Изобретение относится к целлюлозно- бумажной промышленности и может быть использовано при производстве негрунтованных обоев, получаемых методом глубокой или флексографической печати.
Цель изобретения - увеличение влагостойкости гофрированных обоев, упрощение технологии и повышение экономичности процесса.
В способе обработки поверхности негрунтованных обоев, включающем нанесение водного раствора модифицированной амином мочевиноформальдегидной смолы (МАМФС) и водного раствора сульфата алюминия (СА) с последующей сушкой, перед нанесением в раствор смолы вводят 40- 60%-ный этиловый или пропиловый спирт, полученную смесь выдерживают в течение 15-20 мин и смешивают с водным раствором сульфата алюминия. Используют 22- 25%-ный водный раствор смолы и 10-15%-ный водный раствор сульфата алюминия. Нанесение осуществляют при следующем соотношении указанных компонентов, мас.%:
МАМФС
СА
Этиловый или пропиловый
спирт
Вода
9-11 3-5
О
vj
СА) СлЭ
20-25 Остальное
в количестве 4-12 r/м поверхности обоев в пересчете на абсолютно сухое вещество (а.с.в.).
Для увеличения влагостойкости гофрированных обоев необходима обработка поверхности негрунтованных обоев в одну ступень. Для одновременного нанесения раствора МАМФС и сшивающего агента СА по предлагаемому способу в водный раствор смолы вводят40-60%-н.ый водный рас- тв.ор спирта, выдерживают его и вводят раствор СА. Спирт в смеси играет двойную положительную роль: препятствует диссоциации кислоты, что повышает устойчивость композиции, снижает коррозию Оборудования, а также поверхностное натяжение композиции, что способствует диф- фузии молекул МАМФС вглубь бумаги-основы. Одновременное нанесение раствора МАМФС и сшивающего агента (СА) позволяет сформировать более однородную сетку смолы за счет более равномерного распределения в ней сшивающего агента,
При обработке поверхности негрунтованных обоев с нанесенной декоративной печатью указанной смесью растворов, молекулы МАМФС и СА благодаря низкой степени ионизации, а следовательно, небольшому положительному заряду на цепи, равномерно распределяются по всему объему бумаги-основы и адсорбируются на поверхности частиц пигмента декоративной печати.
Низкий заряд на молекулах смолы и СА и относительно невысокая концентрация | наряду с низким поверхностным натлжени- ем раствора способствуют быстрой диффузии раствора в бумагу-основу и равномерному распределению смолы и СА. Обработанные обои сушат при 90- 130°С. Смола сшивается кислотами уже при комнатной температуре. Поэтому температура сушки не влияет на процесс сшивки смолы в покрытии обоев, вследствие чего предлагаемый способ не требует повышенной температуры сушки.
В результате сушки на поверхности обработанных обоез возрастает степень ионизации как смолы, так и СА, что обуславливает их взаимодействие. В результате взаимодействия СА с МАМФС одновременно происходят два процесса. Аминогруппы переходят в ионизированное состояние и положительный заряд на молекулах МФС резко возрастает, В таких условиях молекулы МАМФС вступают в специфическое взаимодействие с поверхностью частиц пигмента декоративной печати. Кроме того, происходит сшивание
МАМФС с образованием в обьеме бумаги сшитой трехмерной сетки, захватывающей частицы пигмента и связующее декоративной печати. После сушки обоев МАМФС становится нерастворимой в воде, приобретает механическую жесткость. В результате этого улучшаются эксплуатационные свойства обоев. Вследствие влагостойкости сшитой смолы повышается влагостойкость обоев в
0 целом.
При обработке указанным количеством МАМФС на поверхности обоев не образуется сплошная пленка смолы, Поэтому после обработки в значительной степени сохраня5 ется воздухо- и паропроницаемость обоев. Выбор интервала концентраций обусловлен вязкостью раствора.С ростом вязкости ухудшается равномерность распределения смеси растворов на поверх0 ности обоев.
Вместе с тем по абсолютному количеству нанос смолы и СА остаются невысокими. Поэтому предлагаемый способ остается экономически эффективным.
