Ф/г.5
Изобретение относится к машиностроению, в частности к способам сборки роликоподшипников качения.
Целью изобретения является повышение качества сборки роликоподшипников с пластмассовым сепаратором за счет упругого деформирования замковых перемычек.
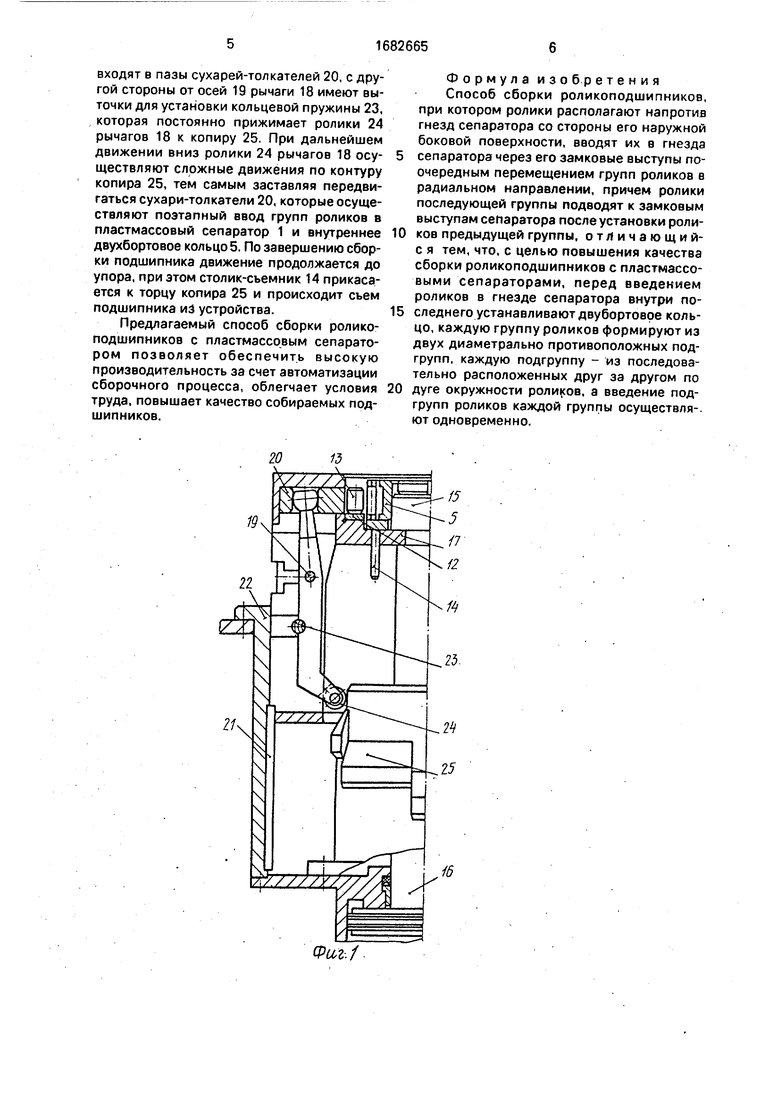
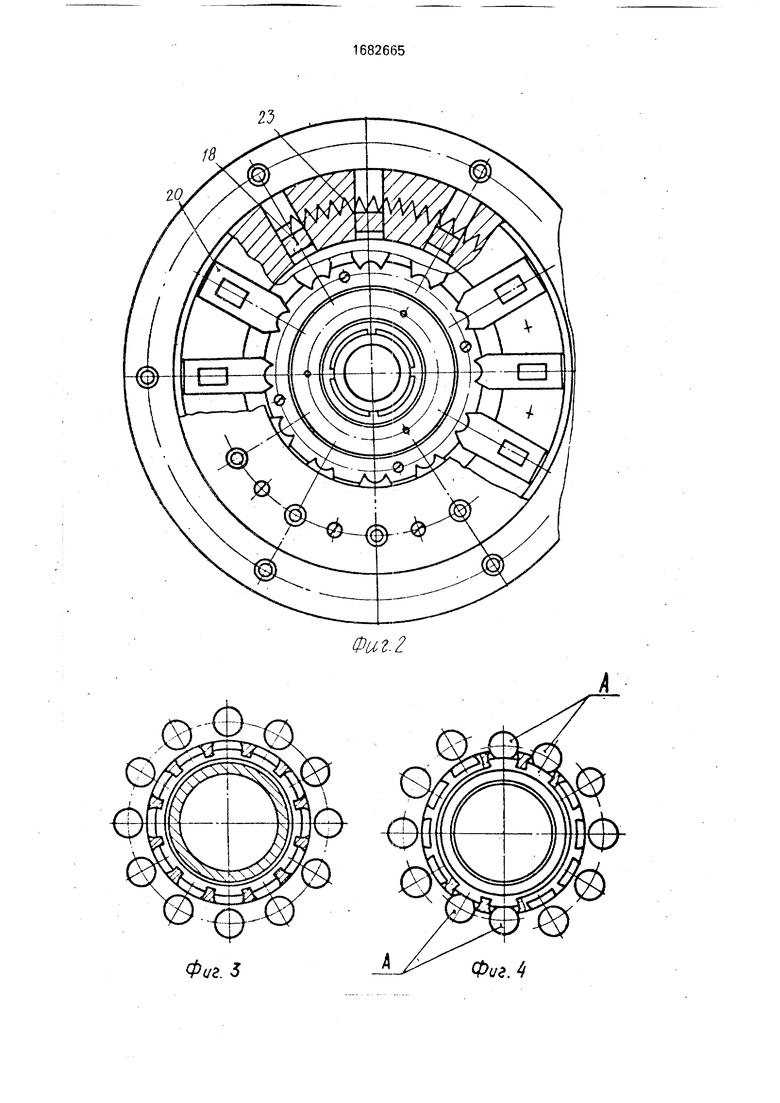
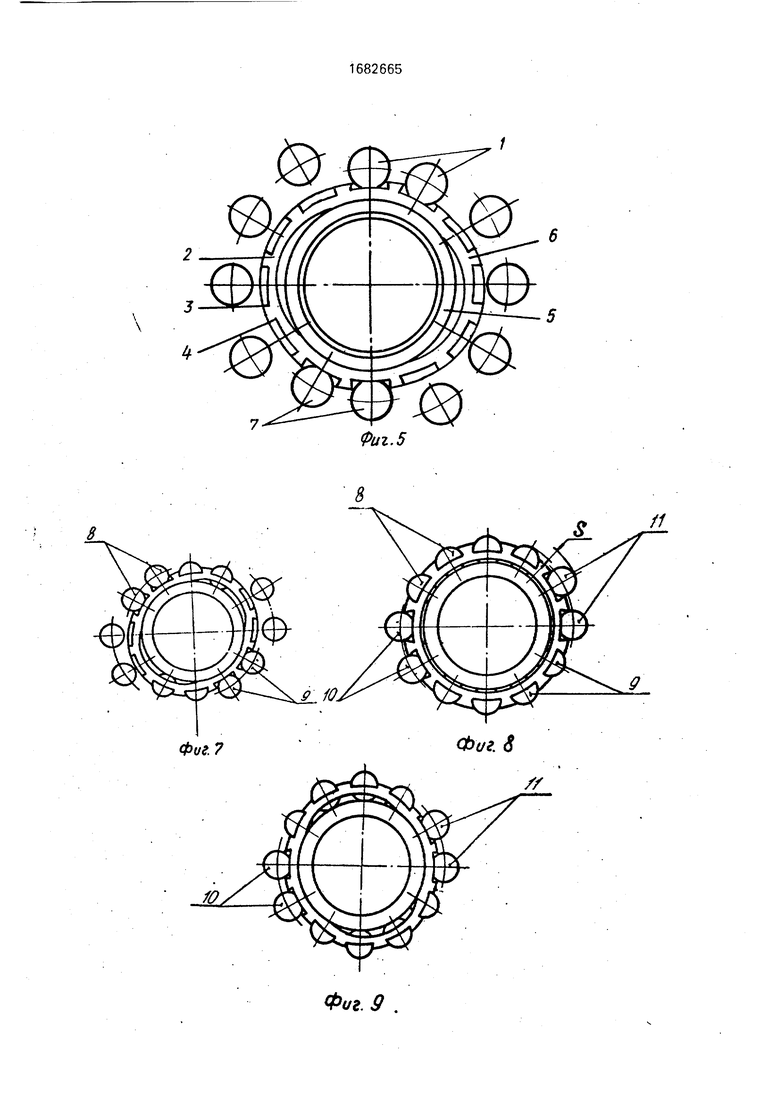
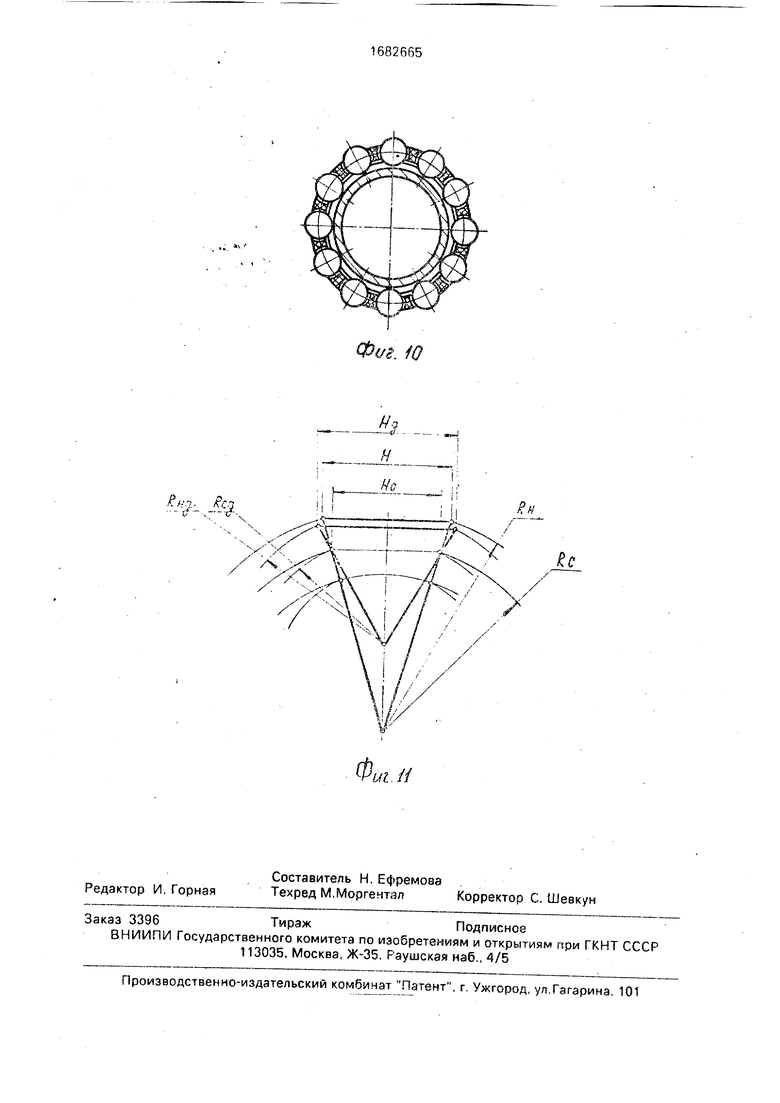
На фиг. 1 изображено устройство для сборки роликоподшипников с пластмассе- вым сепаратором и двухбортовым внутренним кольцом; на фиг. 2 - то же, вид сверху; на фиг, 3 - схема расположения полного комплекта роликов перед сборкой с сепаратором