Изобретение относится к автоматизации производственных процессов и может быть использовано в производстве вискозных пленочных оболочек.
Целью изобретения является упрощение способа управления процессом получения вискозной пленочной оболочки.
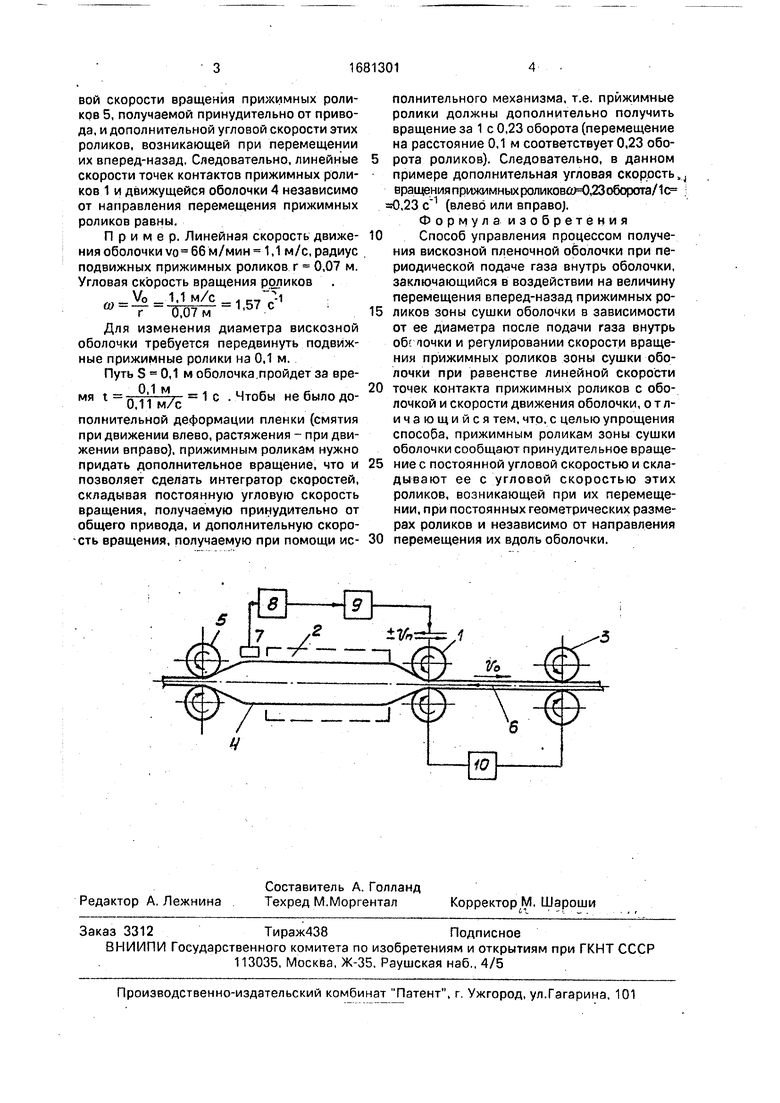
На чертеже представлена схема осуществления предлагаемого способа управления.
Подвижные прижимные ролики 1 устанавливают между сушилкой 2 и прижимными роликами 3 приемной машины в определенном положении, например посередине. Вискозная пленочная оболочка 4 проходит сушилку 2 и подвижные прижимные ролики 1, которые установлены с зазором по отношению друг к другу. Затем
оболочка заправляется в прижимные ролики 3, установленные с зазором по отношению друг к другу. В оболочку 4 подают газ (сжатый воздух), измеряют ее диаметр датчиком 7 и при достижении ею заданного диаметра пережимают ее прижимными роликами 1. В зоне между прижимными роликами 3 и 1 выпускают газ из оболочки и затем ее зажимают прижимными роликами 3. Датчик 7 фиксирует изменение диаметра оболочки 4, подает команду на регулятор 8. который с помощью исполнительного механизма 9 изменяет положение перемещающихся прижимных роликов 1, сообщает им возвратно-поступательное движение. При перемещении прижимных роликов 1 вперед- назад, благодаря интегратору скоростей, происходит складывание постоянной углоО 00
со о
вой скорости вращения прижимных роликов 5, получаемой принудительно от привода, и дополнительной угловой скорости этих роликов, возникающей при перемещении их вперед-назад. Следовательно, линейные скорости точек контактов прижимных роликов 1 и движущейся оболочки 4 независимо от направления перемещения прижимных роликов равны.
Пример. Линейная скорость движения оболочки vo 66 м/мин 1,1 м/с, радиус подвижных прижимных роликов г 0,07 м. Угловая скорость вращения роликов .
