(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ВИСКОЗНОЙ ПЛЕНОЧНОЙ ОБОЛОЧКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом получения визкозной пленочной оболочки | 1984 |
|
SU1361521A1 |
| Способ управления процессом сушки вискозной пленочной оболочки | 1984 |
|
SU1282099A1 |
| Способ автоматического управления процессом получения сосисочной оболочки | 1980 |
|
SU941963A2 |
| Способ автоматического управления процессом получения сосисочной оболочки | 1979 |
|
SU873221A2 |
| Способ управления процессом получения вискозной пленочной оболочки | 1978 |
|
SU712411A1 |
| Способ управления процессом получения вискозной пленочной оболочки | 1982 |
|
SU1061119A2 |
| Способ управления процессом получения вискозной пленочной оболочки | 1989 |
|
SU1681301A1 |
| Способ автоматического управления процессом получения сосисочной оболочки | 1978 |
|
SU767732A1 |
| Способ автоматического управления процессом распылительной сушки | 1980 |
|
SU966470A2 |
| Способ автоматического управления процессом получения гидратцеллюлозной оболочки | 1989 |
|
SU1682982A1 |
1
Изобретение относится к автоматйзации процессов переработки пластмасс .
По основному авт. св. № 712411 ;известен способ управления процессом получения вискозной пленочной оболочки, заключающийся в воздействии на величину горизонатльного перемещения прижимных роликов зоны сушки оболочки в зависимости от диаметра оболочки после подачи внутрь нее газа 1.
На действующих машинах зона сушки имеет протяженность 11,5 м. В процессе сушки оболочка дает усадку. Диаметр сухой оболочки меньше, чем диаметр сырой, на 10-20%. При одном и том же давлении газа внутри оболочки сухая оболочка растягивается меньше. Используя известный способ, необходимо измерять диаметр оболочки на выходе из зоны сушки, так как в противном случае использование способа малоэффективно.Учитывая то,что скорость движения оболочки 6,5 м/мин и что перемещение прижимных вальцов оказывает влияние в основном на диаметр сырой оболочки, находящейся на входе в зону сушки, при осуществлении известного способа имеется
значительное транспортное запаздывание. По этой причине способ обладает ограниченными возможностями в отношении довышения качества оболоч. КИ.
Целью изобретения является улучшение качества оболочки.
Указанная цель достигается тем, что согласно способу управления про10цессом получения вискозной пленочной оболочки, по величинам диаметра сырой и сухой оболочки определяют коэффициент усадки пленочной оболочки, в зависимости от изменения которого
15 корректируют диаметр сырой оболочки.
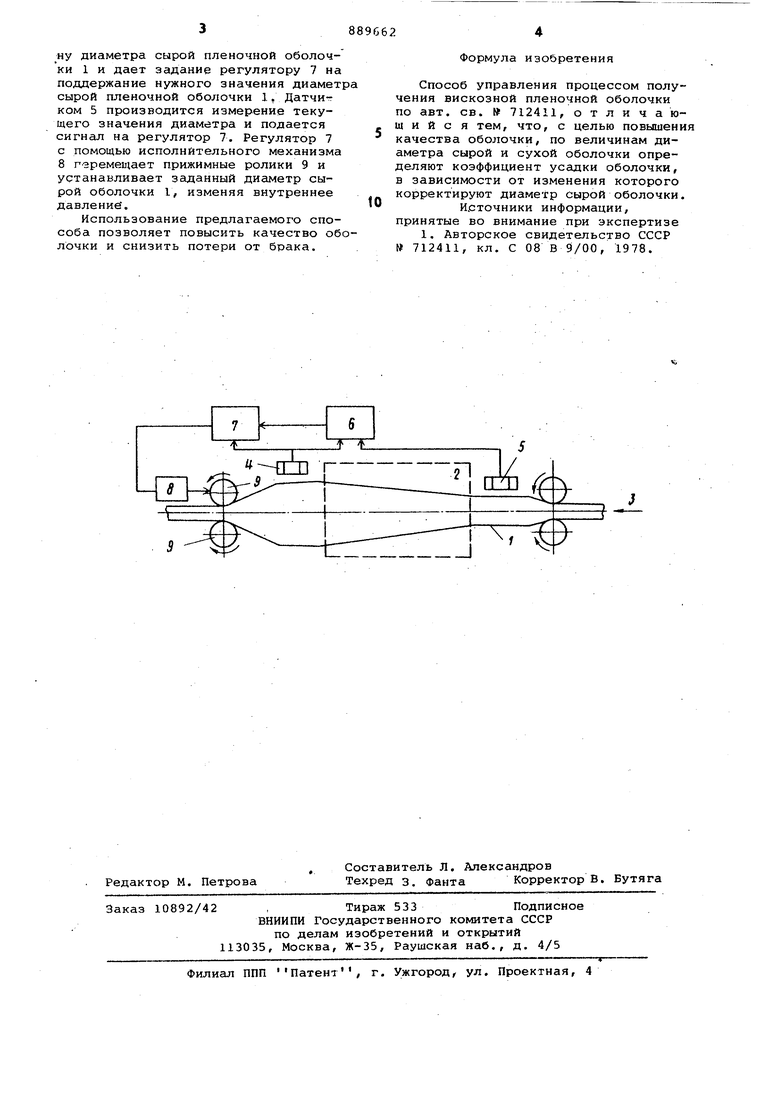
На чертеже показана блок-схема устройства, реализующего предлагаемый способ.
Способ управления процессом по20лучения вискозной пленочной оболочки реализуют следующим образом.
В вискозную пленочную оболочку 1, расположенную в зоне 2 сушки, периодически подают газ 3. После пода25чи газа 3 датчиком 4 измеряют диаметр сырой пленочной оболочки 1, а датчиком 5 - сухой. Сигналы с датчиков 4 и 5 поступают в блок 6 определения величины усадки,который опре30деляет коэффициент усадки и велйчи ну диаметра сырой пленочной оболочки 1 и дает задание регулятору 7 на поддержание нужного значения диамет сырой пленочной оболочки 1, Датчит ком 5 производится измерение текущего значения диаметра и подается сигнал на регулятор 7. Регулятор 7 с помощью исполнительного механизма 8 перемещает прижимные ролики 9 и устанавливает заданный диаметр сырой оболочки 1, изменяя внутреннее давление.
Использование предлагаемого способа позволяет повысить качество облочки и снизить потери от брака.
Формула изобретения
Способ управления процессом получения вискозной пленочной оболочки по авт. св. 712411, о т л и ч а ющ и и с я тем, что, с целью повышени качества оболочки, по величинам диаметра сырой и сухой оболочки определяют коэффициент усадки оболочки, в зависимости от изменения которого корректируют диаметр сырой оболочки.
Источники информации, принятые во внимание при экспертизе