и внутренним двухбортовым кольцом (подготовительный этап сборки); на фиг. 4 - схема подвода первой группы роликов к замковым выступам окон сепаратора (1-й этап сборки); на фиг. 5 - схема деформации секторов сепаратора от первой группы ро- ликов при проталкивании их через замки окон сепаратора (2-й этап сборки); на фиг. 6 - схема расположения первой группы роликов после проталкивания их через замковые выступы окон сепаратора, а так- же подвод последующей группы роликов к замковым выступам окон сепаратора (3-й этап сборки); на фиг. 7 - схема деформации секторов сепаратора от второй группы роликов при проталкивании их в замковые ьыступы окон сепаратора (4-й этап сборки); на фиг. 8 - схема расположения второй группы роликов после проталкивания их через замковые выступы окон сепаратора. а также подвод последующей группы роли- ков к замковым выступам окон сепаратора (5-й этап сборки); на фиг. 9 - схема деформации секторов сепаратора от третьей груп- пы роликов при проталкивании их через замки окон сепаратора (6-й этап сборки); на фиг. 10 - схема расположения комплекта роликов в собранном блоке подшипника с пластмассовым сепаратором (заключительный 7-й этап сборки); на фиг.11 - графическое изображение геометрического построения ввода роликов в окна сепаратора путем деформации секторов сепаратора.
