Изобретение относится к сварке, в частности к электродуговой наплавке, и может быть использовано при изготовлении и восстановлении режущего дискового инструмента.
Цель изобретения - повышение качества изготовления режущего инструмента путем исключения отколов наплавленного металла со стороны наплавленной заготов- . ки.
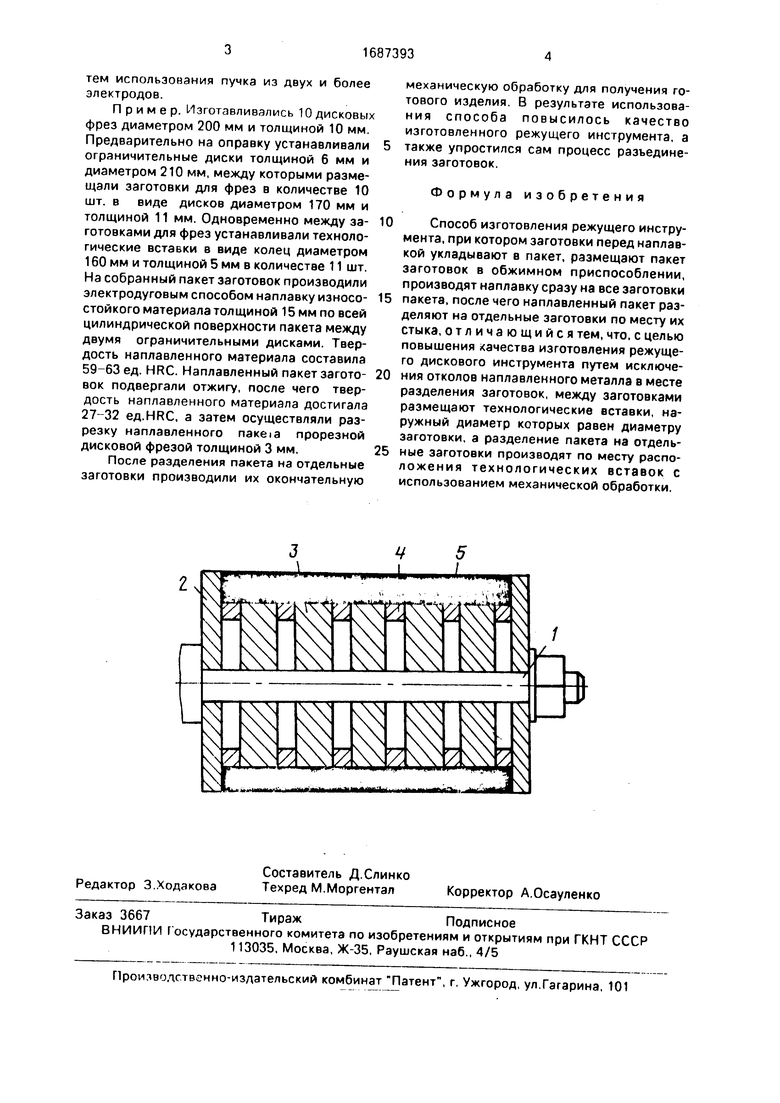
На чертеже показан пример осуществления предложенного способа.
На оправку 1 устанавливают ограничительные диски 2, толщина которых находится в пределах 6-8 мм, между которыми устанавливают заготовки 3 в виде дисков. Для снижения потерь металла при последующей механической обработке между заготовками 3 устанавливают технологические
вставки 4, например кольца, ширина которых несколько больше ширины отрезного резца, а диаметр равен диаметру заготовки. Допускается вместо колец устанавливать диски с их дальнейшим использованием на меньших диаметрах,
Наплавка износостойкого материала 5 производится по цилиндрической поверхности между двумя ограничительными дисками 2. После отжига пакет заготовок 3 разрезают по месту установки технологических вставок 4 и производят окончательную механическую обработку для получения готового инструмента.
Способ позволяет повысить качество режущего инструмента путем исключения отколов наплавленного металла в месте разъема заготовок. Способ также позволяет повысить производительность наплавки пуО 00
VI
OJ
ю
со
тем использования пучка из двух и более электродов.
Пример. Изготавливались 10 дисковых фрез диаметром 200 мм и толщиной 10 мм. Предварительно на оправку устанавливали ограничительные диски толщиной 6 мм и диаметром 210 мм, между которыми размещали заготовки для фрез в количестве 10 шт. в виде дисков диаметром 170 мм и толщиной 11 мм. Одновременно между за- готовками для фрез устанавливали технологические вставки в виде колец диаметром 160 мм и толщиной 5 мм в количестве 11 шт. На собранный пакет заготовок производили электродуговым способом наплавку износо- стойкого материала толщиной 15 мм по всей цилиндрической поверхности пакета между двумя ограничительными дисками. Твердость наплавленного материала составила 59-63 ед. HRC. Наплавленный пакет загото- вок подвергали отжигу, после чего твердость наплавленного материала достигала 27-32 ед-HRC, а затем осуществляли разрезку наплавленного прорезной дисковой фрезой толщиной 3 мм.
После разделения пакета на отдельные заготовки производили их окончательную
механическую обработку для получения готового изделия. В результате использования способа повысилось качество изготовленного режущего инструмента, а также упростился сам процесс разьединения заготовок.
Формула изобретения
Способ изготовления режущего инструмента, при котором заготовки перед наплавкой укладывают в пакет, размещают пакет заготовок в обжимном приспособлении, производят наплавку сразу на все заготовки пакета, после чего наплавленный пакет разделяют на отдельные заготовки по месту их стыка, отличающийся тем, что, с целью повышения качества изготовления режущего дискового инструмента путем исключения отколов наплавленного металла в месте разделения заготовок, между заготовками размещают технологические вставки, наружный диаметр которых равен диаметру заготовки, а разделение пакета на отдельные заготовки производят по месту расположения технологических вставок с использованием механической обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления дискового ножа | 2020 |
|
RU2752719C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ | 1972 |
|
SU428880A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕВОГО ИНСТРУМЕНТА | 1996 |
|
RU2098254C1 |
| Способ изготовления заготовки для режущего инструмента | 1981 |
|
SU1009678A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2008 |
|
RU2361712C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2071889C1 |
| Способ изготовления биметаллических изделий | 1977 |
|
SU659345A1 |
| СПОСОБ ФАСОННОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2317877C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| Способ изготовления рабочих кромок инструмента | 1989 |
|
SU1756072A1 |
Изобретение относится к сварке, в частности к электродуговой наплавке, и может быть использовано при изготовлении и восстановлении режущего дискового инструмента. Цель изобретения - повышение качества изготовления режущего инструмента путем исключения отколов наплавленного металла в месте разъединения заготовок. Дисковые заготовки для изготовления инструмента собирают в пакет и размещают на оправке между ограничительными дисками. Между заготовками устанавливают технологические вставки, наружный диаметр которых равен диаметру заготовок. После наплавки износостойким материалом всей цилиндрической поверхности между ограничительными дисками и последующего отжига пакета наплавленных заготовок в местах установки технологических вставок производят разделение пакета на отдельные заготовки. Наплавка пакета заготовок позволяет также повысить производительность труда за счет использования пучка из двух и более электродов. 1 ил. v Ё
| Шехтер С.Я | |||
| Восстановление оборудования механизированной наплавкой | |||
| М.; Металлургия, 1965, с.70, рис.31. |
