Изобретение относится к машиностроению и может быть использовано при изготовлении рабочих органов и инструментов, работающих в условиях интенсивного износа.
Цель изобретения - улучшение производительности, расширение технологических возможностей и повышение качества инструмента.
Способ включает формирование износостойкого слоя в виде прерывистых участков за счет обжатия с одновременным или последующим соединением между собой перфорированных заготовок и помещенного между ними износостойкого слоя в виде ленты, при этом заготовки основного слоя размещают так, чтобы выступы одной располагались против выемок другой. Износостойкий слой при этом имеет толщину не
менее толщины каждого из перфорированных слоев, а его поперечное сечение выполнено в виде клина, ориентированного торцом большей высоты в сторону режущей кромки.
Почвообрабатывающий инструмент, работающий в условиях симметричного изнашивания, дисковые, ленточные пилы, абразивные диски для резки металлов и других материалов должны в процессе эксплуатации обеспечивать условия самозатачивания, поддержание требуемого профиля режущей кромки при ее износе, устранение заклинивания инструмента в разрезаемом пазе и ряд других условий.
Предложенный способ позволяет получить рабочий инструмент, на рабочей кромке которого сформирован износостойкий слой в виде чередующихся с обеих сторон
О 00
о ю
лезвия дискретных упрочненных участков. Это позволяет повысить качество инструмента за счет надежного закрепления износостойкого слоя на несущей основе с сохранением высокого уровня режущих свойств и обеспечить высокую производительность процесса упрочнения за счет его непрерывности и возможность полной автоматизации, Предложенная ориентация износостойкой вставки с переходом ее с одной кромки на другую позволит обеспечить оптимальные условия самозатачивания инструмента в процессе его эксплуатации.
При выполнении элементов пакета из металла, их соединение можно осуществить путем шовной электроконтактной сварки, пайки, сваркой ТВЧ и т.п. способами. Неметаллические элементы пакета целесообразно соединять склеиванием. Обязательным является процесс обжатия пакета.
Процесс обжатия пакета необходим для придания износостойкой вставке зигзагообразной формы с чередующимся ее переходом с одной стороны режущей кромки на другую.
Так при сборке металлического пакета и сварке его на шовной машине одновременно происходят два процесса; обжатие элементов пакета и их соединение за счет расплавления. В процессе обжатия пакета в роликах шовной машины с одновременным пропусканием сварочного тока в области контакта элементы пакета размягчаются, проплавляются и, сдеформировав- шись, свариваются между собой. При этом деформации в основном подвергается износостойкая вставка, которая приобретает в сваренном пакете зигзагообразную форму, переходя поочередно от одной наружной поверхности рабочего органа к противоположной. Поскольку эта вставка припарена по осей длине к слоям, поочередно с шагом перфорации с противоположных сторон, такой рабочий opi ан или режущий инструмент обладает высокой устойчивостью к изгибающим нагрузкам, хорошей самозатачиваемостью и стойкостью к отколам материала износостойкой вставки, Если на режущей кромке нарезать зубья, то такой инструмент можно использовать в качестве пил для разрезания металлов. Зигзагообразная форма износостойкой вставки выполняет при этом функции разведенных зубьев, устраняющих заклинивание инструмента в прорезаемом пазу. Устранить в большей степени эффект заклинивания инструмента в разрезаемой детали можно, если износостойкую вставку выполнить в поперечном сечении в виде клина, расположив ее в пакете торцсял
большей толщины в сторону режущей кромки. Тогда даже по мере износа режущей кромки, ее ширина будет всегда больше толщины самого инструмента.
Учитывая, что деформация и приварка износостойкого слол осуществляется при повышенных температурах, когда ее пластичность относительно высока, материалом слоя могут быть не только легированные стали, но и более дешевые металлокерами- ческие спеченые материалы, например, ленты.
В качестве износостойкого слоя могут быть использованы и неметаллические материалы в виде абразивных лент, износостойких волокон и т,п. Накладки также могут быть выполнены из неметаллов. При этом по предложенному способу возможно изготовление абразивных разрезных дисков для резки металла, бетона, кирпича и других материалов.
Если износостойкий слой выполнен из износостойкого фрикционного материала, то по предложенной технологии можно изготавливать фрикционные пары в виде дисков или лент, которые используются в механизмах сцепления, торможения и т.п.