Полный комплект роликов подшипника располагают напротив гнезд сепаратора 1, на перемычках 2 которого выполнены зам- ковые выступы 3 и 4, Внутри сепаратора устанавливают двухбортное кольцо 5, заполняют сепаратор роликами путем введения последних в гнезда сепаратора через замковые выступы 3 и 4, причем введение роликов осуществляют в несколько этапов группами. Каждую группу формируют из двух диаметрально противоположных подгрупп 6 и 7, 8 и 9, 10 и 11. а каждую подгруппу 6-11 формируют из последовательно
расположенных один за другим по дуге окружности роликов. Затем одновременно вводят ролики подгрупп 6 и 7 первой группы, перемещая их встречно/ в радиальном направлении. После этого к замковым выступам сепаратора подводят подгруппы 8 и 9 роликов второй группы и одновременно вводят их в гнезда сепаратора 1, после чего аналогично устанавливают ролики следующей группы. При этом интервал S перемещения групп роликов определяется по формуле
S h+(Rb-Rk),
где h - толщина замка в радиальном направлении;
Rb - внутренний радиус сепаратора в свободном состоянии;
Rk - наружный радиус внутреннего кольца в том же направлении. При этом сектора сепаратора прижимаются к наружной боковой поверхности внутреннего кольца подшипника. В местах ввода роликов гнезда сепаратора, деформируясь, открываются, и ролики с наименьшими усилиями проталкиваются в замки гнезд сепаратора с установкой на беговую дорожку внутреннего кольца подшипника (фиг. 11).
.
где Нд - размер гнезда деформированного сепаратора;
Н - размер гнезда сепаратора;
RC - средний радиус сепаратора в свободном состоянии;
RCA - средний радиус деформированного сепаратора;
RHA - наружный радиус деформированного сепаратора;
RH - наружный радиус сепаратора.
Способ сборки реализуется следующим образом (фиг. 1-10).
На столик 12 устанавливают полный комплект роликов 13 (подгрупп 6-11), внутри которых на столик-съемник 14 устанавливают сепаратор 1 и внутреннее двухборто- ное кольцо 5, сцентрированное на оправке 15. На поршне-штоке 16 закреплена направляющая 17, на которой установлены столик- съемник 14 со свободной посадкой хвостовиков с центрированием по оправке 15, имеющей перемещение относительно направляющей 17, рычаги 18 с помощью осей 19, толкатели 20, в пазы которых входят концы рычагов 18. При движении вниз поршня-штока 16 вместе с закрепленной на нем направляющей 17 по шпонкам 21 корпуса 22 происходит следующее: рычаги 18 верхними плечами от осей 19 своими концами
входят в пазы сухарей-толкателей 20, с другой стороны от осей 19 рычаги 18 имеют выточки для установки кольцевой пружины 23, которая постоянно прижимает ролики 24 рычагов 18 к копиру 25. При дальнейшем движении вниз ролики 24 рычагов 18 осуществляют сложные движения по контуру копира 25, тем самым заставляя передвигаться сухари-толкатели 20, которые осуществляют поэтапный ввод групп роликов в пластмассовый сепаратор 1 и внутреннее двухбортовое кольцо 5. По завершению сборки подшипника движение продолжается до упора, при этом столик-съемник 14 прикасается к торцу копира 25 и происходит съем подшипника из устройства.
Предлагаемый способ сборки роликоподшипников с пластмассовым сепаратором позволяет обеспечить высокую производительность за счет автоматизации сборочного процесса, облегчает условия труда, повышает качество собираемых подшипников.
