Изобретение относится к сварочному производству и может быть использовано при изготовлении и ремонте шнеков и других деталей с аналогичной спиральной поверхностью химического, транспортного, горно-рудного, бурового и других отраслей техники.
Цель изобретения - повышение производительности процесса, улучшение качества наплавляемой поверхности и расширение технологических возможностей путем принудительного формирования наплавленного металла.
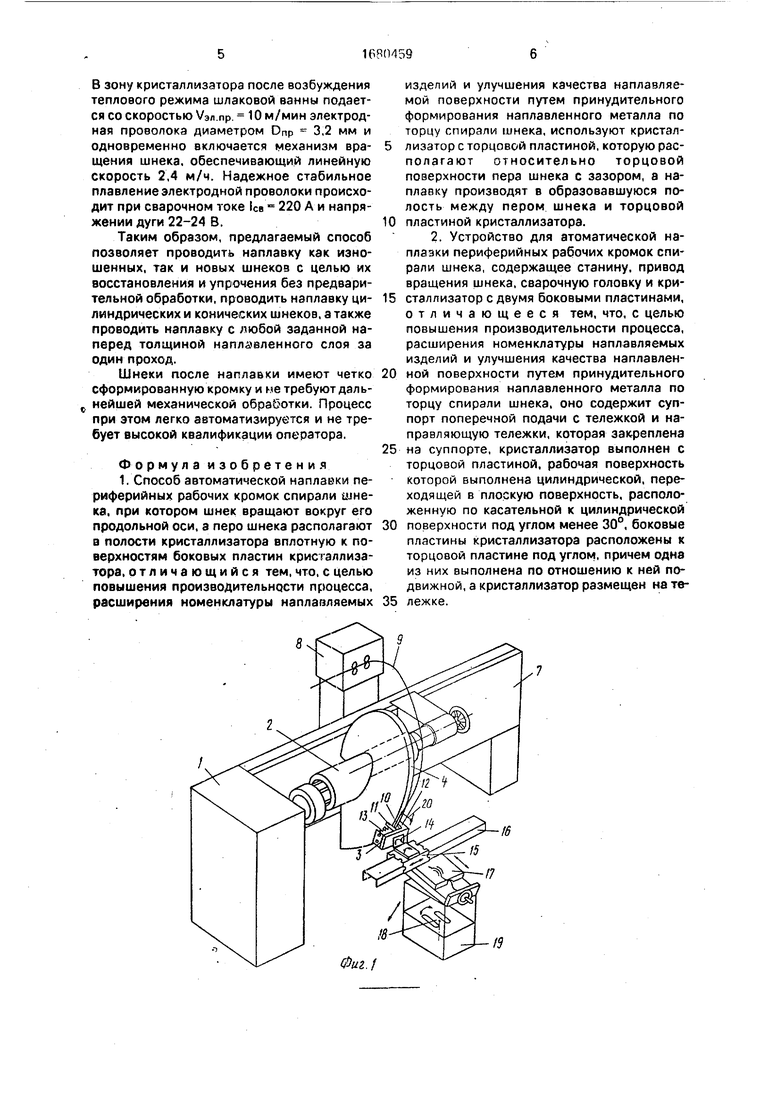
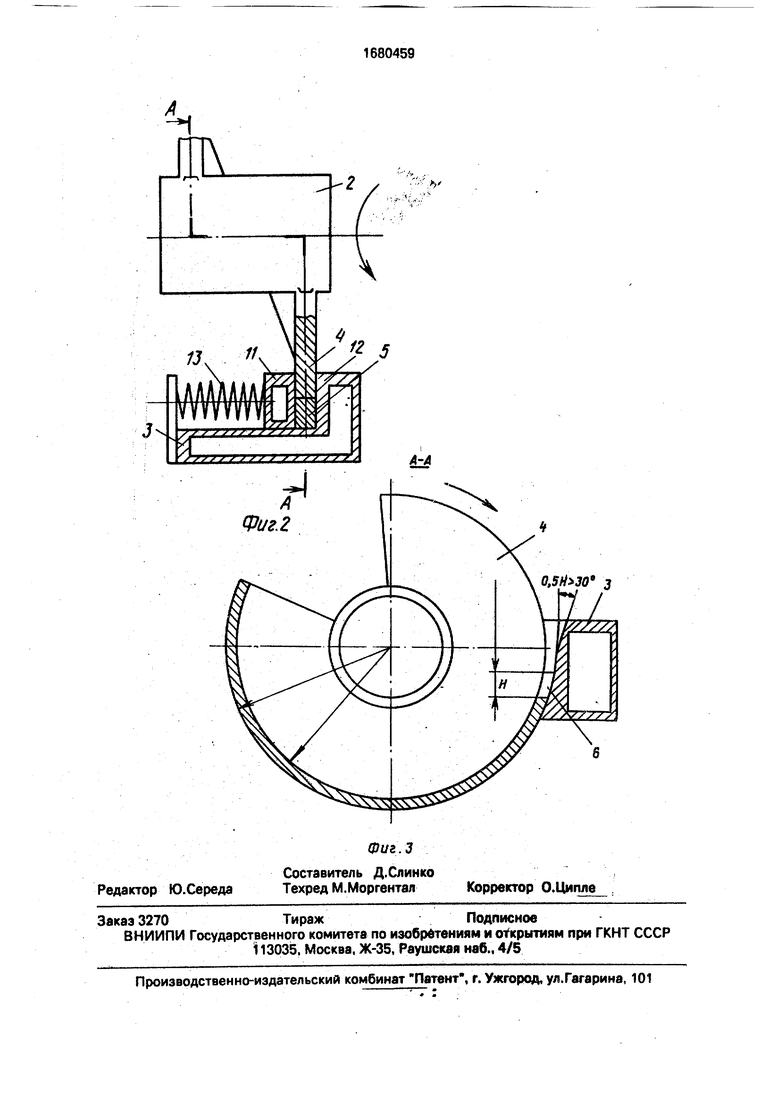
На фиг. 1 представлена схема устройства для автоматической наплавки спирали шнека; на фиг. 2 - кристаллизатор, охватывающий перо шнека в рабочем положении в диаметральной плоскости, разрез; на фиг. 3 - кристаллизатор в рабочем положении, вертикальный разрез.
Способ осуществляют следующим образом.
О 00
g
сл о
Приводом 1 вращения обеспечивают вращение, шнека 2 вокруг продольной оси. Кристаллизатор 3 размещают с боковой стороны спирали А шнека 2. Кристаллизатор 3, охватывающий кромку спирали 4 шнека 2с трех сторон с зазором 5 (фиг. 2) с торцовой стороны, перемещается вдоль горизонтальной оси шнека 2 благодаря усилию бокового давления спирали 4 шнека 2.
В верхнюю часть кристаллизатора 3 подают расплавленный металл 5 (фиг. 3) и во время его подачи вращают шнек 2 со скоростью, обеспечивающей затвердевание рас птавленного металла 6 (фиг. 3).
Устройство для автоматической наплав- кй периферийных рабочих кромок спирали шнека содержит станину 7, привод 1 вращения шнека 2, сварочную головку 8 с гибким стволом для подачи проволоки 9 и кристаллизатор 3, выполненный с торцовой пласти- ной 10, под углом к которой расположены две его боковые пластины 11 и 12. При этом пластина 11 выполнена подвижной и закреплена на пружинах 14 (фиг. 1). Поверхность торцовой пластины 10 кристаллизатора 3, прилегающая к торцовой поверхности спирали 4 шнека 2, имеет сложную форму, представляющую поверхность цилиндра, сопряженную с плоскостью, наклоненной к касательной под углом не менее 30° (фиг. 3).. Кристаллизатор 3 через узел 14 коррекции закреплен на тележ- е 15, свободно перемешающейся по направляющей 16, которая закреплена на подвижной части суппорта 17 поперечной подачи. Суппорт 17 поперечной подачи закреплен на верхней части 18 основания 19.
