Заявляемое изобретение относится к области сварочного производства, в частности к технологии ручной сварки покрытым электродом, преимущественно к способу зажигания сварочной дуги посредством замыкания электрода на свариваемую деталь.
Из уровня техники известен механизм зажигания дуги коротким замыканием, заключающийся в том, что в момент касания детали электродом возникает ток короткого замыкания, превышающий значение настроенного сварочного тока, за счет чего температура металла в микроконтактах на поверхности электрода и детали достигает высоких значений, в том числе значений температур плавления или кипения. В межэлектродном пространстве, возникающем при отводе электрода от детали или перегорании перемычек в микроконтактах между ними, начинают развиваться процессы эмиссии электронов с катода и термической ионизации газа в столбе дуги. При образовании достаточного количества носителей тока, электронов и ионов, в межэлектродном пространстве устанавливается самостоятельный дуговой разряд.
Осуществление способа зажигания дуги при ручной сварке с применением сварочного источника тока известного традиционного исполнения не гарантирует надежного начального зажигания, зависящего, в том числе, от типа электродного покрытия и квалификации сварщика. Наиболее вероятными нарушениями описанного процесса зажигания являются: прилипание электрода к детали на стадии короткого замыкания и обрыв дуги на стадии установления дугового разряда. Помимо этого, при повторных зажиганиях затруднено начальное установление контакта «электрод - деталь», так как после предыдущих актов сварки данным электродом на его торце образуется прочный слой нетокопроводного шлака.
Известен усовершенствованный способ зажигания дуги с проведением этапа так называемого «горячего пуска». Данный способ чаще всего осуществляют с применением тиристорных выпрямителей, инверторных источников и транзисторных постовых регуляторов (см., например, Каталог ЗАО «Уралтермосвар» за 2010 г. или Каталог ООО ИТС-Урал за 2010 г.). Подробно данный процесс, его назначение, режимы и параметры проведения описаны в книге «Металлургия дуговой сварки. Процессы в дуге и плавление электродов», авторов Походня И.К., Горпенюк В.Н. и др. - Киев: Наукова думка, 1990. - 224 с. Для проведения этапа горячего пуска в течение 0,5-3 секунд обеспечивают начальное увеличение тока в 1,4-2 раза, благодаря которому повышается надежность установления дугового разряда и, следовательно, улучшается качество начального участка сварного шва. Вероятность прилипания электрода в данном способе не устраняется, однако интенсивность перегорания перемычек в контакте «электрод-деталь» при горячем пуске увеличивается. Если после перегорания перемычек электрод продолжает быть прижатым к детали, то, несмотря на горячий пуск, все-таки возможно прилипание электрода к детали.
Известен способ зажигания сварочной дуги, предусматривающий проведение этапа «мягкого пуска», осуществляемого при токе, величина которого находится в интервале от 0,2 до 0,3 от сварочного, при этом длительность операции не имеет большого значения, и, следовательно, сварочные работы могут быть выполнены сварщиком любой квалификации. Данное техническое решение на первом этапе короткого замыкания обеспечивает надежный контакт между электродом и деталью без опасности их прилипания, а на втором этапе, следующем с момента прекращения замыкания, установление дугового разряда (см. Т.Dahlstrom. TIG logic function, «Pronews Kemppi», 2003, №1).
Данный способ может быть успешно использован при сварке неплавящимся электродом в инертном газе (см. Каталог продукции Lincoln Electric 2007, функция MicrostartТМ; Каталог продукции ESAB «Стандартное оборудование» 2008 г., функция LiftArcТМ; Каталог продукции Kemppi, 2008-2009 г.г., функции Soft Start или Contact).
