Известны многорядные шариковые раскатки для чистовой и упрочняющей обработки отверстий пластическим деформированием шарами, паходящимися под воздействием установленных на оправке нажимных обойм, между внешними торцами которых разменюиы опорные шарики.
Описываемая раскатка отличается от известных тем, что внешние торцы обойм выполнены с внутренними конусами, а оправка имеет ступенчато-конусную поверхность, контактируюшую с опорными шариками.
Такая конструкция позволяет повысить точность пастройки раскатки на требуемый диаметр.
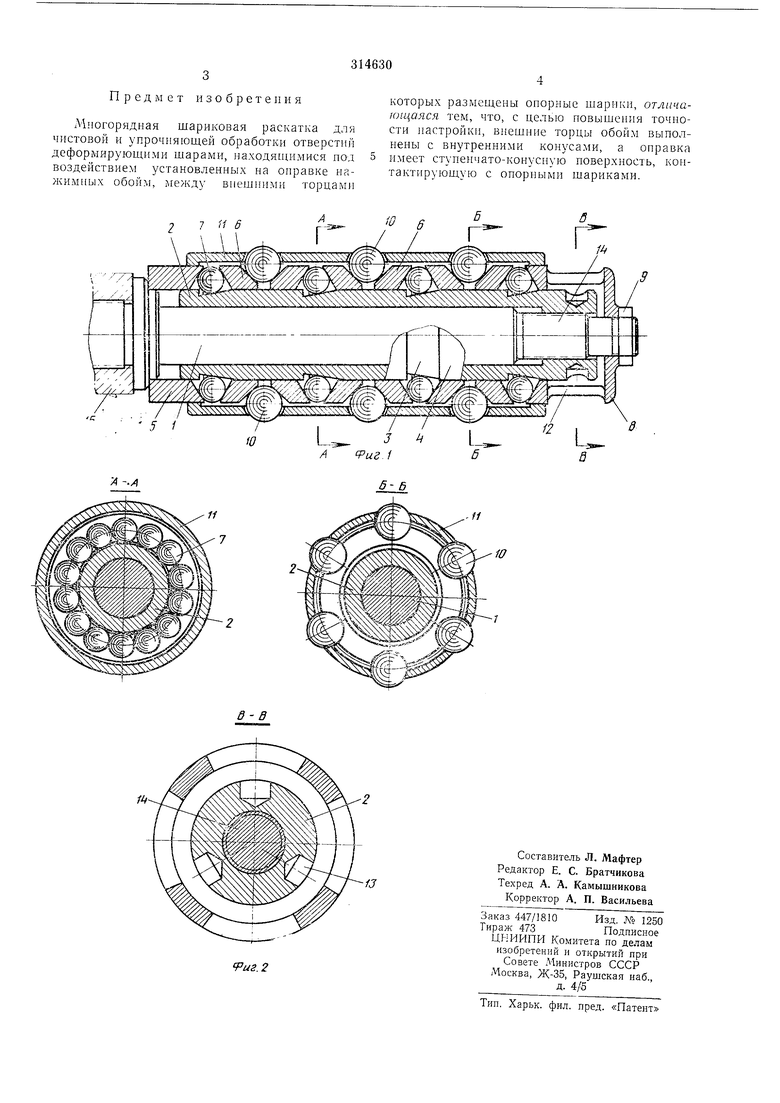
На фиг. 1 изображена описываемая раскатка, обший вид; на фиг. 2 - разрезы по А-А, Б-Б, В-В на фиг. 1.
Раскатка состоит из штанги 1, на которой установлена оправка 2, имеюшая чередуюш,иеся участки ступенчато-конусной поверхности 5 и цилиндрической поверхности 4. На кольцевой выступ штанги / опирается проставок 5 с внутренней конусной поверхностью на одном торце.
На цилиндрических участках оправки 2, опирающейся хвостовиком на проставок 5, устаповлены соосно нажимные конусныо обоймы 6, между внешними торцами которых, выполненными с внутренними конусами, размеоены oiioiViibie шарики 7, контактирующие с участками ступенчато-конусной поверхности оправки 2.
Передний ряд опорных шариков 7 находится между крайней конусной обоймой и стаканом 8, закренленным гайкой 9 на штанге /.
Нажимные конусные обоймы 6 взаимодействуют с деформируюп1,нми шарами 10, расположенными в сеиараторе //.
Раскатка работает следующим образом. Неред обработкой отверстия производится настройка инструмента на требуемый диаметр, для чего через окна 12 стакана 8 вставляют
поочередно в отверстие 13 рукоятку в виде прутка, затем поворачивают оправку 2 на резьбе 14 штанги / в ту или другую сторону. При этом при наворачивании оправки 2 по резьбе штанги опорные шарики 7, перемещаясь по ступенчато-конусной поверхностп оправки 2, раздвигают конусные нажимные обоймы 6, которые попарно сдвигаются и выжимают шары 10 в отверстия сепаратора //. При повороте оправки 2 в противоположпую
сторону происходит обратиое.
Раскатка устаповлеиа в борштанге 15, с помон1,ью которой она ностспенно ввод,ится в обрабатываемое отверстие, при этом Bpanieние сообнгается нзделпю или борштанге и
| название | год | авторы | номер документа |
|---|---|---|---|
| Раскатка | 1974 |
|
SU841937A1 |
| Прошивка | 1985 |
|
SU1287992A1 |
| Раскатка | 1974 |
|
SU500050A1 |
| Многороликовая раскатка для чистовой и упрочняющей обработки отверстий | 1976 |
|
SU647101A1 |
| Прошивка | 1984 |
|
SU1224112A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| Прошивка | 1984 |
|
SU1181795A1 |
| Устройство для обработки поверхности винтов пластическим деформированием | 1977 |
|
SU662218A1 |
| Устройство для чистовой и упрочняющей обработки отверстий | 1982 |
|
SU1052375A1 |