Устройство работает следующим образом.
Шнек 2 стабилизируется по технологи- ческой осм привода 1 вращения. При наплавке цилиндрических шнеков направляющая 16 устанавливается параллельно оси шнека 2, при наплавке конических - поворачивается на необходимый угол. КристаллизаторЗ поперечной подачей суппорта 17 подводится в зацепление с боковыми поверхностями спирали 4 на расстояние, равное радиусу шнека 2. Узлом 14 коррекции основание кристаллизатора 3 ориентируется по линии окружности известного радиуса шнека 2.
Стойка электродержателя 20 обеспечивает необходимый вылет и подачу проволо- ки в геометрическую середину пространства, образованного торцовой поверхностью спирали 4 и пластинами 10, 11 и 12 кристаллизатора 2. Для начала процесса наплавки нижняя часть пространства за- крывается закладной пластиной.
засыпается сварочный флюс, включается источник питания (не показано) сварочной головки 8, по гибкому стволу проволока 9 подается в зазор 5 (фиг. 3) и воспроизводится электрошлаковый процесс. При заполнении зазора 5 кристаллизатора 3 жидким металлом на 2-3 высоты включается привод
Iвращения шнека 2, боковое усилие которого используется для перемещения кристаллизатора 3 с тележкой 15 по направляющей 16.
Подпружиненная подвижная пластина
I1кристаллизатора 3 обеспечивает удержание расплавленного металла 6 (фиг. 3) и исключает заклинивание прохождению спирали 4 (фиг. 3) шнека 2. Скорость вращения в установившемся режиме процесса равна скорости наполнения зазора 5 (фиг. 2) кристаллизатора 3 расплавленным металлом 6.
Угол наклона плоскости, сопряженной с цилиндрической поверхностью торцовой пластины кристаллизатора, должен быть не менее 30°, является расчетным и технологически подтвержден стабильностью надеж кого возбуждения процесса наплавки на дне кристаллизатора с закладной деталью и необходимостью визуального и автоматического контроля уровня шлаковой ванны при установившемся режиме. Если угол меньше 30°, то электродная проволока не сможет достигнуть закладной детали на дне кристаллизатора и в ограниченном пространстве из-за кривизны поверхности. В этом случае произойдет выход дуги на изделие или кристаллизатор, что приводит к невозможности формирования качественного направленного слоя на периферийной кромке шнека.
Высота кристаллизатора выбрана равной двум высотам столба жидкого металла на основании тепловых расчетов и мх экспериментальной проверки.
Скорость вращения шнека выбиралась в пределах 0,8-2,6 м/ч. Для изготовленного определенных размеров кристаллизатора и наплавляемых типоразмеров шнеков было установлено, что уменьшение скорости менее 0,8 м/ч ведет к снижению производительности процесса вдвое. При увеличении скорости наплавки свыше 2,6 м/ч не обеспечивается стабильное охлаждение жидкой ванны в кристаллизаторе, что ведет к прорывам жидкого металла и как следствие к некачественному наплавлению поверхности.
Пример. Шнек диаметром $350-550 мм при толщине пера 20 мм наплавляется металлом на величину до 20-35 мм (на сторону). Шнек устанавливается для наплавки.
В зону кристаллизатора после возбуждения теплового режима шлаковой ванны подается со скоростью Van пр 10 м/мин электродная проволока диаметром 0Пр 3,2 мм и одновременно включается механизм вращения шнека, обеспечивающий линейную скорость 2,4 м/ч. Надежное стабильное плавление электродной проволоки происходит при сварочном токе св 220 А и напряжении дуги 22-24 В.
