Изобретение относится к обработке металлов давлением, в частности к производству инструментов для обработки поверхностным пластическим деформированием (ППД) наружных поверхностей деталей тел вращения.
Известно трехроликовое приспособление для обкатывания нежестких валов, состоящее из державки с роликами, шарнирно соединенной с корпусом, который крепят на суппорте станка [1].
Недостатком известного приспособления является ограниченность применения, узкая специализация (только для цилиндрических поверхностей) и низкая производительность, при этом для получения высокого качества необходимо создание больших рабочих усилий, а это требует использования роликов с большим радиусом профиля, что отрицательно влияет на массогабаритные параметры и не всегда осуществимо.
При этом значительная величина пластической волны, идущей перед деформирующими элементами в виде роликов или шариков, увеличивает вероятность трещинообразования и отслаивания обрабатываемого поверхностного слоя.
Известно устройство для обработки наружных поверхностей тел вращения, имеющее многоэлементный деформирующий инструмент в виде колец, охватывающих обрабатываемую заготовку [2].
Недостатком известного устройства является ограниченность применения и узкая специализация - только для цилиндрических поверхностей и невысокая производительность.
Задачей изобретения является расширение технологических возможностей путем обеспечения обработки ППД наружных поверхностей тел вращения, а также снижение себестоимости, повышение производительности и улучшение качества изготовления благодаря использованию деформирующих элементов в виде охватывающих колец, значительно уменьшающих вероятность трещинообразования и отслаивания обрабатываемого поверхностного слоя, и благодаря использованию того же станка, на котором производилась предварительная обработка заготовки.
Поставленная задача решается предлагаемым охватывающим деформирующим инструментом для обработки поверхностно-пластической деформацией (ППД) наружных поверхностей тел вращения типа нежестких валов и винтов, содержащим корпус и державки с деформирующими элементами в виде охватывающих колец в количестве не менее двух, причем державки установлены в корпусе подвижно посредством двух дисков с центральными отверстиями, один из которых жестко соединен с корпусом, а другой - жестко крепится к торцу первого диска с помощью распорных втулок и винтов, державки свободно установлены с помощью растяжек в виде пружин растяжения между дисками, охватывающие кольца смонтированы на подшипниках в центральных отверстиях державок с возможностью свободного вращения, а в периферийных диаметрально противоположных пазах державок расположены общие на все державки две пружины сжатия для создания необходимого усилия обкатывания, упомянутые растяжки закреплены на распорных втулках, при этом для поперечного смещения державок при установке заготовки предусмотрены регулировочные винты, ввинченные в закрепленные на дисках планки.
