Изобретение относится к машиностроению, в частности к инструментальному производству, и может быть использовано в инструментах для обработки зубчатых колес с профильной модификацией зубьев.
Цель изобретения - повышение качества обработки.
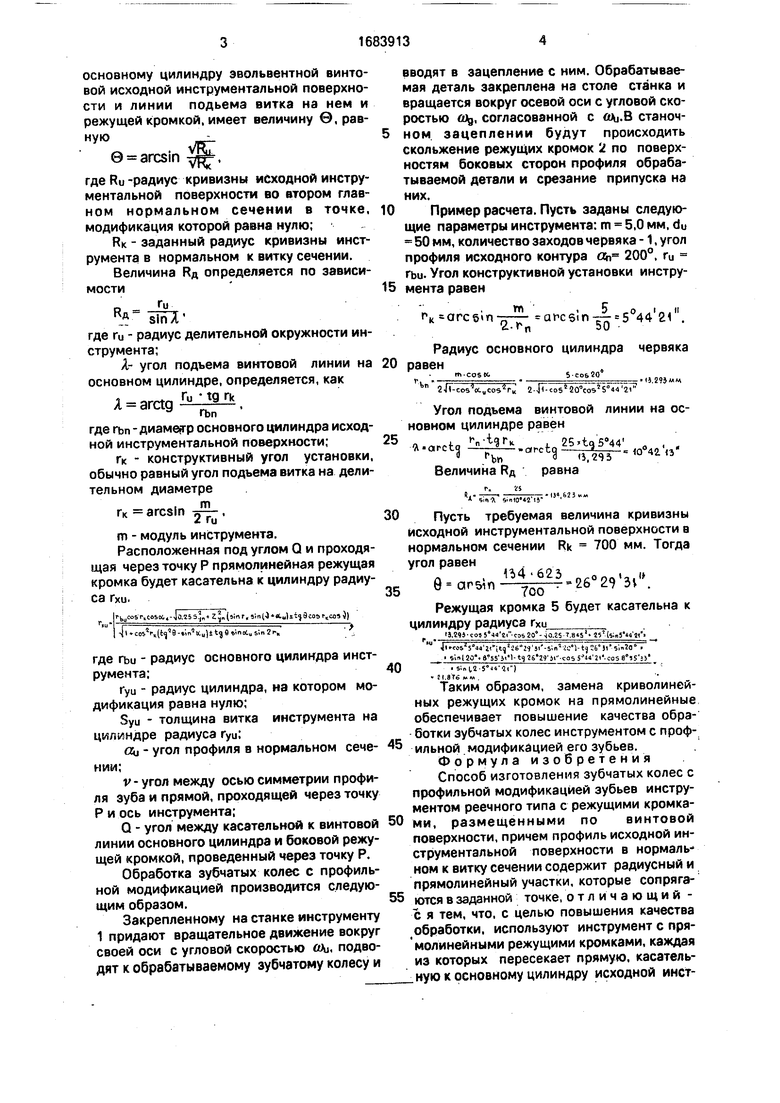
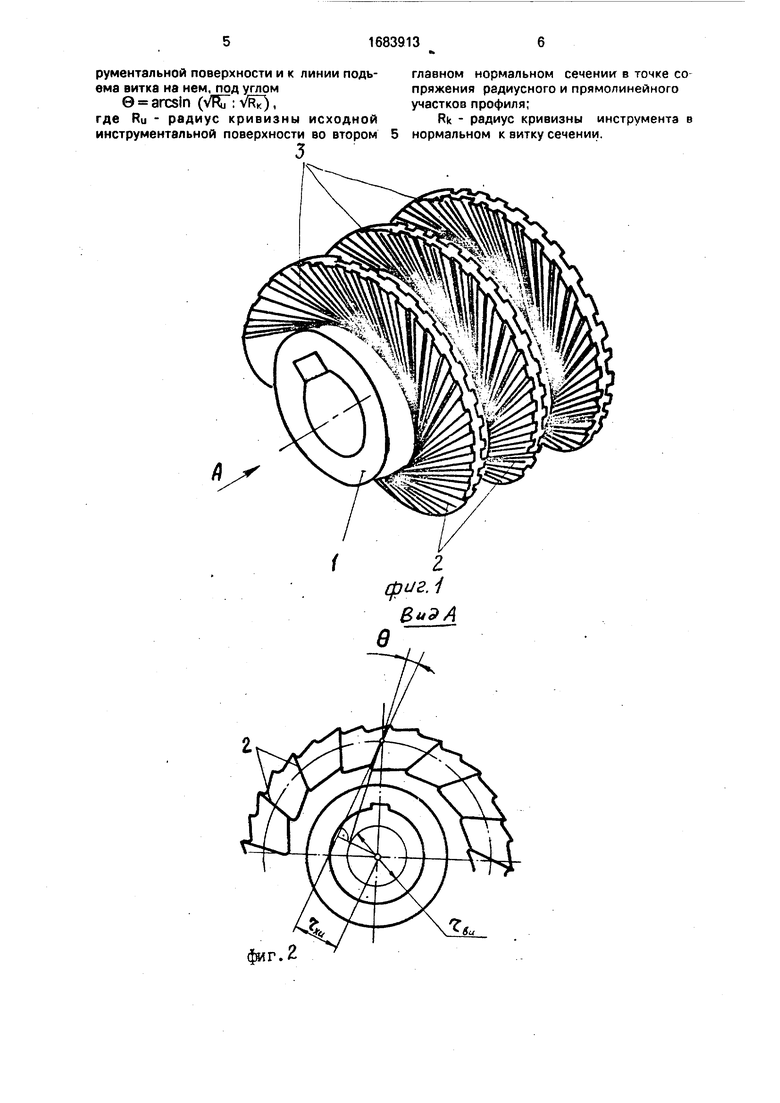
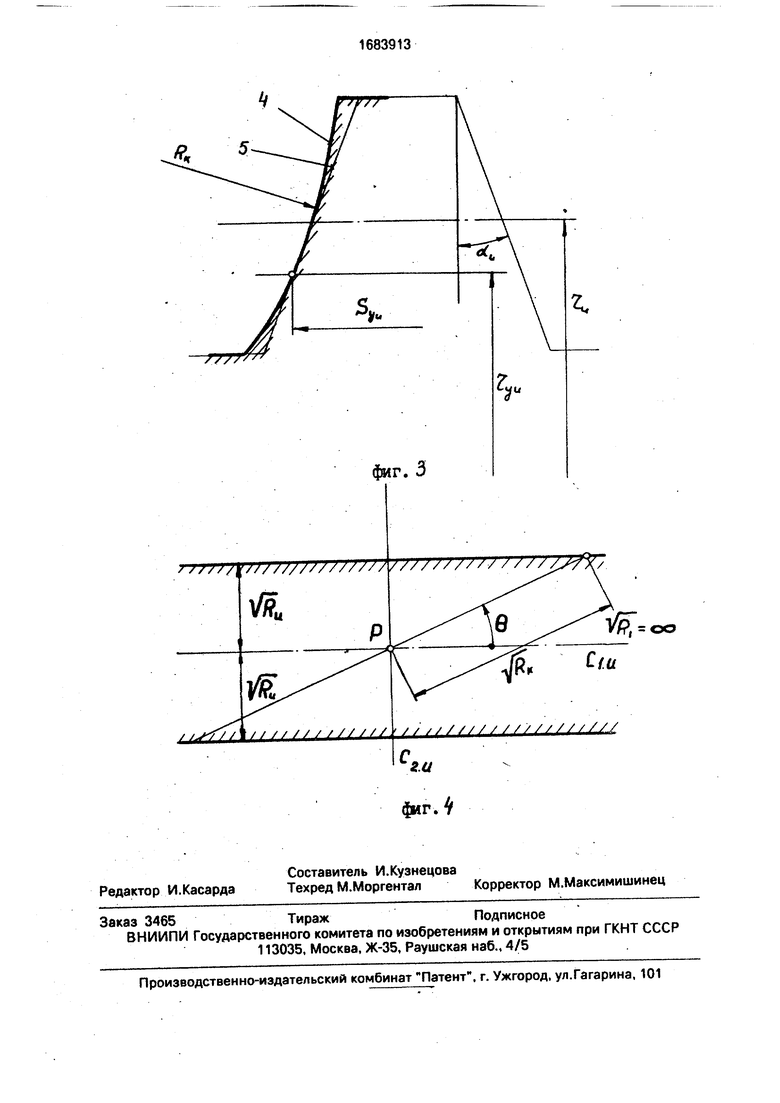
На фиг.1 показан обрабатывающий инструмент, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - профиль инструмента в нормальном к витку сечении; а на фиг.4 - индикатрива кривизны исходной инструментальной поверхности в точке сопряжения радиусного и прямолинейного
участков, т.е. модификация которой равна нулю.
Обрабатывающий инструмент 1 имеет режущие кромки 2, размещенные по винтовой поверхности 3. Профиль исходной инструментальной поверхности в нормальном к винтовой поверхности 3 витке сечения выполнен в виде дуги 4 окружности, имеющей заданный радиус РК. и касается немодифицированного профиля 5 в точке Р, модификация которой равна нулю. Режущая кромка 2 выполнена прямолинейной и проходит через точку Р. Угол между прямой, проходящей через точку Р и касательной к
Qs 00
ы ю
оэ
основному цилиндру эвольвентной винтовой исходной инструментальной поверхности и линии подьема витка на нем и режущей кромкой, имеет величину 0, равную
0 arcsin
где Ru-радиус кривизны исходной инструментальной поверхности во втором главном нормальном сечении в точке, модификация которой равна нулю;
RK - заданный радиус кривизны инструмента в нормальном к витку сечении.