Однако при попытке использовать известный способ при сварке покрытым электродом выявлены существенные недостатки, в частности недостаточная надежность перехода ко второму этапу - установлению дугового разряда с настроенным для сварки током, поскольку при выполнении мягкого пуска на первом этапе - короткого замыкания - нагрев электрода и детали оказывается недостаточным для развития интенсивного процесса эмиссии электронов и термической ионизации газа. С другой стороны, именно при сварке плавящимся электродом мягкий пуск на первом этапе короткого замыкания мог бы оказаться особенно полезным, в частности, при повторных зажиганиях, выполняемых остывшим после длительного перерыва электродом. Это связано с особенностями мягкого пуска, за счет которых возможно выполнение дополнительных действий по разрушению образовавшегося на торце электрода шлакового слоя без опасности прилипания электрода к детали.
Из уровня техники известен способ зажигания дуги с контролируемым прилипанием электрода, сочетающий в общем программном алгоритме этапы мягкого и горячего пуска. При этом зажигание дуги выполняют в три этапа, первый из которых заключается в формировании кратковременного начального режима горячего пуска в момент касания электродом детали. Затем по истечении заданного интервала времени создают режим ограничения тока короткого замыкания на уровне, достаточном для небольшого нагрева электрода, но без увеличения площади контакта и прочного прилипания, осуществляя тем самым контролируемое прилипание. Далее в момент отрыва электрода от детали переходят в режим повторного горячего пуска, в результате которого в межэлектродном промежутке зажигается дуга (см. патент РФ на изобретение №2270080 «Способ зажигания дуги с контролируемым прилипанием электрода при ручной дуговой сварке», дата подачи 11.06.2004 г., опубликовано 20.02.2006 г.).
Недостатки данного способа обусловлены, прежде всего, обязательным, хотя и непрочным, прилипанием электрода к детали. Кроме того, некоторые варианты сварочной технологии не требуют выполнения первого этапа короткого замыкания, например сварка тонколистовых конструкций или выполнение сварки электродами большого диаметра.
Наиболее близким к заявляемому изобретению является способ зажигания сварочной дуги, заключающийся в последовательном выполнении этапов мягкого и горячего пусков. Управление зажиганием выполняют следующим образом. В момент касания электродом детали включается высоковольтный источник подпитки, обеспечивая ток мягкого пуска величиной 20-40 А. В момент отрыва электрода от детали включается основной источник питания в режиме горячего пуска с током 1,5 от сварочного и фиксированным временем действия, составляющим 0,7 секунды. Затем источник переходит к основному режиму с заранее настроенным значением сварочного тока (см. Милютин B.C. и др. статья «Технологические комплекты «источник-полуавтомат» с микропроцессорным управлением для сварки неповоротных стыков трубопроводов», журнал «Сварочное производство», №9, 2007 г.).
Данный способ особенно эффективно реализуется с применением источников питания с микропроцессорным управлением, а именно тиристорного или инверторного выпрямителя, а также транзисторного постового регулятора - чоппера. Данный способ был опробован в широком интервале марок и диаметров электродов, а также режимов сварки и подтвердил высокую надежность начального зажигания - в 50-100% случаев сварочная дуга зажигается после первого касания электродом детали.
Однако известный способ также имеет ряд недостатков, в том числе, фиксированное (заданное) значение тока мягкого пуска, которое является высоким для режимов с использованием электродов малого диаметра, например 2 и 2,6 мм, и низким при использовании электродов большого диаметра, например 5-6 мм. Помимо этого, необходима оптимизация величины тока горячего пуска, а именно ее повышение для низких режимов и снижение для высоких. Несмотря на то что данный способ может быть реализован с применением электродов с любым типом электродного покрытия, существуют проблемы с установлением дугового разряда при сварке электродами с целлюлозным покрытием, при которой нарушение процесса возбуждения дуги происходит в виде угасания дуги непосредственно после отрыва электрода от детали.
Техническим результатом, на который направлено заявляемое изобретение, является повышение надежности зажигания сварочной дуги, не зависящего от марок и диаметров электродов, типов электродного покрытия, режимов сварки, приемов зажигания, а также квалификации персонала.
