ф
иг /
возможности ю индивидуальной регулировки его диаметрального размера Внутренние ряды раскатки выполнены с возможностью регулировки их осевого положения При работе за счет геометрических характеристик зоны раскатывания на выпуклой стороне поверхlorui 01 верстия создается натя Ьольшии. чем натяг на вогнутой стороне поверхности отверстия заютовки За счет разности a cie пени пластической деформации вместе с процессом раскатывания будет протекать процесс правки за огоеки4 Ззпфлы 2 ил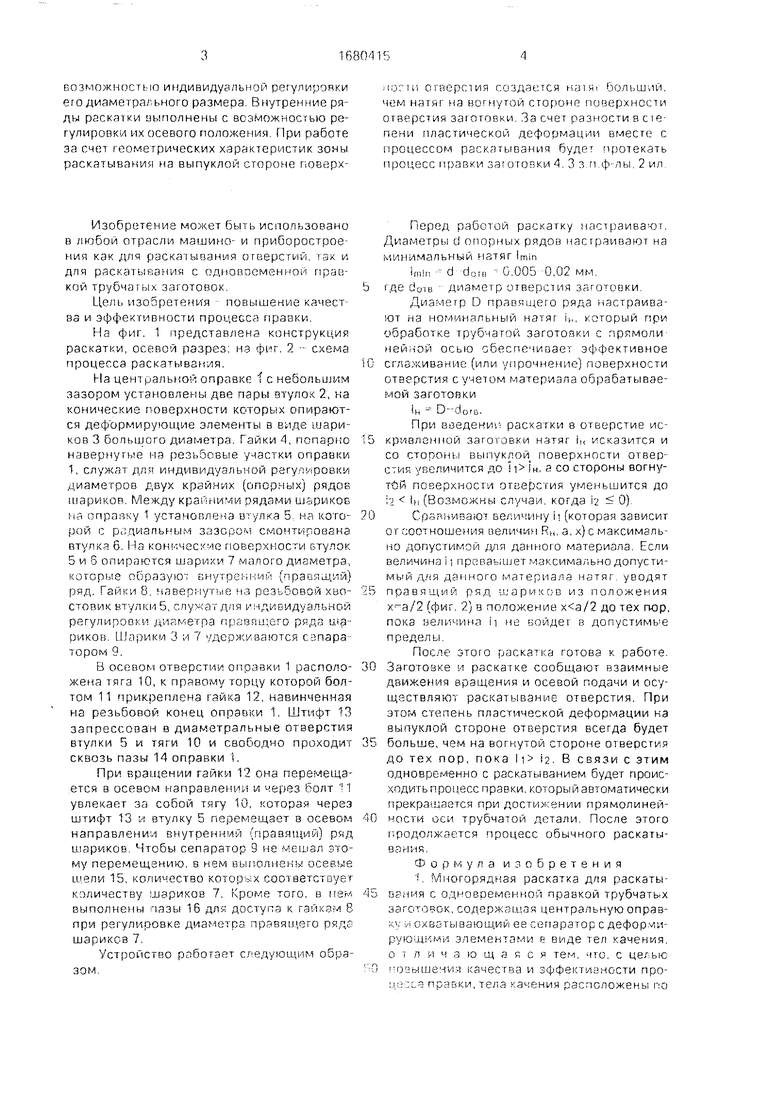
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатка | 1974 |
|
SU841937A1 |
| ЖЕСТКАЯ МНОГОШАРИКОВАЯ РАСКАТКА | 2010 |
|
RU2456149C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2457096C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452609C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452608C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |

Изобретение может быт ь использовано в любой отрасли машино- и приборострое ния как для раскатывания отверстий 7а и для раскатывания с одновременной правкой трубчатых заготовок
Цель изобретения повышение кзчест ва и эффективности процесса правки
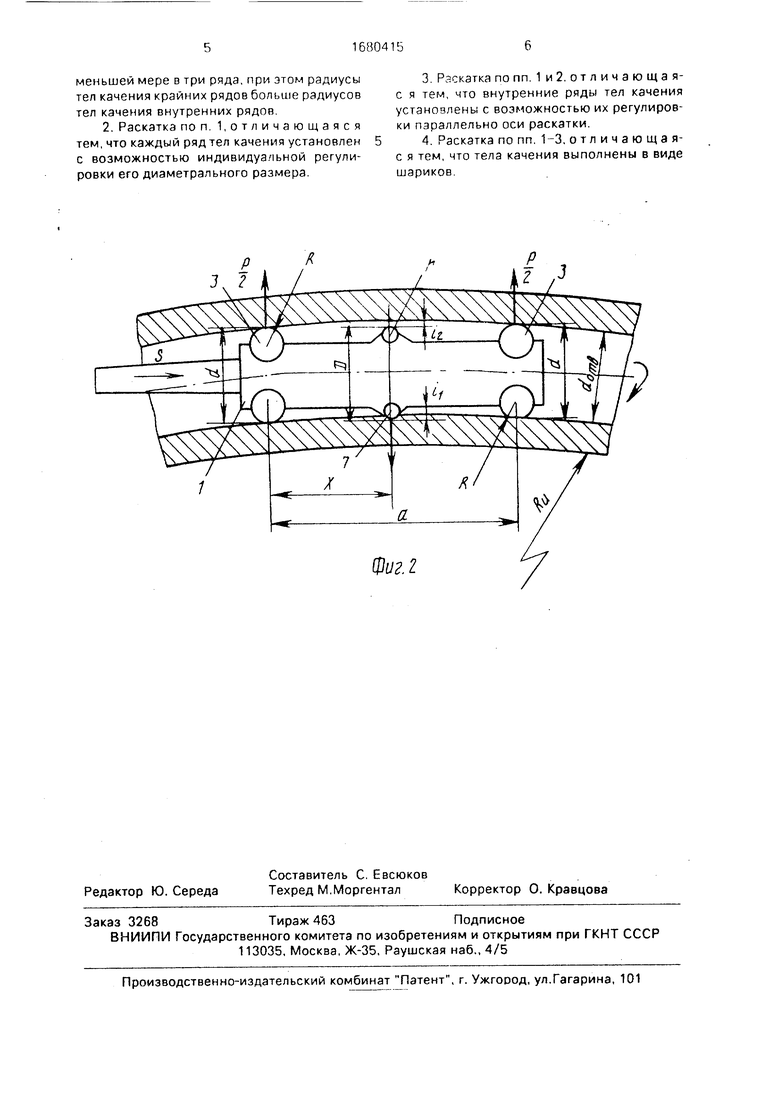
На фиг. 1 представлена конструкция раскатки, осевой разрез, на фиг. 2 - схема процесса раскалывания.
