Изобретение относится к восстановлению режущего инструмента и может быть использовано при восстановлении режущих кромок биметаллического инструмента из быстрорежущей стали.
Цель изобретения - восстановление режущих кромок биметаллического инструмента порошками из быстрорежущей стали.
Способ осуществляют путем плазменного (или иного) напыления порошков быстрорежущей стали на изношенную часть режущего инструмента, последующей кратковременной (0,5-1 ч) термообработкой в вакуумной печи при t 900-1000°С для удаления окисных пленок электродугового оплавления нанесенного покрытия в камере с контролируемой средой. Последующие технологические операции: 3-кратный отпуск и механическая обработка шлифованием и заточкой являются типовыми.
В процессе термообработки, которой подвергают напыленный слой, при высоких
температурах наблюдается растворение двухатомных газов (например 02 и др). После перехода атомов газа через граничную поверхность на металлической поверхности образуются молекулы оксидов металлов (МеО), которые испаряются в газовую фазу, В вакуумной аппаратуре оксиды конденсируются на холодных стенках и исключаются из зоны реакции.
Интервал времени термообработки обусловлен полным восстановлением оксидов металлов из окисной пленки. При длительности термообработки менее 05ч наблюдается частичное восстановление оксидов (не восстановленными остаются наиболее тугоплавкие оксиды вольфрама и ванадия). Более 1,0 ч термообработку проводить нет необходимости, так как оксиды металлов оказываются полностью восстановленными. Температура термообработки в вакууме в интервале 860-900°С выбрана из соображений совмещения термообрасл
с
богки в вакууме с отжигом быстрорежущей стали, rip; которой одновременно происходит релаксация напряжений и посстановло- ние окисно.го слоя.
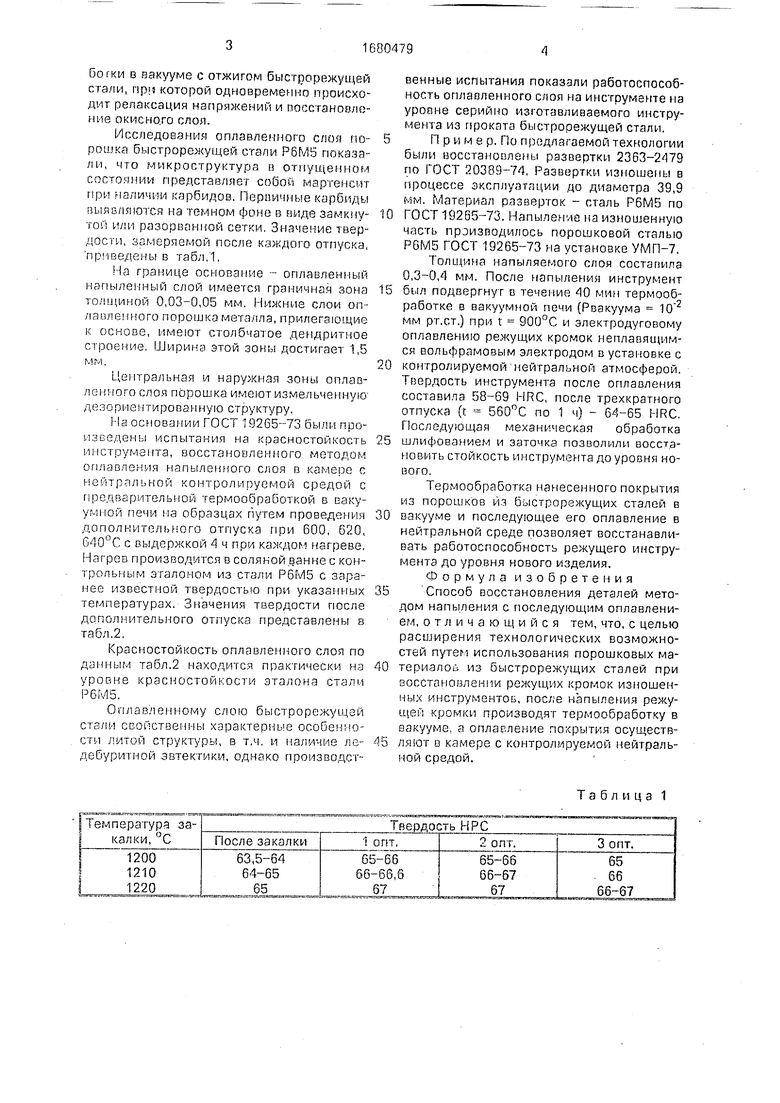
Исследования оплавленного слоя порошка быстрорежущей стали РбМё показали, что микроструктура и отпущенном состоянии представляет собой мартенечт при наличии карбидов. Первичные карбиды выявляются на темном фоне в виде замкнуто fi или разорванной сетки. Значение твердости, замеряемой после каждого отпуска, приведены в табл.1,
На границе основание - оплавленный напыленный слой имеется граничная зона толщиной 0,03-0,05 мм. Нижние слои оп- ллплепного порошка металла, прилегающие к основе, имеют столбчатое дендритное строение. Ширина этой зоны достигает 1,5 м м.