Формула изобретения
Способ сборки роликоподшипников,
при котором ролики располагают напротив
гнезд сепаратора со стороны его наружной
боковой поверхности, вводят их в гнезда
сепаратора через его замковые выступы поочередным перемещением групп роликов в радиальном направлении, причем ролики последующей группы подводят к замковым выступам сепаратора после установки роликов предыдущей группы, отличающий- с я тем, что, с целью повышения качества сборки роликоподшипников с пластмассовыми сепараторами, перед введением роликов в гнезде сепаратора внутри последнего устанавливают двубортовре кольцо, каждую группу роликов формируют из двух диаметрально противоположных подгрупп, каждую подгруппу - из последовательно расположенных друг за другом по
дуге окружности роликов, а введение подгрупп роликов каждой группы осуществля-. ют одновременно.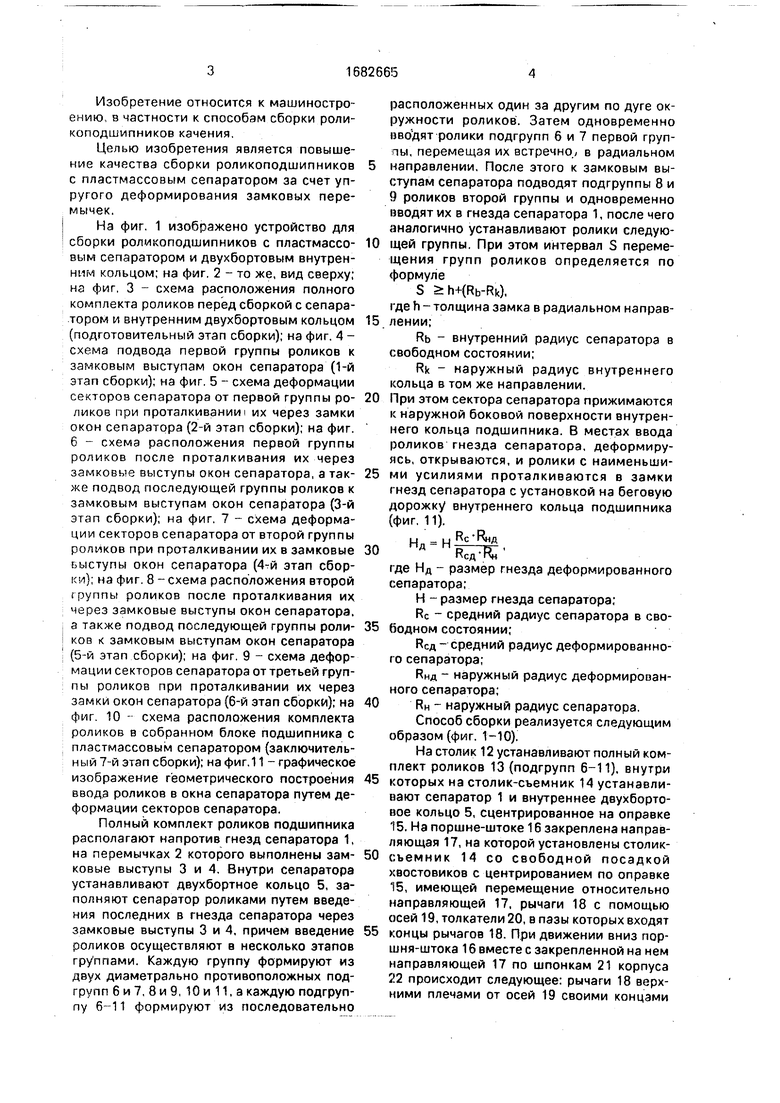
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки бессепараторных радиальных роликоподшипников | 1990 |
|
SU1808052A3 |
| Устройство для сборки роликовых радиальных подшипников | 1957 |
|
SU110883A1 |
| Способ сборки роликоподшипников | 1988 |
|
SU1619095A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ РАДИАЛЬНЫХ РОЛИКОВЫХ ПОДШИПНИКОВ | 2003 |
|
RU2239735C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ РАДИАЛЬНЫХ РОЛИКОВЫХ ПОДШИПНИКОВ | 2011 |