Сущность конструкции инструмента поясняется чертежами.
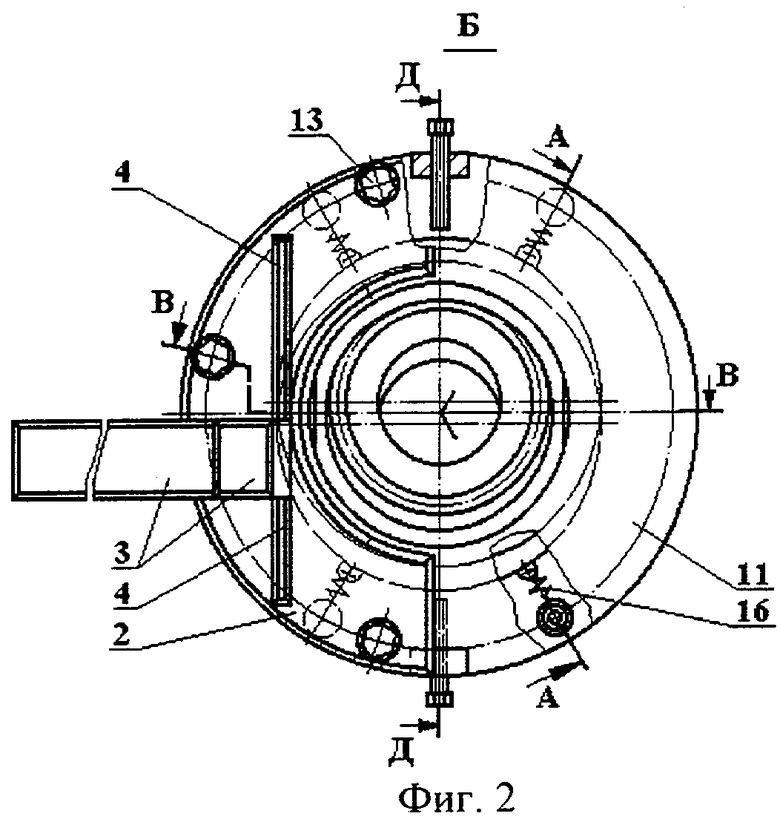
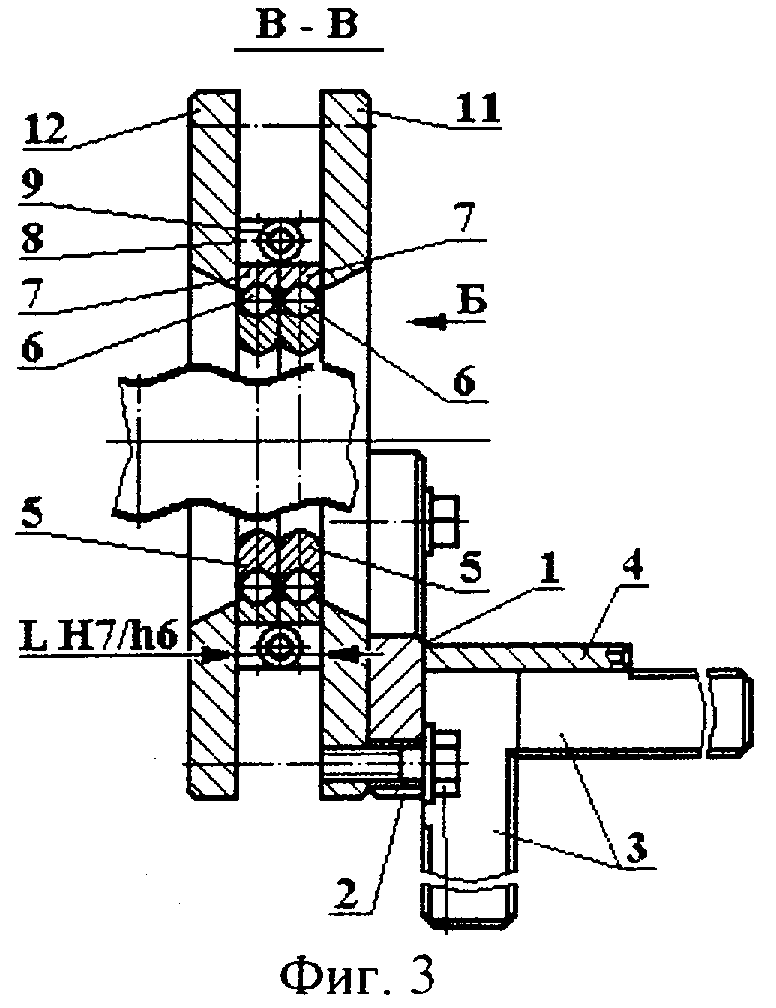
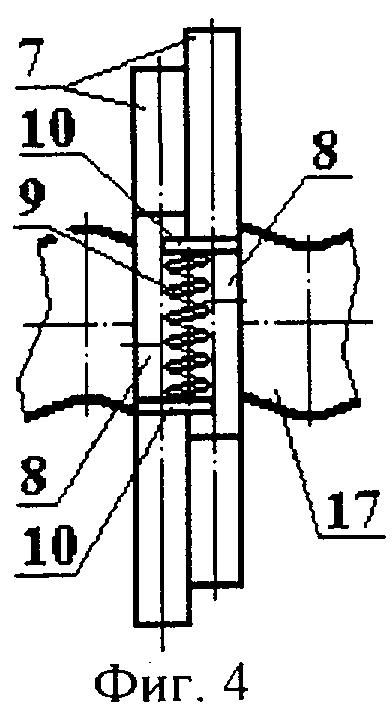
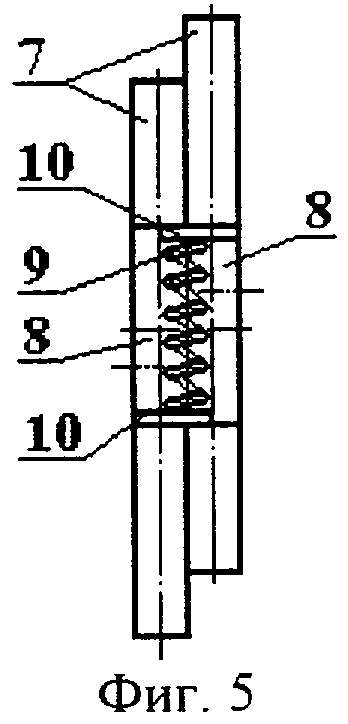
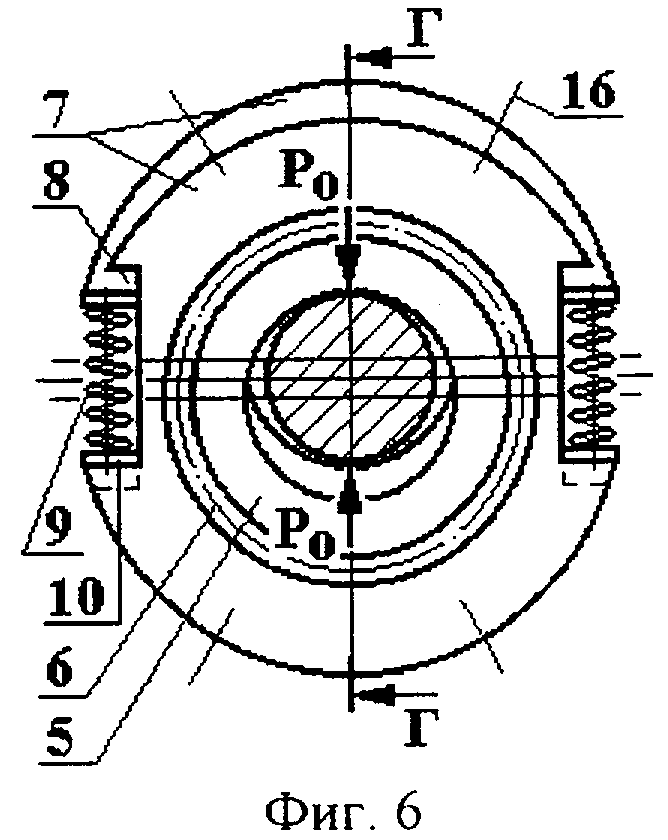
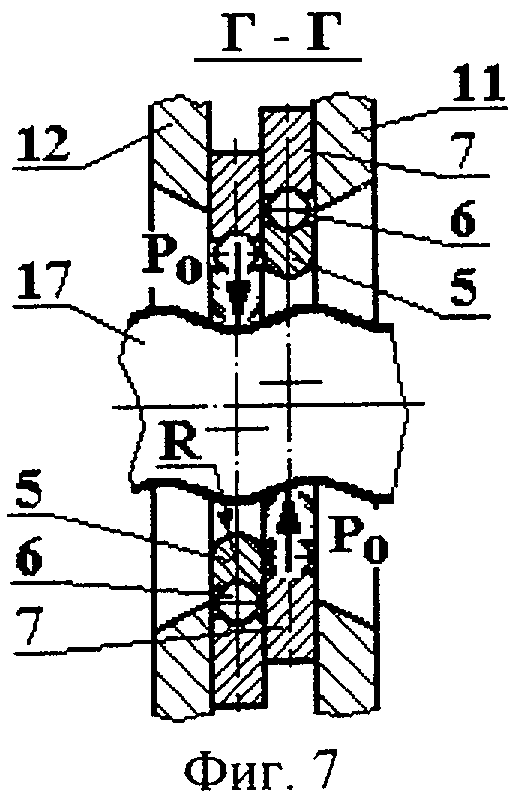
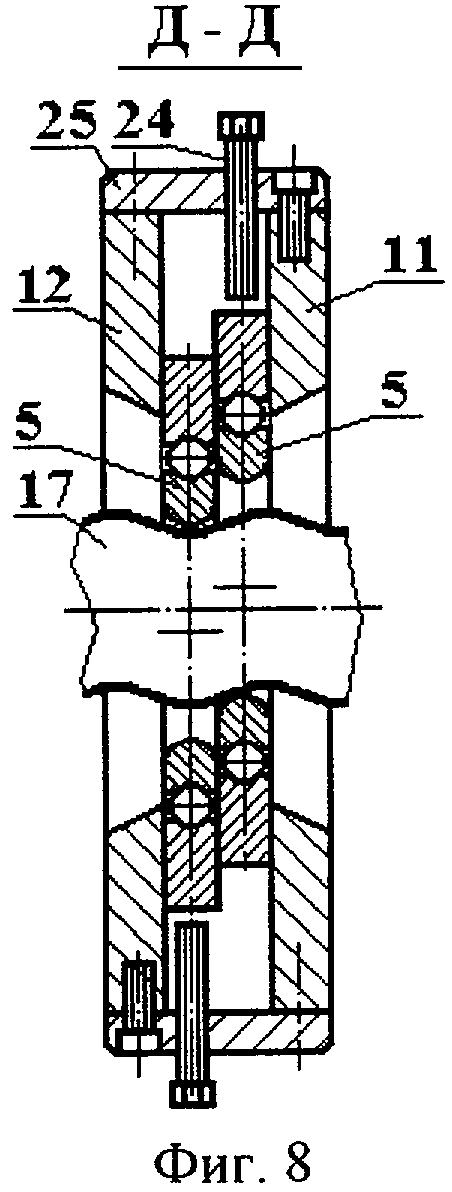
На фиг.1 представлена схема обработки поверхностного пластического деформирования нежесткого винта нефтедобывающего винтового насоса предлагаемым деформирующим инструментом с охватывающими кольцами на токарном станке, продольный разрез по А-А на фиг.2; на фиг.2 - деформирующий инструмент, общий вид справа по Б (повернуто) на фиг.3; на фиг.3 - деформирующий инструмент, разрез В-В на фиг.2; на фиг.4 - общий вид сбоку блока (состоящего из двух) державок деформирующего инструмента в рабочем положении при обкатывании винта; на фиг.5 - общий вид сбоку блока (состоящего из двух) державок деформирующего инструмента в свободном состоянии, без заготовки; на фиг.6 - блок (состоящий из двух) державок деформирующего инструмента с указанием направления и места действия сил обкатывания, вид слева на фиг.4; на фиг.7 - блок державок с указанием направления и места действия сил обкатывания, продольный разрез по Г-Г на фиг.6; на фиг.8 - деформирующий инструмент, разрез Д-Д на фиг.3.