На цент ральной оправке f с небольшим зазором установлены две пары втулок 2, на конические поверхности которых опираются деформирующие элементы в виде шариков 3 большого диаметра. Гайки 4, попарно навернутые из резьбовые участки оправки 1, служат для индивидуальной регулировки диаметров двух крайних (опорных) рядов шариков Между крайними рядами Ш&РИКОБ ьд опраячу 1 установлена в1 5 на которой с радиальным зазором смонтирована втупка 6. На конччес: 1е поверхности втулок 5 и 5 опираются шарики 7 мапого диаметра, которые образую ; внутренний (прасящ й) ряд. Гайки 8 чаверпугме ча резьбовой хвостовик вт/лкм 5, глуха г для индивидуальной регулировки диаметра правящего ряда шариков Парики 3 и 7 удерживаются сзпара тором 9.
В осевом отверстии оправки 1 расположена тяга 10, к правому торцу которой болтом 11 прикреплена гайка 12, навинченная на резьбовой конец оправки 1. Штифт 13 запрессован в диаметральные отверстия втулки 5 и тяги 10 и свободно проходи сквозь пазы 14 оправки I.
При вращении гайки 12 она перемещается в осевом направлении и через болт Ч увлекает за собой тягу 10, которая через штифт 13 А втулку 5 перемещает в осевом направлении внутренний правящий) ряд шариков Чтобы сепаратор 9 не мешал этому перемещению, в нем выполнены осевые шели 15, копичество которых соответствуем количеству шариков 7. Кроме того, в выполнены чазы 16 для доступа к гайкам 8 пр л регулиоовке диаметра правящего ряде шариков 7,
Устройство работает следующим образом
т
0
Ц
Перед работой раскатку настраиваю г Диаметры d опорных рядов настраивают на минимальный чатяг Imm
imip - d do™ -0005 0,02 мм |.це dent диаметр отверстия заготовки
Диаметр D правящего ряда настраивают па номинальный натяг ifl, который при обработке трубчатой заготовки с прямоли ней ion осью обеспечивает эффективное сглаживание (или упрочнение) поверхности отверстия с учетом материала обрабатываемой заготовки
ы D -Оо и.
При введении раскатки в отверстие искривленной заго10вки натяг i, исказится и со стороны выпуклой поверхности от вер- стиг, увеличится до h 1н, а со стороны вогнутбй поверхности отверстия уменьшится до , 1 1н (Возможны случаи когда 12 0)
Срарьмваю1 ье/.ичипу (которая зависит о г соотношения величин Rh, а, х) с максимально допустимей для данного материала Если величина i i преваь.шет максимально допустимый АЛЯ данного материала нзтяг уводят правящий ряд шариков из положения (фиг 2) в положение до тех гюр, пока неличина и не войдет в допустимые пределы
После згого раскатка готова к работе Заготовке и раскатке сообщают взаимные движения вращения и осевой подачи и осу- ществлякг, раскатывание отверстия. При этом степень пластической деформации на аыпуклой стороне отверстия всегда будет больше, чем на вогнутой стороне отверстия до тех пор, пока И 2. В связи с этим одновременно с раскатыванием будет происходи гь npouecc правки, который автоматически прекращается при ДОСТИУ ении прямолинейности оси трубчатой детали После этого продолжается процесс обычного раскатываний
Формула изобретения
Многорядная раскатка дня раскаты- ВРНИЯ с одновременной правкой трубчатых заголовок, содержгшдя центральную оправ- У схватывающий ее сепаратор с дефор и- рующкм,/ элементами е виде тел качения, о i п у ч ; ю щ а я с я тем, что, с целые -оэь-ниечу;- качества и эффективности про- : ; ,ч правки, теля ачения расположены го
меньшей мере в три ряда, при этом радиусы тел качения крайних рядов больше радиусов тел качения внутренних рядов.
Фиг. 2
| МНОГОРЯДНАЯ ШАРИКОВАЯ РАСКАТКА | 0 |
|
SU314630A1 |