Центральная и наружная зоны оплавленного слоя порошка имеют измельченную дезориентированную структуру.
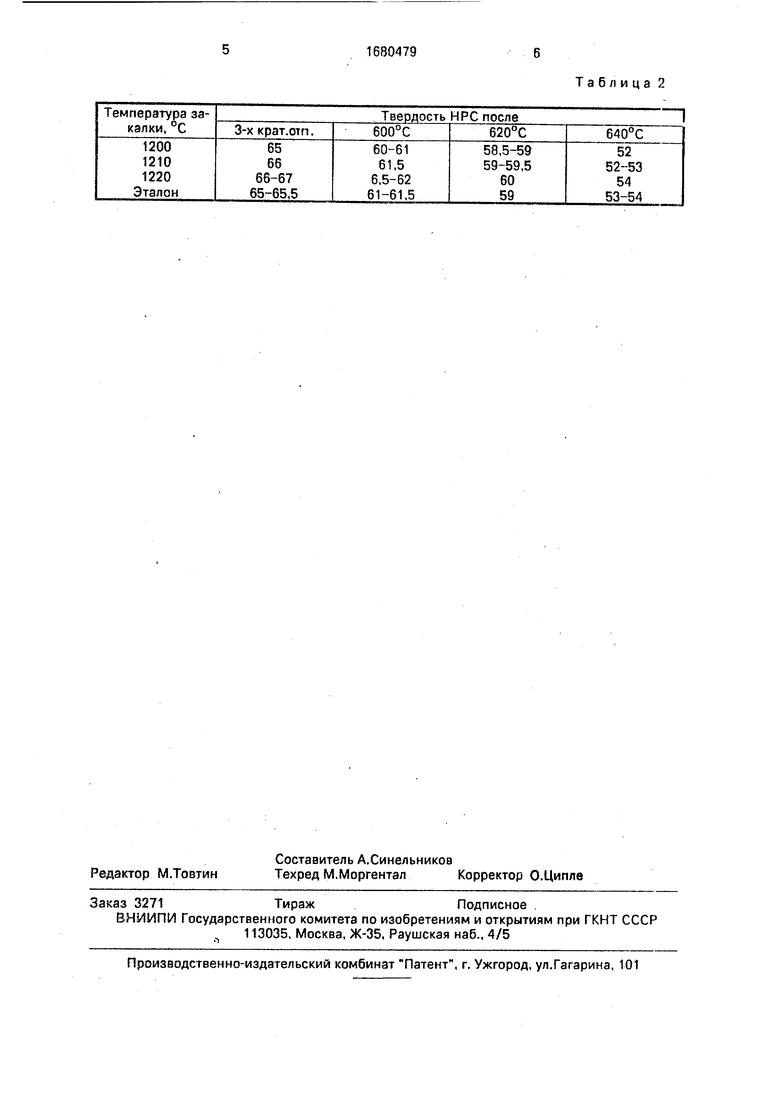
На основании ГОСТ 19265-73 были произведены испытания на красностойкость инструмента, восстановленного методом оплавления напыленного слоя в камере с нейтральной контролируемой средой с предварительной термообработкой в вакуумной печи на образцах путем проведения дополнительного отпуска при 600, 620, 640°С с выдержкой 4 ч при каждом нагреве. Нагрев производится в соляной ванне с контрольным эталоном из стали Р6М5 с заранее известной твердостью при указанных температурах. Значения твердости после дополнительного отпуска представлены в та б л, 2,
Красностойкость оплавленного слоя по данным табл.2 находится практически на уровне красностойкости эталона стали Р6М5.