Предлагаемый инструмент предназначен для обработки поверхностным пластическим деформированием (ППД) - обкатыванием нежестких, эксцентричных и обычных валов, винтов преимущественно с большим шагом, например, винтов нефтедобывающих насосов и других тел вращения многоэлементным деформирующим инструментом в виде охватывающих колец.
Охватывающий деформирующий инструмент содержит корпус 1 сварной конструкции, с помощью которого инструмент крепят, например, на суппорте токарного станка. В корпусе можно различить: полдиска 2, расположенного вертикально, две взаимно перпендикулярные горизонтальные планки 3 для закрепления корпуса в резцедержателе суппорта и ребра жесткости 4.
Поверхностное пластическое деформирование осуществляется свободно вращающимися деформирующими элементами в виде охватывающих колец 5 в количестве не менее двух, которые на подшипниках 6 смонтированы в центральных отверстиях державок 7.
Державки 7 (по количеству равное количеству охватывающих колец - блок державок) свободно контактируют друг с другом своими торцовыми поверхностями, только в периферийных диаметрально противоположных пазах 8 державок расположены общие на все державки две пружины сжатия 9, создающие необходимое усилие обкатывания Ро.
Пружины сжатия 9 установлены в пазах 8 на планках 10, являющихся опорными площадками для пружин и одновременно ограничителями поперечных перемещений державок 7, совершаемых под действием пружин 9, при удалении заготовки из деформирующего инструмента (фиг.5).