Указанный результат достигается тем, что в способе зажигания дуги при ручной дуговой сварке с комбинированием этапов мягкого и горячего пусков, включающем этап мягкого пуска на стадии короткого замыкания электродом на деталь и этап горячего пуска на стадии отрыва электрода от детали и установления дугового разряда, согласно изобретению ток Iмп этапа мягкого пуска задают в зависимости от диаметра dэ используемого электрода при следующем соотношении: Iмп=10dэ, или в зависимости от величины настроенного сварочного тока Iсв при следующем соотношении: Iмп=(0,2-0,3)Iсв, ток на этапе горячего пуска Iгп задают в зависимости от величины сварочного тока при следующем соотношении: Iгп=1,5 Iсв, а длительность этапа горячего пуска задают в интервале 0,5-1,5с, при этом переход к этапу горячего пуска выполняют по сигналу датчика напряжения о возникновении дуги в конце мягкого пуска в течение 0,1 с при напряжении, равном 15-20 В.
Для осуществления способа в качестве источника питания используют источники с микропроцессорным управлением, в том числе, тиристорный выпрямитель, инверторный источник или транзисторный постовой регулятор (чоппер), входящий в состав многопостовой выпрямительной системы. Причем на стадии мягкого пуска может быть использован вспомогательный маломощный высоковольтный источник подпитки.
Ток горячего пуска задают в интервале 100-300 А.
Технических решений, совпадающих с совокупностью существенных признаков заявляемого изобретения, не выявлено, что позволяет сделать вывод о соответствии заявляемого изобретения такому условию патентоспособности, как «новизна».
Заявляемые существенные признаки, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии заявляемого изобретения такому условию патентоспособности, как «изобретательский уровень».
Условие патентоспособности «промышленная применимость» подтверждено на примере конкретного осуществления.
Сущность заявляемого способа зажигания дуги при ручной дуговой сварке с комбинированием этапов мягкого и горячего пусков поясняется чертежами, где
Фиг.1 - схема сварочного (тиристорного) источника, используемого для реализации заявляемого способа;
Фиг.2 - график управления током по заявляемому изобретению;
Фиг.3 - осциллограммы тока и напряжения, полученные при реализации заявляемого изобретения.
Используемый для реализации предлагаемого способа, например, тиристорный выпрямитель с микропроцессорным (МП) регулятором А содержит (фиг.1) в основной сварочной цепи силовой автоматический выключатель QF, силовой понижающий трансформатор ТМ, силовой тиристорный выпрямительный блок VS и силовой дроссель LM. Кроме того, выпрямитель снабжен датчиком сварочного тока BI, датчиком напряжения BU, задатчиком RP1 сварочного тока Iсв и задатчиком RP2 других параметров процесса, в частности Iгп, tгп, Uпер, зависящих от диаметра электрода, типа электродного покрытия и т.п. Устройство также содержит цепь подпитки, включающую магнитный пускатель KV, маломощный трансформатор TV, маломощный диодный выпрямительный блок VD и регулируемый балластный реостат RV. Подпитка необходима для заполнения провалов сварочного тока при выключенном состоянии тиристоров, так как обеспечивает повышенное напряжение холостого хода.
Цепь подпитки применяют для питания дуги на этапе мягкого пуска, при этом ток мягкого пуска Iмп настраивается с помощью балластного реостата RV. В случае питания дуги на этапе мягкого пуска от основной сварочной цепи в цепи подпитки используют нерегулируемый балластный реостат (на чертеже не показан).
Перед началом сварки на задатчиках RP1 и RP2 производят соответствующие настройки. Микропроцессорный регулятор А получает команды от этих устройств, а также сигналы от датчиков сварочного тока BI и напряжения BU. В свою очередь, МП-регулятор выдает команды на фазовое регулирование тиристорного выпрямительного блока VS, на включение магнитного пускателя KV и переключение балластного реостата RV в цепи подпитки. Перед началом сварки безопасное напряжение на межэлектродном промежутке, необходимое для детектирования состояния этого промежутка, составляет 10-12 В.
