А
СЛ
С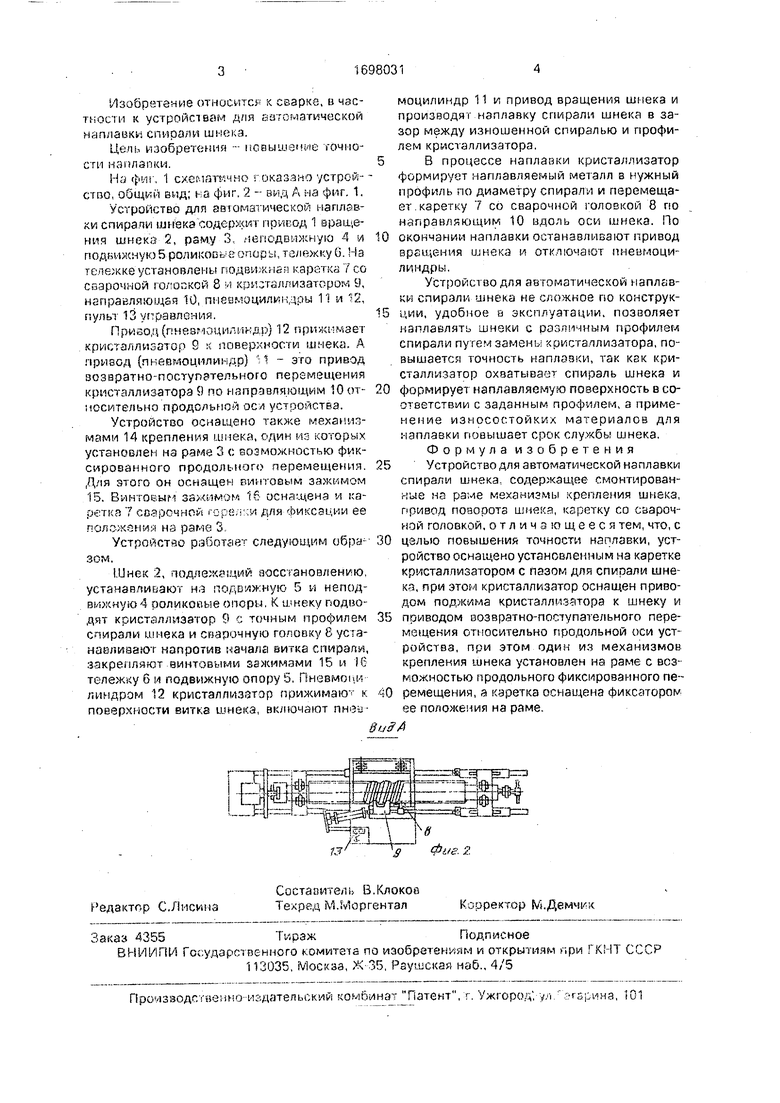
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ НЕВРАЩАЮЩИХСЯ ИЗДЕЛИЙ | 1997 |
|
RU2112633C1 |
| Установка для автоматической наплавки | 1973 |
|
SU524635A1 |
| Способ автоматической наплавки периферийных рабочих кромок спирали шнека и устройство для его осуществления | 1989 |
|
SU1680459A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1972 |
|
SU340490A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| Способ наплавки спирали шнека,устройство для его осуществления и механизм центрирования шнека по наружной цилиндрической поверхности спирали | 1985 |
|
SU1368125A1 |
| МАНИПУЛЯТОР ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ | 1996 |
|
RU2101152C1 |
| Установка для автоматической наплавки шнеков | 1987 |
|
SU1391822A1 |
| СПОСОБ РЕМОНТА, СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ, УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ И КРИСТАЛЛИЗАТОР УСТРОЙСТВА ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139155C1 |
| Установка для наплавки | 1988 |
|
SU1593819A1 |
Изобретение касается сварки, в частности устройств для автоматической наплавки спирали шнека. Цель изобретения - повышение точности наплавки. Устройство содержит смонтированные на раме 3 механизмы 14 крепления шнека 2, На каретке 7 установлена сварочная головка 8 с кристал- лизатором Э, оснащенным приводом 12 для прижима его к спирали шнека 2 и приводом 11 его возвратно-поступательного перемещения относительно продольной оси устройства. Один из механизмов крепления шнека и кареткг 7 оснащены винтовыми зажимами 15 и 15 соответственно. Благодаря такой конструкции повышается срок службы шнека. ,
1 42 12 9 8 11 Ю 5
о о
00 О
со
Ь 15
фиг 1
Изобретение относится к сварке, в частности к устройствам для автоматической наплавки спирали шнека.