Таким образом, предлагаемый способ позволяет проводить наплавку как изношенных, так и новых шнеков с целью их восстановления и упрочения без предварительной обработки, проводить наплавку цилиндрических и конических шнеков, а также проводить наплавку с любой заданной наперед толщиной наплавленного слоя за один проход.
Шнеки после наплавки имеют четко сформированную кромку и не требуют даль- нейшей механической обработки. Процесс при этом легко автоматизируется и не требует высокой квалификации оператора.
Формула изобретения 1. Способ автоматической наплавки периферийных рабочих кромок спирали шнека, при котором шнек вращают вокруг его продольной оси, а перо шнека располагают а полости кристаллизатора вплотную к поверхностям боковых пластин кристаллизатора, отличающийся тем, что, с целью повышения производительности процесса, расширения номенклатуры наплавляемых
изделий и улучшения качества наплавляемой поверхности путем принудительного формирования наплавленного металла по торцу спирали шнека, используют кристаллизатор с торцовой пластиной, которую рас- полагают относительно торцовой поверхности пера шнека с зазором, а наплавку производят в образовавшуюся полость между пером шнека и торцовой
пластиной кристаллизатора.
2. Устройство для атоматической на- плазки периферийных рабочих кромок спирали шнека, содержащее станину, привод вращения шнека, сварочную головку и кристэллизатор с двумя боковыми пластинами, отличающееся тем, что, с целью повышения производительности процесса, расширения номенклатуры наплавляемых изделий и улучшения качества наплавленной поверхности путем принудительного формирования наплавленного металла по торцу спирали шнека, оно содержит суппорт поперечной подачи с тележкой и направляющую тележки, которая закреплена
на суппорте, кристаллизатор выполнен с торцовой пластиной, рабочая поверхность которой выполнена цилиндрической, переходящей в плоскую поверхность, расположенную по касательной к цилиндрической
поверхности под углом менее 30°, боковые пластины кристаллизатора расположены к торцовой пластине под углом, причем одна из них выполнена по отношению к ней подвижной, а кристаллизатор размещен на тележке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической наплавки изнашиваемых поверхностей изделий, устройство для его осуществления и состав наплавленного материала | 1991 |
|
SU1817741A3 |
| Способ электродуговой широкослойной наплавки | 1988 |
|
SU1660884A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ | 2011 |
|
RU2490101C2 |
| Способ наплавки спирали шнека,устройство для его осуществления и механизм центрирования шнека по наружной цилиндрической поверхности спирали | 1985 |
|
SU1368125A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА ТЕЛЕЖКИ ВАГОНА | 1999 |
|
RU2180879C2 |
| Устройство для автоматической наплавки спирали шнека | 1988 |
|
SU1698031A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2268121C1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ВЕРТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2069129C1 |
Изобретение относится к сварочному производству и может быть использовано при изготовлении и ремонте шнеков и других деталей с аналогичной спиральной поверхностью химического, транспортного, горно-рудного, бурового и другого оборудования. Цель изобретения - повышение производительности процесса, расширение технологических возможностей и улучшение качества наплавляемой поверхности. Устройство для автоматической наплавки содержит станину, в которой расположен привод вращения шнека, суппорт поперечной подачи, и тележку, на которой размещен кристаллизатор. Кристаллизатор выполнен с торцовой пластиной и двумя боковыми пластинами, одна из которых выполнена подвижной относительно торцовой пластины. Кристаллизатор размещают с боковой стороны шнека, а леро шнека располагают в полости кристаллизатора с зазором по торцовой стороне и вплотную к боковым пластинам кристаллизатора. Шнек вращают вокруг его продольной оси, а расплавленный металл подают сверху в образовавшуюся полость между кристаллизатором и пером шнека. Шнек после наплавки имеет четко сформированную кромку и не требует дальнейшей механической обработки. 3 ил. s
Фиг /
IS
v
0,5fo30 з
| Способ наплавки спирали шнека,устройство для его осуществления и механизм центрирования шнека по наружной цилиндрической поверхности спирали | 1985 |
|
SU1368125A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