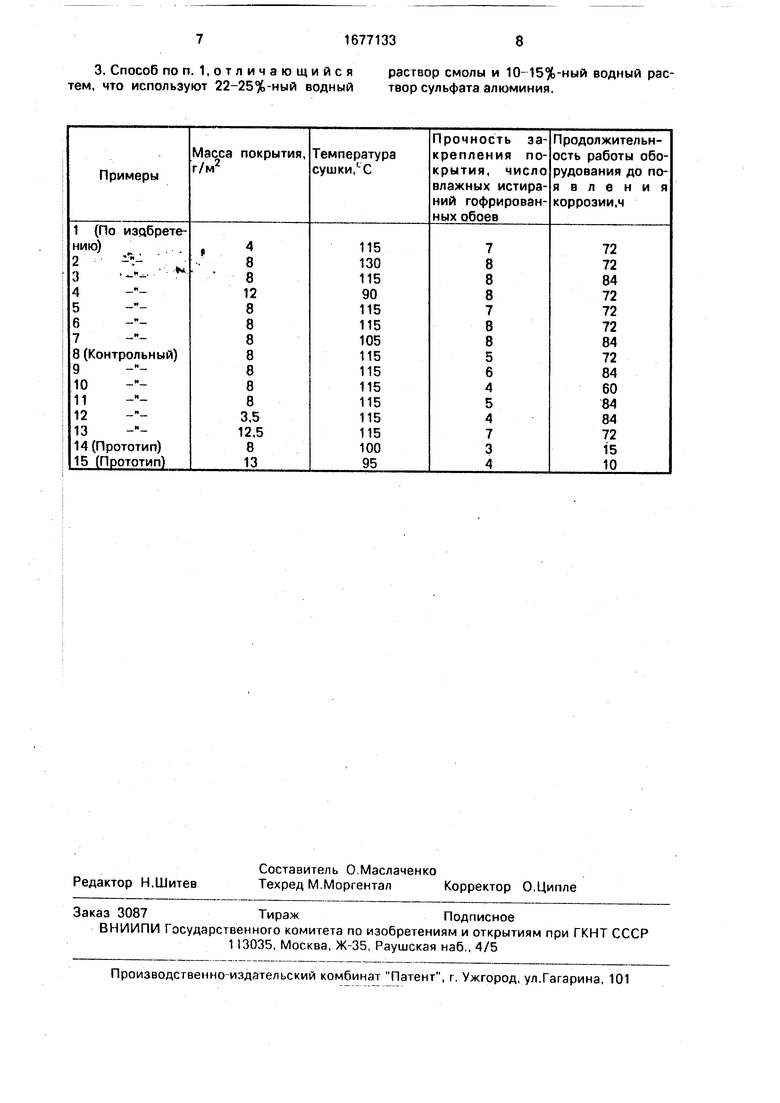
5Изобретение иллюстрируется следующими примерами его осуществления, Во всех примерах определяют влагостойкость обоев по ГОСТ 6810-86, характеризуемую по прочности закрепления покрытия к влаж0 ным истираниям. Нанос смеси для обработки (по а.с.в.) определяют по разности массы обработанных и необработанных обоев.
Продолжительность работы оборудования наносящего узла до появления корро5 зии (ржавчины) характеризуется временем с начала работы до необходимой замены элементов наносящего узла из-за появления окрашивания покрытия обоев ржавчиной. П р и м е р 1. Для обработки используют
0 обои, состоящие из негрунтованной бумаги- основы (130 гм2) и декоративного рисунка, нанесенного методом глубокой печати.
Для приготовления смеси в реактор при перемешивании последовательно заливают
5 20 л 40%-ной МФС, модифицированной по- лиэтилентриамином(МКС-ЮП), 12 л воды и 32 л 60%-ного раствора этилового спирта, выдерживают 15-20 мин, и при перемешивании вводят 16 л 15%-ного раствора СА,
0 Состав смеси, мае.%:
МАМФС10
СА3
Этиловый, спирт24
Вода63
5 Обои обрабатывают с помощью растри- рованного валика, сушат и гофрируют.
Масса покрытия, режим сушки, прочность закрепления покрытия к влажным истираниям, продолжительность работы
наносящего оборудования до появления коррозии приведены в таблице.
П р и м е р 2. Обои обрабатывают аналогично примеру 1, но используют смесь, содержащую, мас.%:
МАМФС9
СА5
Пропиловый спирт25
Вода61
П р и м е р 3. Обои обрабатывают аналогично примеру 1, но используют смесь, содержащую, мас.%:
МАМФС10
СА4
Этиловый спирт23
Вода63
П р и м е р 4. Обои обрабатывают аналогично примеру 1, но используют смесь, содержащую, мас.%:
МАМФС11
СА3
Этиловый спирт20
Вода66
П р и м е р 5. Обои обрабатывают аналогично примеру 3, но используют раствор МФС, модифицированной диэтилентриами- ном.
П р и м е р 6. Обои обрабатывают аналогично примеру 3, но используют раствор МФС, модифицированной дифениламином. П р и м е р 7. Обои обрабатывают аналогично примеру 3, но используют раствор МФС, модифицированной триэтилентетра- амином
Примере (контрольный). Обои обрабатывают аналогично примеру 3, но используют смесь, содержащую, мае.:
МАМФС8
СА4
Этиловый спирт23
Вода65
Пример 9 (контрольный). Обои обрабатывают аналогично примеру 3, но используют смесь, содержащую, мас.%:
МАМФС12
СА4
Этиловый спирт23
Вода61
Пример 10 (контрольный). Обои обрабатывают аналогично примеру 3, но используют смесь, содержащую, мас.%:
МАМФС10
СА4
Этиловый спирт19
Вода67
П р и м е р 11 (контрольный). Обои обрабатывают аналогично примеру 3, но используют смесь, содержащую, мас.%:
МАМФС10
СА4
Этиловый спирт26
Вода60
Пример 12 (контрольный). Обои обрабатывают аналогично примеру 3, но нанос 5 составляет 3,5 г/м2.