Кроме того, в качестве источника сварочного тока может быть применен инверторный источник или чоппер - транзисторный постовой регулятор, входящий в состав многопостовой выпрямительной системы. В этом случае МП-регулятор обеспечивает импульсное управление источниками, а именно амплитудное, частотное или широтное.
Зажигание дуги начинается в момент касания электродом поверхности детали t1 (фиг.2). По команде датчика напряжения BU МП-регулятор А запускает источник в режиме мягкого пуска: включает магнитный пускатель KV в цепи подпитки или включает в работу основную силовую цепь. Происходит короткое замыкание при ограниченном токе Iмп мягкого пуска, достаточном для установления надежного контакта в цепи «электрод-деталь» и небольшого нагрева электрода, не приводящего к прилипанию. Значения тока мягкого пуска Iмп устанавливают в пределах от 0,2 до 0,3 от настроенного сварочного тока Iсв.
В момент отрыва t2 электрода от детали инициируется момент перехода t3 к горячему пуску, который заранее не настраивается. При этом возникает маломощная дуга с током Iмп, необходимая для детектирования с помощью датчика напряжения BU момента зажигания. Подтверждением момента зажигания, а не случайной вспышки, считается сохранение дуги с напряжением перехода Uпер, равным 15-20 В, в течение 0,1 секунды. При выполнении этих условий МП-регулятор А переводит основную силовую цепь в режим горячего пуска с момента t3.
В дальнейшем установление дугового процесса идет при повышенном токе Iгп, что приводит к быстрому разогреву электрода и детали и, как следствие, к интенсификации эмиссии электронов с катода и термической ионизации в столбе дуги. Благодаря плавному переходу от мягкого пуска к горячему пуску улучшаются условия горения дуги и предотвращаются ее обрывы при чрезмерном начальном удлинении. Кроме того, горячий пуск способствует быстрому проплавлению детали и качественному формированию начального участка сварного шва.
Этап горячего пуска прекращается в момент t4, который соответствует окончанию заранее настроенного временного интервала tгп. После окончания горячего пуска источник переходит в режим сварки с заранее настроенным значением сварочного тока Iсв.
Осуществление предлагаемого способа подтверждается примерами конкретного выполнения.
Пример 1.
Реализация заявляемого способа зажигания сварочной дуги проводилась с записью осциллограмм сварочного тока и напряжения, получаемых при зажигании дуги с использованием электродов марки LB-52U диаметром 2,6 мм, величиной сварочного тока 80 А. В качестве источника питания применен тиристорный выпрямитель марки ВДУ-306 МТ с МП-управлением (фиг.3). Отметки времени на этой фигуре соответствуют отметкам на фиг.2. Полученные результаты показывают, что перед началом сварки (до момента t1) источник питания находится в состоянии ожидания с безопасным напряжением, равным 10 В.
С момента касания электродом детали t1 в режиме мягкого пуска включается источник подпитки. В состоянии короткого замыкания возникает ток мягкого пуска, равный 20 А, при этом напряжение на межэлектродном промежутке снижается почти до нуля. В момент t2 происходит отрыв электрода от детали и быстрое возрастание напряжения дуги по мере увеличения ее длины. При одновременном выполнении двух условий, а именно: возрастания напряжения до величины, превышающей 15 В, и его сохранение в течение более 0,1 секунды, МП-регулятор в момент t3 запускает основной источник в режиме горячего пуска с током Iгп, равным 120 А, т.е. в 1,5 раза превышающим величину заданного сварочного тока Iсв, равного 80 А. При этом напряжение по мере удлинения сварочной дуги продолжает возрастать до аномально высокой величины 28 В. Это связано с тем, что начальная длина дуги назначена равной 10 мм. Через 0,5 секунды в момент t4 МП-регулятор переводит источник питания в режим сварки с заданными параметрами - силой тока 80 А и напряжением 18 В.