ы г 0,07м 1|& с
Для изменения диаметра вискозной оболочки требуется передвинуть подвижные прижимные ролики на 0,1 м.
Путь S - 0,1 м оболочка,пройдет за время
. 0.1м , ,11 м/с
с . Чтобы не было дополнительной деформации пленки (смятия при движении влево, растяжения - при движении вправо), прижимным роликам нужно придать дополнительное вращение, что и позволяет сделать интегратор скоростей, складывая постоянную угловую скорость вращения, получаемую принудительно от общего привода, и дополнительную скорость вращения, получаемую при помощи исполнительного механизма, т.е. прижимные ролики должны дополнительно получить вращение за 1 с 0,23 оборота (перемещение на расстояние 0,1 м соответствует 0,23 оборота роликов). Следовательно, в данном примере дополнительная угловая скорость вращения прижимных роликовйН),23 оборота/1 с Ю,23 (влево или вправо).
Формула изобретения
Способ управления процессом получения вискозной пленочной оболочки при периодической подаче газа внутрь оболочки, заключающийся в воздействии на величину перемещения вперед-назад прижимных роликов зоны сушки оболочки в зависимости от ее диаметра после подачи газа внутрь обе почки и регулировании скорости вращения прижимных роликов зоны сушки оболочки при равенстве линейной скорости
точек контакта прижимных роликов с оболочкой и скорости движения оболочки, отличающийся тем, что. с целью упрощения способа, прижимным роликам зоны сушки оболочки сообщают принудительное вращение с постоянной угловой скоростью и скла- дывают ее с угловой скоростью этих роликов, возникающей при их перемещении, при постоянных геометрических размерах роликов и независимо от направления
перемещения их вдоль оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом получения вискозной пленочной оболочки | 1982 |
|
SU1061119A2 |
| Способ управления процессом получения визкозной пленочной оболочки | 1984 |
|
SU1361521A1 |
| Способ управления процессом получения вискозной пленочной оболочки | 1980 |
|
SU889662A2 |
| Способ управления процессом получения вискозной пленочной оболочки | 1978 |
|
SU712411A1 |
| ГИДРОДИНАМИЧЕСКАЯ БЕССТУПЕНЧАТАЯ КОРОБКА ПЕРЕДАЧ | 1999 |
|
RU2151936C1 |
| ДИФФЕРЕНЦИАЛ С АВТОМАТИЧЕСКОЙ БЛОКИРОВКОЙ КОЛЕС | 1993 |
|
RU2119435C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОТОВОЙ СТАЛИ И ПОЛУПРОДУКТА ИЗ ЖЕЛЕЗОРУДНОГО СЫРЬЯ, ОТХОДОВ ДОМЕННОГО ПРОИЗВОДСТВА ИЗ ОТВАЛОВ И ДРУГИХ ЖЕЛЕЗОСОДЕРЖАЩИХ МАТЕРИАЛОВ МЕЛКИХ И ПЫЛЕВИДНЫХ ФРАКЦИЙ ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1996 |
|
RU2109067C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДЕЗАКТИВАЦИИ СТЕРЖНЕВЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2605540C2 |
| СУШИЛКА ДЛЯ СЫПУЧИХ ТЕРМОЧУВСТВИТЕЛЬНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2489657C1 |
| АВТОМАТИЧЕСКИЙ ВАРИАТОР ФМВ | 1995 |
|
RU2088428C1 |
Изобретение относится к автоматизации производственных процессов и может быть использовано в производстве вискозных пленочных оболочек. Изобретение позволяет упростить способ управления процессом получения вискозной пленочной оболочки за счет того, что в способе управления процессом получения вискозной пленочной оболочки при периодической подаче газа внутрь оболочки, заключающемся в воздействии на величину горизонтального перемещения прижимных роликов зоны сушки оболочки в зависимости от ее диаметра после подачи газа внутрь оболочки и регулировании скорости вращения прижимных роликов зоны сушки оболочки в зависимости от направления их перемещения при условии равенства линейной скорости точек контакта прижимных роликов с оболочкой и скорости движения оболочки, прижимным роликам зоны сушки сообщают принудительное вращение с постоянной угловой скоростью и складывают ее с угловой скоростью этих роликов, возникающей при перемещении их вперед-назад, при постоянных геометрических размерах роликов и независимо от направления перемещения их вдоль оболочки,1 ил.
| Способ управления процессом получения вискозной пленочной оболочки | 1982 |
|
SU1061119A2 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