Оплавленному слою быстрорежущей стали свойственны характерные особенности литой структуры, в т.ч. и наличие ледебурит ной эвтектики, однако производственные испытания показали работоспособность оплавленного слоя на инструменте на уровне серийно изготавливаемого инструмента из проката быстрорежущей стали.
Г р и м е р. По предлагаемой технологии
были восстановлены развертки 2363-2479 по ГОСТ 20389-74, Развертки изношены в процессе эксплуатации до диаметра 39,9 мм. Материал разверток - сталь Р6М5 по
ГОСТ 19265-73. Напыление на изношенную
часть производилось порошковой сталью
Р6М5 ГОСТ 19265-73 на установке УМП-7.
Толщина напыляемого слоя составила
0,3-0,4 мм. После напыления инструмент
был подвергнут в течение 40 мин термообработке в вакуумной печи (Рвакуума мм рт.ст.) при t 900°С и злектродуговому оплавлению режущих кромок неплавящимся вольфрамовым электродом в установке с
контролируемой ней тральной атмосферой. Твердость инструмента после оплавления составила 58-69 HRC, после трехкратного отпуска (t 560°С по 1 ч) - 64-65 HRC. Последующая механическая обработка
шлифованием и заточка позволили восстановить стойкость инструмента до уровня нового.
Термообработка нанесенного покрытия из порошков йч быстрорежущих сталей в
вакууме и последующее его оплавление в нейтральной среде позволяет восстанавливать работоспособность режущего инструмента до уровня нового изделия. Формула изобретения
Способ восстановления деталей методом напыления с последующим оплавлением, отличающийся тем, что, с целью расширения технологических возможностей путем использования порошковых материалой из быстрорежущих сталей при восстановлении режущих кромок изношенных инструментов, после напыления режущей кромки производят термообработку в вакууме, а оплавление покрытия осуществл я ют в камере с контролируемой нейтральной средой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
| СПОСОБ ОТЖИГА БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2007 |
|
RU2336337C1 |
| Способ термической обработки изделий из быстрорежущей стали | 1981 |
|
SU1006515A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВЫХ ИНСТРУМЕНТОВ ИЗ ОТХОДОВ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 2009 |
|
RU2406590C1 |
| Способ восстановления изделий | 1981 |
|
SU1011708A1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| Способ контроля качества термической обработки быстрорежущей стали | 1976 |
|
SU730837A1 |
| Способ термической обработки сварного режущего инструмента | 1982 |
|
SU1122716A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОСТОЙКОСТИ СТАЛИ | 1999 |
|
RU2164348C2 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1979 |
|
SU863677A1 |
Изобретение относитря к области восстановления режущего инструмента и может быть использовано при восстановлении режущих кромок биметаллического инструмента из быстрорежущей стали. Целью изобретения является восстановление режущих кромок биметаллического инструмента порошками из быстрорежущей стали Способ прэдусматривает плазменное или иное напыление порошков быстрорежущей стали на изношенную часть режущего инструмента; последующую кратковременную (0,5 -1 ч) термообработку в вакуумной печи при 860- 900°С и электродуговое оплавление покрытия в камере с контролируемой средой Предлагаемый способ позволяет восстанавливать работоспособность режущего инструмента из быстрорежущих сталей до уровня нового изделия. 2 табл.
Таблица 1
Таблица 2
| Ремонт автомобилей, / Под ред | |||
| С.И.Румянцева | |||
| М.: Транспорт, 1988, с.128-129. |