Данный пример доказывает воспроизводимость проведения заявляемого изобретения с высокой точностью.
Пример 2.
Способ осуществлен при следующих условиях: сварочный ток - от 40 до 270 А, электроды диаметром от 2 до 6 мм с рутиловым и основным покрытием марок ОЗС-12, ОЗС-4 и УОНИ 13/55, дуга обратной полярности, в качестве источника питания выбран тиристорный выпрямитель марки ВДУ-306 МТ с МП-управлением. Оценивалась надежность начального зажигания с комбинированием этапов мягкого и горячего пусков.
В соответствии с ГОСТ 25616-83 «Источники питания для дуговой сварки. Методы испытания сварочных свойств» надежность зажигания оценена 4-5 баллами. Это означает, что в 60-100% случаев зажигание происходит после первого касания электродом детали, а в остальных случаях дуга зажигается после легкого движения электрода по детали. Кроме того, установлено, что предельная начальная длина дуги при зажигании в заданных условиях составляет от 12 до 16 мм.
Пример 3.
При применении в качестве источника питания транзисторного постового регулятора - чоппера марки ЧПР-315, питаемого от многопостового выпрямителя марки ВДМ-1201, на режимах, указанных в примере 2, получена предельная начальная длина дуги от 10 до 18 мм. С данным источником питания также была проведена оценка надежности зажигания дуги в особо неблагоприятных условиях с использованием электродов с целлюлозным покрытием марки Fox Cel диаметром 3,2 и 4 мм, с дугой прямой полярности. Необходимо отметить, что использование дуги прямой полярности создает значительные трудности по сравнению с предыдущими примерами, так как напряжение дуги в данном случае достигает аномально высокой величины - 30-40 В. Кроме того, сетевое напряжение питания многопостового выпрямителя было понижено на 25%. Тем не менее, вероятность зажигания дуги с первого касания составила 50-80%.
Таким образом, заявляемый способ зажигания дуги при ручной дуговой сварке с комбинированием этапов мягкого и горячего пусков обладает преимуществами по сравнению с известными техническими решениями и может быть использован в широком диапазоне марок и диаметров электродов, а также режимов сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2022 |
|
RU2788784C1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| Многопостовое устройство для электродуговой сварки | 1980 |
|
SU893441A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Система питания для многопостовой дуговой сварки | 1981 |
|
SU998036A1 |
| Устройство для многопостовой сварки | 1983 |
|
SU1165537A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ ВЕРТИКАЛЬНОГО ШВА МЕТОДОМ "СВЕРХУ-ВНИЗ" | 2004 |
|
RU2288821C2 |
| Многопостовая система питания | 1989 |
|
SU1692782A1 |
| Источник питания для электродуговой сварки | 1984 |
|
SU1255333A1 |