Блок державок 7 подвижно установлен в корпусе 1 с помощью двух дисков 11 и 12. Диски 11 и 12 имеют центральные отверстия для свободного прохождения обрабатываемой заготовки. Диск 11 жестко соединен с полудиском 2 корпуса 1 винтами 13, а другой диск 12 жестко крепится к торцу диска 11 с помощью распорных втулок 14 и винтов 15. Между дисками 11 и 12 по скользящей посадке (H7/h6) с зазором свободно установлен блок державок 7 с помощью растяжек в виде пружин растяжения 16. Пружины 16 одним концом закреплены на державке 7, а другим - закреплены на распорных втулках 14. Пружинные растяжки могут быть установлены как на каждой державке, так и на какой-то одной ввиду того, что все державки объединены в блок пружинами сжатия 9.
Сборку деформирующего инструмента осуществляют в следующей последовательности.
К корпусу 1, сваренному из отдельных элементов: полудиска 2, планок 3 и ребер жесткости 4, крепится винтами 13 диск 11. Отдельно собирается блок державок 7.
Сборка блока державок 7 заключается в установлении в каждую державку 7 подшипника 6 и деформирующего элемента - охватывающего кольца 5 и их соединение в блок с помощью установки пружин сжатия 9, которые в сжатом состоянии вставляются в периферийные пазы 8 державок 7, и закрепление растяжек-пружин 16.
Заканчивается общая сборка деформирующего инструмента установкой диска 12 и крепление его с помощью роликов 14 винтами 15 с предварительной установкой между дисками 11 и 12 блока державок 7 в сборе, при этом производится натяжение и закрепление пружин 16 на роликах 14 и постановка планок 25 с винтами 24.
По окончании сборки производится проверка и при необходимости регулировка зазоров между дисками 11 и 12 и блоком державок 7 путем установки шайб (не показаны) между роликами 14 и диском 11 или 12 с целью свободного без люфта поперечного смещения блока державок 7 относительно дисков 11 и 12.
Работа предлагаемым инструментом осуществляется в следующей последовательности.
При финишной обработке поверхностным пластическим деформированием - обкатыванием вала с переменным сечением 17 (например, винта винтового насоса, имеющего профиль и размеры D, D1, t, e, e1, показанные на фиг.1) деформирующим инструментом заготовку винта, прошедшую предварительную, например, токарную обработку, закрепляют в патроне 18 шпинделя 19 передней бабки 20, подводят инструмент и вводят свободный конец заготовки винта в отверстие инструмента и поджимают центром 21 задней бабки 22. Определенные трудности представляет собой введение заготовки в отверстие инструмента. Так как отверстие, образованное охватывающими кольцами соседних державок, находящихся в свободном состоянии, будет меньше обрабатываемого диаметра заготовки, необходимо радиально разводить державки, преодолевая сопротивление пружин сжатия 9.
Развод державок 7 можно осуществить несколькими способами: за счет продольной подачи и принудительного развода державок благодаря фаски 23, имеющейся на заготовке, специальным рычажным инструментом в виде ножниц (не показаны) или способом, показанным на фиг.8, при котором поперечное смещение державок 7 осуществляют регулировочными винтами 24, установленными против соответствующих державок, путем ввинчивания их в планки 25, которые закреплены в пазах дисков 11 и 12.
Обрабатываемому винту сообщают вращательное движение Vз. Скорость вращения заготовки задают в зависимости от требуемой производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30...150 м/мин.
Деформирующему инструменту сообщают продольную подачу Sпр в одну сторону не более 0,1...3,0 мм/об. Оптимальную подачу  определяют по формуле:
определяют по формуле:
где k - число деформирующих элементов;
Sэ - подача на один деформирующий элемент, принимается для деформирующих охватывающих колец, представляющих собой в сечении - тор с радиусом R по внутренней поверхности (фиг.7), не более - 0,1...0,5 мм/об.
При переходе на обработку другого типоразмера винта в инструменте достаточно заменить блок державок и деформирующие элементы.