|
RU2466308C1 |
| РАЗЪЕМНЫЙ СЕПАРАТОР РОЛИКОПОДШИПНИКА | 1966 |
|
SU178617A1 |
| Способ сборки роликоподшипников | 1976 |
|
SU621911A1 |
| Автомат для сборки внутреннего блока конического роликоподшипника | 1953 |
|
SU121712A1 |
| Роликоподшипник | 1990 |
|
SU1828961A1 |
| РОЛИКОПОДШИПНИК | 1971 |
|
SU301468A1 |
Изобретение относится к машиностроению, в частности к способу сборки роликоподшипников. Цель изобретения - повышение качества сборки роликоподшипникое с пластмассовым сепаратором. Способ сборки заключается в том, что внутри сепаратора 1 устанавливают кольцо 5. Ролики располагают по окружности напротив гнезд сепаратора 1. Формируют группы роликов, причем каждую группу из двух диаметрально противоположных подгрупп, например 6-7, 8-9 и т.д. Установку роликов в сепаратор 1 осуществляют поочередно группами одновременным введением диаметрально противоположных подгрупп каждой группы. Наличие кольца 5 обеспечивает прижатие секторов сепаратора к наружной боковой поверхности кольца в зонах вводимых роликов и раскрытие гнезд сепаратора, что облегчает ввод роликов. 11 ил.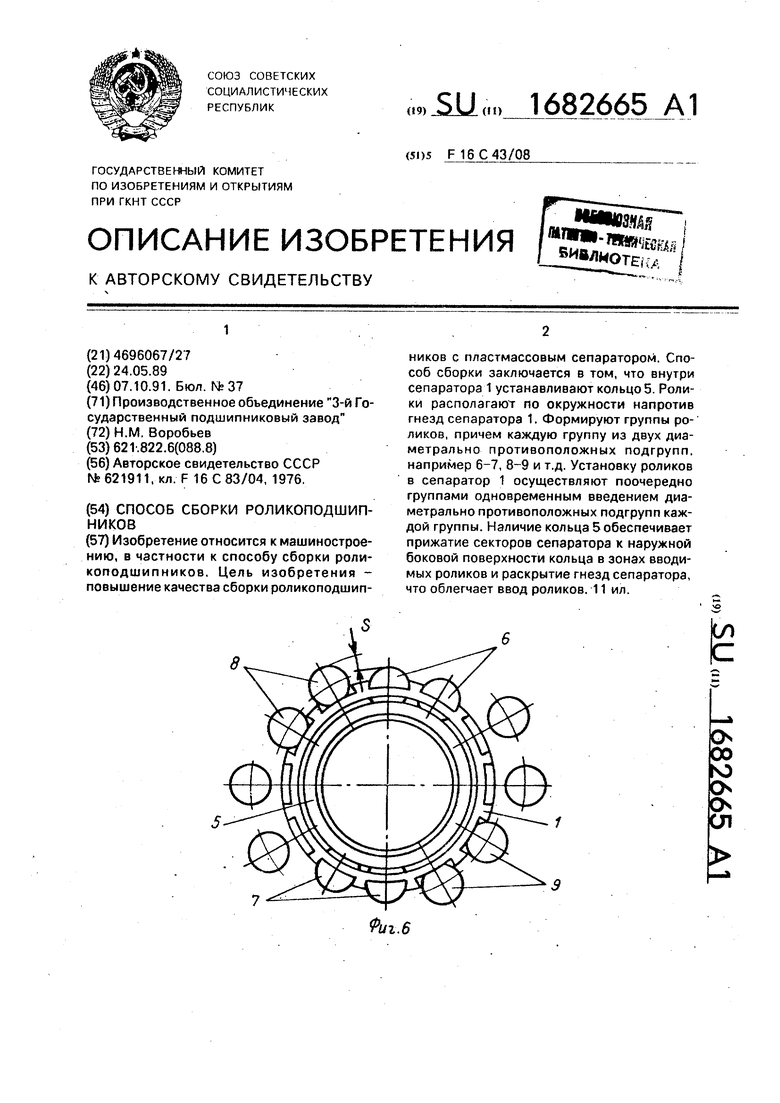
(Puz.f
16
1В
го
Фиг 2
Фиг. 4
8
Фиг.
Фаг, 9
Фиг. 5
11
Ф(/г.З
//
&3.
- v v r
| Способ сборки роликоподшипников | 1976 |
|
SU621911A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
