем, что, с целью повышения качества сварки, а также обеспечения необходимых статических и динамических характеристик источника питания, последний дополнительно снабжен регулятором переменного тока и блоком управления, подключенным параллельно источнику со стороны сварочных постов и связанным с регулятором.
Ш-и 0
- 4 4
ш
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОСТОВАЯ УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙСВАРКИ | 1970 |
|
SU282559A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Многопостовая система питания | 1979 |
|
SU942919A1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1977 |
|
SU642100A1 |
| Система централизованного питания сварочных постов | 1985 |
|
SU1278144A2 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| Многопостовой источник питания для сварки на постоянном токе различной полярности | 1978 |
|
SU697271A1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1982 |
|
SU1073027A1 |
| Устройство для многопостовой сварки | 1983 |
|
SU1165537A1 |