Предлагаемым инструментом обрабатывался обкатыванием винт левый Н41.1016.01.001 винтового нефтедобывающего насоса ЭВН5-25-1500, который имел следующие размеры: общая длина -1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - D1=27-0,05 мм, D=30,3 мм, эксцентриситет e1=1,65 мм, е=3,3 мм, шаг t=28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207...228, масса - 5,8 кг.
Предварительная обработка точением и финишная обработка обкатыванием проводилась на токарно-винторезном станке мод. 16К20, окружная скорость заготовки - vз=84,78 м/мин (1,41 м/с), nз=1000 об/мин, продольную подачу определяли по формуле  мм/об и принимали
мм/об и принимали  мм/об, где k=2 - количество охватывающих колец в инструменте, высота охватывающих колец - 7,94 мм, следовательно, R=3,97 мм.
мм/об, где k=2 - количество охватывающих колец в инструменте, высота охватывающих колец - 7,94 мм, следовательно, R=3,97 мм.
Усилие обкатывания составляло около ≈1700 Н, глубина наклепанного слоя находилась в пределах 0,15...0,20 мм; величина, на которую изменился размер после обкатки, - 0,01...0,02 мм; смазывающе-охлаждающей жидкостью при обкатывании служил сульфофрезол (5%-ная эмульсия).
Требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=3,15 мин (против  мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием абразивной лентой ЛВТ 2200х55 Э4, 5-8-10 ГОСТ 12439-79 на токарном станке 1К62 на АО "Ливгидромаш").
мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием абразивной лентой ЛВТ 2200х55 Э4, 5-8-10 ГОСТ 12439-79 на токарном станке 1К62 на АО "Ливгидромаш").
Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Достоинствами предлагаемого плавающего многоэлементного инструмента с деформирующими охватывающими кольцами являются:
- возможность обкатывания нежестких валов и винтов с повышением точности обработки (на 10...20%) за счет жесткой конструкции державки (отклонение формы не более 10...30 мкм);
- вести обкатывание на максимальных подачах по сравнению с известными одноэлементными устройствами;
- обеспечение постоянного усилия контакта деформирующих элементов и обрабатываемой поверхности;
- уменьшение погрешности предшествующей обработки;
- многоэлементность инструмента позволяет осуществить многопроходность обработки, за счет чего достигается более высокое качество обработки;
- разгрузка узлов станка от одностороннего приложения усилия и возможность обработки нежестких заготовок;
- образовать определенные макро- и микрогеометрические формы обработанной поверхности, уменьшить параметры шероховатости - сглаживать поверхности, изменять структуру материала - создавать поверхностный наклеп и определенное напряженное состояние, благоприятно действующие на износостойкость.
Благодаря использованию в качестве деформирующих элементов охватывающих колец значительно уменьшается величина пластической волны, идущей перед деформирующими элементами, и сводится на нет вероятность трещинообразования и отслаивания обрабатываемого поверхностного слоя, а благодаря использованию того же станка, на котором производилась предварительная обработка винтовой поверхности заготовки, расширяются технологические возможности обработки ППД эксцентричных валов, винтовых поверхностей нежестких винтов с большим шагом и других тел вращения, а также снижается себестоимость обработки, повышается производительность и улучшается качество изготовления.
Предлагаемый инструмент для поверхностного пластического деформирования винтовых и эксцентрических поверхностей нежестких заготовок отличается простотой в реализации, при этом деформирующий инструмент несложный по конструкции и надежный в эксплуатации. Получаемый на поверхности заготовки структурный слой обладает повышенной твердостью и соответственно износостойкостью и сопротивлением усталостному разрушению.
Использование предлагаемого инструмента позволяет повысить производительность обработки в 1,5...2,0 раза и обеспечить высокую точность.
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. С.387, рис.6 - прототип.