Толщина износостойкого слоя должна быть не менее толщины перфорированных слоев. Это связано с тем, что толщина пакета в области кромки должна быть не меньше, чем в остальной его части, В противном случае произойдет заклинивание режущего инструмента в разрезаемой детали, так как ширина реза будет при этом меньше толщины инструмента за пределами упрочненной его части.
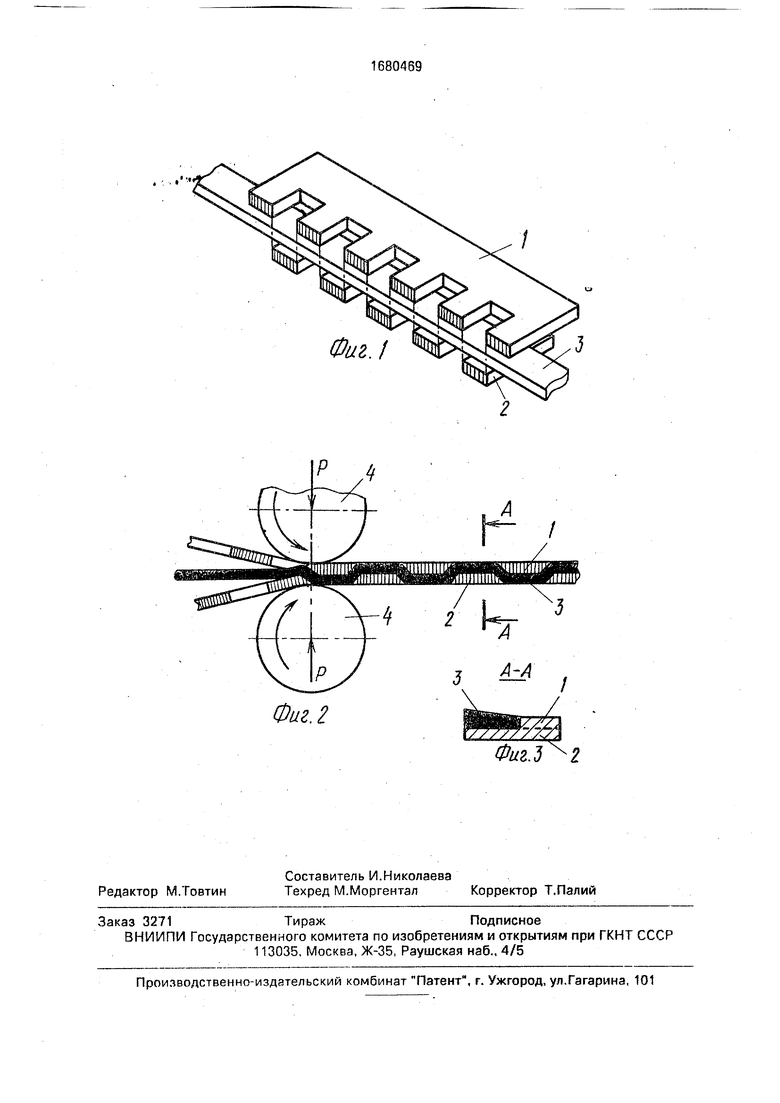
На фиг.1 показан пакет, собранный из перфорированных слоев и размещенный между ними вдоль перфорированной кромки износостойкий слой; на фиг.2 - схема формирования рабочей кром ки путем обжатия пакета, изображенного на фиг.1. роликами 4; на фиг.З - поперечное сечение А-А на фиг.2 рабочей кромки инструмента, изготовленного по предлагаемой технологии, износостойкий слой выполнен в виде клина.
Для формирования рабочих кромок инструмента собирают пакет, из двух перфорированных слоев 1 и 2 и износостойкого слоя 3 в соответствии с фиг.1. Перфорированные слои 1 и 2 могут быть в виде лент, полос, пластин или дисков, а износостойкий слой 3 должен быть по ширине равен глубине перфораций. Далее обжимают собранный пакет с одновременным соединением его элементов сваркой, пайкой или склеиванием (фиг.2).
- Перемычки между перфорациями одного из слоев должны соответствовать по форме перфорированным отверстиям или пазам другого слоя и располагаться над ним: а толщина износостойкого слоя 3 должна быть не менее толщины каждого из слоев 1 и 2. В в противном случае после сборки и соединения элементов пакета его толщина в области режущей кромки будет меньше, чем этот же параметр в неупрочненной области. Это приведет к ухудшению условий работы инструмента, например заклиниванию его при резке. Выполнив износостойкий слой 3 более толстым в области режущей кромки (фиг.З), можно обеспечить еще более оптимальные условия работы инструмента, надежно гарантирующие его от заклинивания в прорезаемом пазу. Режущую кромку инструмента в зависимости от предъявляемых требований можно оставить гладкой, либо нарезать на ней зубья.