П р и м е р 13 (контрольный). Обои обрабатывают аналогично примеру 3, но нанос составляет 12.5 г/м2.
0 П р и м е р 14 (по прототипу). Обои обрабатывают аналогично примеру , но сначала используют 12%-ный водный рас- гвср МАМФС (нанос а.с.в. 5 г/м ), а затем (вторая ступень) 15%-ный водный раствор
5 СА (нанос - а.с.в. 3 г/м2).
Пример15 (по прототипу), Обои обрабатывают аналогично примеру 1, но сначала используют 20%-ный растьор МАМФС (нанос а с.в. 8 г/м2), а затем (вторая
0 ступень) 20%-ный водный раствор СА (нанос а.с.в. 5 г/м2).
Анализ данных приведен в таблице Предлагаемый способ обработки повер- 5 хности негрунтованных обоев с последующим их гофрированием по сравнению со способом по прототипу позволяет повысить влагостойкость обсев в 2,0-2,5 раза, а также в 5-8 раз увеличите, продолжительность ра- 0 боты оборудования наносящего узла до появления коррозии, сократив при этом одну ступень обработки, т.е. повысить экономичность процесса.
Формула изобретения 5 1. Способ обработки поверхности негрунтованных обоев, включающий нанесение водного раствора модифицированной амином мочевиноформальдегидной смолы и водного раствора сульфата алюминия с 0 последующей сушкой, отличающийся тем, что, с целью увеличения влагостойкости гофрированных обоев, упрощения технологии и повышения экономичности процесса, перед нанесением в раствор смолы вводят 5 40 60-ный этиловый или пропиловый спирт, полученную смесь выдерживают в течение 15-20 мин и смешивают с раствором сульфата алюминия, при этом указанные компоненты берут в следующих количествах, 0 мас.%:
Модифицированная амином мочевино- формальдегидная смола9-11
Сульфат алюминия3-5
40-60%-ный этиловый или 5пропиловый спирт20-25
ВодаОстальное
2. Способ поп. 1,отличающийся тем, что указанную смесь наносят в количестве 4-12 г/м поверхности обоев в пересчете на абсолютно сухое вещество.
3. Способ по п. 1,отличающийся тем, что используют 22-25%-ный водный
раствор смолы и 10-15%-ный водный раствор сульфата алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхности негрунтованных обоев | 1989 |
|
SU1694761A1 |
| Способ обработки поверхности негрунтованных обоев | 1989 |
|
SU1684387A1 |
| Способ обработки поверхности грунтованных обоев | 1989 |
|
SU1694763A1 |
| Способ обработки поверхности грунтованных обоев | 1989 |
|
SU1694762A1 |
| Способ обработки поверхности обоев | 1987 |
|
SU1444444A1 |
| Способ отделки грунтованных обоев | 1986 |
|
SU1348435A1 |
| Способ отделки грунтованных обоев | 1986 |
|
SU1350214A1 |
| Состав для поверхностной обработки бумаги при изготовлении влагостойких обоев | 1988 |
|
SU1559028A1 |
| Способ изготовления электрографических матриц на бумажной основе | 1985 |
|
SU1327049A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЕВ И ОБОИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2006 |
|
RU2315144C1 |
Изобретение относится к целлюлозно- бумажной промышленности и позволяет увеличить влагостойкость гофрированных обоев, упростить технологию и повысить экономичность процесса на бумагу-основу массой 130 г/м2 с декоративным рисунком, полученным методом глубокой печати. Наносят состав, содержащий, мас.%: модифицированная амином мочевинофор- мальдегидная смола 9-11; этиловый или пропиловый спирт 20-25; сульфат алюминия 3-5; вода остальное. Состав готовят путем добавления к 22-25%-ному водному раствору смолы 40-60%-ного этилового или пропилового спирта, выдерживания полученной смеси в течение 15-20 мин и смешения с 10-15%-ным водным раствором сульфата алюминия. Состав наносят в количестве 4-12 г/м2 поверхности обоев. После нанесения покрытия обои сушат при 90- 130°С и гофрируют. 2 з.п. ф-лы, 1 табл.
| Технологический регламент производства печатных высокодекоративных обоев Гомельского БЛЗ, 1986 | |||
| Способ отделки грунтованных обоев | 1986 |
|
SU1350214A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки поверхности обоев | 1987 |
|
SU1444444A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