2. А.с. SU №1764971 А, В 24 В 39/04. 30.09.1992 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ОХВАТЫВАЮЩИМИ КОЛЬЦАМИ | 2004 |
|
RU2275289C1 |
| ОХВАТЫВАЮЩЕЕ КОЛЬЦО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ | 2004 |
|
RU2275290C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| ПЛАВАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268134C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ И ЭКСЦЕНТРИКОВЫХ ВАЛОВ | 2004 |
|
RU2259909C1 |
| РЕГУЛИРУЕМАЯ ГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2004 |
|
RU2259910C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337807C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347662C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВАЛОВ | 2007 |
|
RU2347663C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2337806C1 |
Изобретение относится к обработке металлов давлением, в частности к поверхностному пластическому деформированию нежестких валов, винтов и других тел вращения. Инструмент для обработки поверхностно-пластической деформацией (ППД) наружных поверхностей тел вращения типа нежестких валов и винтов содержит корпус и державки с деформирующими элементами в виде охватывающих колец в количестве не менее двух. Державки установлены в корпусе подвижно посредством двух дисков с центральными отверстиями, один из которых жестко соединен с корпусом, а другой - жестко крепится к торцу первого диска с помощью распорных втулок и винтов, державки свободно установлены с помощью растяжек в виде пружин растяжения между дисками. Охватывающие кольца смонтированы на подшипниках в центральных отверстиях державок с возможностью свободного вращения, а в периферийных диаметрально противоположных пазах державок расположены общие на все державки две пружины сжатия для создания необходимого усилия обкатывания, упомянутые растяжки закреплены на распорных втулках, при этом для поперечного смещения державок при установке заготовки предусмотрены регулировочные винты, ввинченные в закрепленные на дисках планки. Расширяются технологические возможности, повышается производительность и улучшается качество. 8 ил.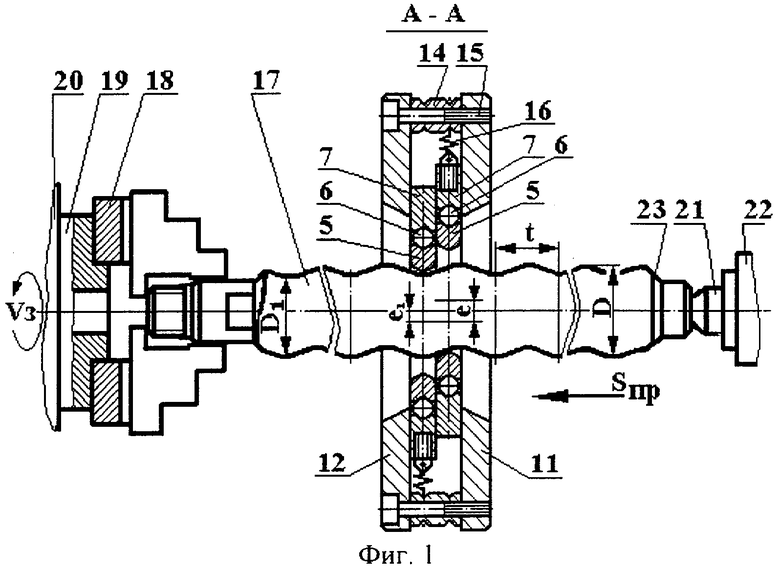
Охватывающий деформирующий инструмент для обработки поверхностно-пластической деформацией (ППД) наружных поверхностей тел вращения типа нежестких валов и винтов, содержащий корпус и державки с деформирующими элементами в виде охватывающих колец в количестве не менее двух, отличающийся тем, что державки установлены в корпусе подвижно посредством двух дисков с центральными отверстиями, один из которых жестко соединен с корпусом, а другой жестко крепится к торцу первого диска с помощью распорных втулок и винтов, державки свободно установлены с помощью растяжек в виде пружин растяжения между дисками, охватывающие кольца смонтированы на подшипниках в центральных отверстиях державок с возможностью свободного вращения, а в периферийных диаметрально противоположных пазах державок расположены общие на все державки две пружины сжатия для создания необходимого усилия обкатывания, упомянутые растяжки закреплены на распорных втулках, при этом для поперечного смещения державок при установке заготовки предусмотрены регулировочные винты, ввинченные в закрепленные на дисках планки.
| Устройство для протягивания деталей | 1987 |
|
SU1764971A1 |
| Устройство для обкатывания наружных сферических поверхностей | 1972 |
|
SU462708A2 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ и УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 0 |
|
SU335082A1 |
| DE 10318766 А, 13.11.2003. | |||