Цель изобретения - повышение точности наилапки.
На фиг, 1 схематично показано устрой- ство, общий вид; на фиг. 2 - вмд А на фиг. 1.
Устройство для автоматической наплавки спирали шнека содержит привод 1 вращения шнека 2, раму 3, неподвижную 4 и подвижную 5 роликовые опоры, тележку 6. На тележке установлены подвижная каретка 7 со сварочной гол.опкой 8 и кристаллизатором 9, направляющая 10, пневмоцилиндры 11 и 12, пульт 13 управления.
Привод (пневмоцилиндр) 12 прижимает кристаллизатор 9 к поверхности шнека. А привод (пневмоцилиндр) 11 - это привод возвратно-поступательного перемещения кристаллизатора 9 по направляющим 10 от- иосительно продольной оси устройства.
Устройство оснащено также механизмами 14 крепления шнека, один из которых установлен на раме 3 с возможностью фиксированного продольного перемещения. Для этого он оснащен винтовым зажимом 15. Винтовым зажимом 16 оснащена и каретка 7 сварочной горелки для фиксации ее положения на раме 3.
Устройство работает следующим обра- зом.
Шнек 2, подлежащий восстановлению, устанавливают на подвижную 5 и неподвижную 4 роликовые опоры, К шнеку подводят кристаллизатор 9 с точным профилем спирали шнека и сварочную головку 8 устанавливают напротив начала аитка спирали, закрепляют винтовыми зажимами 15 и 16 тележку б и подвижную опору 5. Пневмоци- линдром 12 кристаллизатор прижимают к поверхности витка шнека, включают пневмоцилиндр 11 и привод вращения шнека и производят наплавку спирали шнека в зазор между изношенной спиралью и профилем кристаллизатора.
В процессе наплавки кристаллизатор формирует наплавляемый металл в нужный профиль по диаметру спирали и перемещает, каретку 7 со сварочной головкой 8 по направляющим 10 вдоль оси шнека. По окончании наплавки останавливают привод вращения шнека и отключают пневмоцилиндры.
Устройство для автоматической наплавки спирали шнека не сложное по конструкции, удобное в эксплуатации, позволяет наплавлять шнеки с различным профилем спирали путем замены кристаллизатора, повышается точность наплавки, так как кристаллизатор охватывает спираль шнека и формирует наплавляемую поверхность в соответствии с заданным профилем, а применение износостойких материалов для наплавки повышает срок службы шнека.
Формула изобретения
Устройство для автоматической наплавки спирали шнека, содержащее смонтированные на раме механизмы крепления шнека, привод поворота шнека, каретку со сварочной головкой, отличающееся тем, что, с целью повышений точности наплавки, устройство оснащено установленным на каретке кристаллизатором с пазом для спирали шнека, при этом кристаллизатор оснащен приводом поджима кристаллизатора к шнеку и приводом возвратно-поступательного перемещения относительно продольной оси устройства, при этом один из механизмов крепления шнека установлен на раме с возможностью продольного фиксированного перемещения, а каретка оснащена фиксатором ее положения на раме.
Фиг. 2
| Установка для автоматической наплавки шнеков | 1987 |
|
SU1391822A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