Способ предназначен для зажигания дуги при ручной дуговой сварке с комбинированием мягкого и горячего пусков. Этап мягкого пуска осуществляют на стадии короткого замыкания электродом на деталь. Этап горячего пуска осуществляют на стадии отрыва электрода от детали и установления дугового разряда. Ток этапа мягкого пуска устанавливают в зависимости от диаметра электрода или величины настроенного сварочного тока. Переход к этапу горячего пуска выполняют по команде датчика напряжения, обнаруживающего возникновение дуги в конце мягкого пуска. Ток этапа горячего пуска устанавливают в зависимости от типа электродного покрытия и настроенного сварочного тока. В качестве источника питания используют источники с микропроцессорным управлением, в том числе, тиристорный выпрямитель, инверторный источник или транзисторный постовой регулятор, входящий в состав многопостовой выпрямительной системы. Причем на стадии мягкого пуска может быть использован вспомогательный маломощный высоковольтный источник подпитки. Технический результат заключается в повышении надежности зажигания сварочной дуги, не зависящего от марок и диаметров электродов, типов электродного покрытия, режимов сварки, приемов зажигания и квалификации персонала. 2 з.п. ф-лы, 3 ил., 3 пр.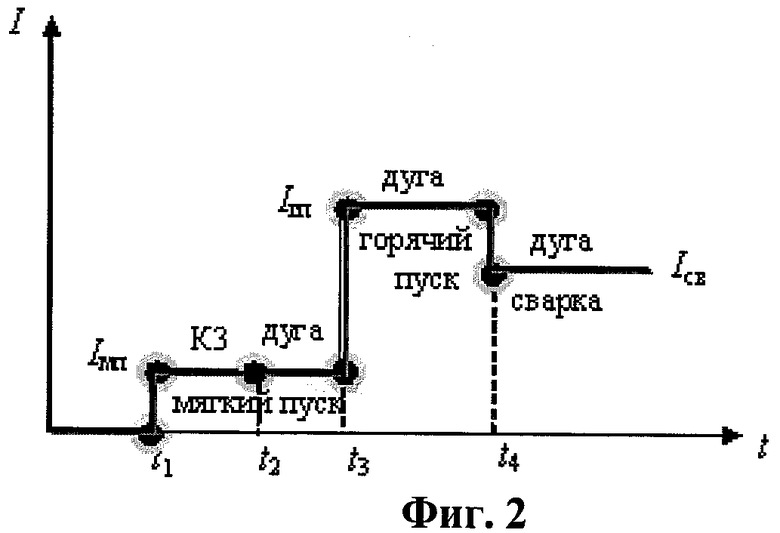
1. Способ зажигания дуги при ручной дуговой сварке с комбинированием этапов мягкого и горячего пусков, включающий этап мягкого пуска на стадии короткого замыкания электродом на деталь и этап горячего пуска на стадии отрыва электрода от детали и установления дугового разряда, отличающийся тем, что ток Iмп этапа мягкого пуска задают в зависимости от диаметра dэ используемого электрода при следующем соотношении: Iмп=10dэ или в зависимости от величины настроенного сварочного тока Iсв при следующем соотношении: Iмп=(0,2-0,3) Iсв, ток на этапе горячего пуска задают в зависимости от величины настроенного сварочного тока Iсв при следующем соотношении: Iгп=1,5 Iсв, а длительность этапа горячего пуска задают в интервале (0,5-1,5)с, при этом переход к этапу горячего пуска выполняют по сигналу датчика напряжения о возникновении дуги в конце мягкого пуска в течение 0,1 с при напряжении, равном 15-20В.
2. Способ по п.1, отличающийся тем, что в качестве источника питания используют источники с микропроцессорным управлением, в том числе тиристорный выпрямитель, инверторный источник или транзисторный постовой регулятор, входящий в состав многопостовой выпрямительной системы.
3. Способ по п.2, отличающийся тем, что на этапе мягкого пуска используют высоковольтный источник подпитки.
| МИЛЮТИН B.C | |||
| и др | |||
| Технологические комплекты «источник-полуавтомат» с микропроцессорным управлением для сварки неповоротных стыков трубопроводов | |||
| Сварочное производство, №9, 2007 | |||
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| Прибор для записи и обработки наблюдений рабочего времени | 1934 |
|
SU44074A1 |
| Поверхностный конденсатор | 1948 |
|
SU77883A1 |
| Способ синтеза бутиламинов | 1949 |
|
SU85043A1 |
| JP 55081074 A, 18.06.1980 | |||
| US 6423937 B1, 23.07.2002 | |||
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ЗАБОЙНОГО ДАВЛЕНИЯ В ПРОЦЕССЕ БУРЕНИЯ | 1996 |
|
RU2105126C1 |
| EP 1974845 A1, 01.10.2008. | |||