Пример. Для реализации способа был изготовлен пильный диск, состоящий из двух круглых накладок с прямоугольными перфорированными пазами на их кромках, изготавливаемых из стали 45толщиной 1 мм и диаметром 150 мм.
В качестве износостойкого слоя использована металлокерамическая лента марки ЛС-5Х4В2М2ФС по ГОСТ 22366-77, толщиной 1 мм. Ленту размещали между перфорированными слоями в области перфорированных кромок, после чего пакет сваривали на машине для шовной сварки МШ-3201. Сварку производили на третьей ступени регулирования коэффициента, трансформации. После сварки такого пакета на режущей кромке диска нарезали зубья и установили диск на установку для резки металла. Испытания показали высокое качество изготовленного инструмента. Не отмечались отколы материала -износостой-. кой вставки при высокой производительности процесса резки. Замена серийного пильного диска, изготовленного полностью из вольфрамсодержащей стали, диском, изготовленным по предложенной технологии, позволяет в 2-5 раз уменьшить расход вольфрама и других легирующих материалов, в 1,5-3 раза снизить стоимость инструмента.
Применение предложенного способа
позволяет повысить качество и производительность процесса упрочнения рабочих органов машин, снизить энерго- и трудозатраты, стоимость инструмента, расход дефицитных легирующих материалов. Способ легко поддается автоматизации, требует для реализации применения широко выпускаемого промышленностью оборудования.
Ф о р м у л а и з о б р е т е н и я
1. Способ формирования рабочих кромок инструмента, включающий формирование износостойкого слоя в виде дискретных участков на заготовке основного слоя, о т личающийся тем, что, с целью повышения производительности процесса и качества изделий, в качестве основного слоя используют две заготовки в виде полос с предварительно перфорированной в виде
выступов и впадин поверхностью, расположенных по кромке, в качестве износостойкого слоя используют заготовку в виде ленты, размещают ее между двумя заготовками основного слоя, располагая при этом
выступы одной заготовки над впадинами другой, формирование дискретных участков износостойкого слоя и соединения слоев осуществляют путем обжатия составной заготовки.
2. Способ по л.1, о т л и ч а ю щ и и с я тем, что износостойкий слой выполняют толщиной не менее толщины заготовки основного слоя.
3. Способ по пп. 1 и 2, о т л и ч а ю щ ии с я тем. что износостойкий слой выполняют в поперечном сечении в виде клина и при сборке составной заготовки его располагают торцом большей высоты со стороны режущей кромки.
Фиг. I
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рабочих кромок инструмента | 1989 |
|
SU1756072A1 |
| ДВУХПРОХОДНАЯ КОМБИНИРОВАННАЯ СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА С УПРОЧНЕНИЕМ | 2011 |
|
RU2456137C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| Способ изготовления режущего инструмента | 1988 |
|
SU1687393A1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕКЛОРЕЗНЫХ НОЖЕЙ | 1996 |
|
RU2096120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ СТАЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2007 |
|
RU2351476C2 |
Изобретение относится к машиностроению и позволяет сформировать режущие кромки инструмента, упрочненные отдельными чередующимися с противоположных сторон участками. Цель изобретения - повышение производительности и качества изделий. Рабочую кромку инструмента собирают иэ двух перфорированных заготовок, основного и износостойкого слоев, Перфорированные заготовки размещают так, чтобы перфорации одной располагались против перемычек другой. Износостойкий слой при этом имеет толщину не менее толщины каждого из перфорированных слоев, а его поперечное сечение выполнено в виде клина, ориентированного торцом большей высоты в сторону режущей кромки. Выполнение износостойкого слоя указанной толщины предотвратит заклинивание инструмента, а размещение его торцом большей высоты со стороны режущей кромки обеспечит также оптимальные условия работы и предотвратит заклинивание, 2 з.п. ф-лы, 3 ил. (Л
Р
Фаг. 2
Фаг.г
| Способ получения износостойких лезвий рабочих органов почвообрабатывающих орудий | 1964 |
|
SU461721A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