Величина Рд определяется по зависимости
Rft Ж1
где ru - радиус делительной окружности инструмента;
Я- угол подъема винтовой линии на основном цилиндре, определяется, как
A ,
ГЬп
где гьп - диаметр основного цилиндра исходной инструментальной поверхности;
гк - конструктивный угол установки, обычно равный угол подьема витка на делительном диаметре
гк arcsin - ,
m - модуль инструмента.
Расположенная под углом Q и проходящая через точку Р прямолинейная режущая кромка будет касательна к цилиндру радиуса rxu.
rbuco5r...-Jo.ii5SJntZ(;nr,i;nlJ «cu)ti acosr,co;i j)
()(.,,s:n2i
где гьи - радиус основного цилиндра инструмента;
Гуи - радиус цилиндра, на котором модификация равна нулю;
Syu - толщина витка инструмента на цилиндре радиуса ryu;
ОУ - угол профиля в нормальном сечении;
v-угол между осью симметрии профиля зуба и прямой, проходящей через точку Р и ось инструмента;
Q - угол между касательной к винтовой линии основного цилиндра и боковой режущей кромкой, проведенный через точку Р.
Обработка зубчатых колес с профильной модификацией производится следующим образом.
Закрепленному на станке инструменту 1 придают вращательное движение вокруг своей оси с угловой скоростью MU, подводят ic обрабатываемому зубчатому колесу и
вводят в зацепление с ним. Обрабатываемая деталь закреплена на столе станка и вращается вокруг осевой оси с угловой скоростью (OQ, согласованной с ftJu.B станочном зацеплении будут происходить скольжение режущих кромок Ч по поверхностям боковых сторон профиля обрабатываемой детали и срезание припуска на них.
Пример расчета. Пусть заданы следующие параметры инструмента: m 5,0 мм, du 50 мм, количество заходов червяка -1, угол профиля исходного контура оь 200°. ru . Угол конструктивной установки инстру5 мента равен
5
r -arcs in-Tr arcsln-r - 5°44 2l Ч.г„50
Радиус основного цилиндра червяка 0 равен
m-cosK.5-соб20. „„,
.rrт-Г. .,-т-г- г- .«
2 ITCOS «.„cos гк
2-.fr cos 20°cos S0« l 21
Угол подъема винтовой линии на основном цилиндре равен
..„..,,„.„. Величина Рд
3 (1.2S5
равна
к
..n.O-.i .3--|3 6 -
0 Пусть требуемая величина кривизны исходной инструментальной поверхности в нормальном сечении Rk 700 мм. Тогда угол равен
л , П4-623 ncoOQ4,i 0 arsin- лл . - 26 29 3V .
5
Too
Режущая кромка 5 будет касательна к цилиндру радиуса гхц
3.g i-co 5 ialti -cj52o - 0.25 T.Bti «Ч «8 4 Л 4l cos25°a4lZ itnJi6°2 ) il -s;n lic l-t :t°)l s mZO
бЫ 80. S°55 i bt ) 26 29 Я -с055°«« И.cos 8)5 ai 0 )
tl.lTS «.«
Таким образом, замена криволинейных режущих кромок на прямолинейные обеспечивает повышение качества обра- ботки зубчатых колес инструментом с проф5 ильной модификацией его зубьев. Формула изобретения Способ изготовления зубчатых колес с профильной модификацией зубьев инструментом реечного типа с режущими кромка0 ми, размещенными по винтовой поверхности, причем профиль исходной инструментальной поверхности в нормальном к витку сечении содержит радиусный и прямолинейный участки, которые сопряга5 ются в заданной точке, отличающий - с я тем, что, с целью повышения качества обработки, используют инструмент с пря- молинейными режущими кромками, каждая из которых пересекает прямую, касательную к основному цилиндру исходной инструментальной поверхности и к линии подъема витка на нем, под углом 0 arcsin (VET: VR7), где Ru - радиус кривизны исходной инструментальной поверхности во втором 5 нормальном к витку сечении.
3
главном нормальном сечени пряжения радиусного и прям участков профиля;
Rk - радиус кривизны и
нормальном к витку сечении.
главном нормальном сечении в точке со пряжения радиусного и прямолинейного участков профиля;
Rk - радиус кривизны инструмента в
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовый червячный обкатник | 1987 |
|
SU1466861A1 |
| Инструмент для обкатки зубьев зубчатых колес | 1989 |
|
SU1754302A1 |
| Косозубый долбяк | 1980 |
|
SU956187A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2040376C1 |
| Червячный инструмент | 1982 |
|
SU1028451A1 |
| Способ контроля долбяка | 1989 |
|
SU1710231A1 |
| Способ контроля сложных профилей зубьев | 1982 |
|
SU1106977A1 |
| Червячная фреза | 1981 |
|
SU990445A1 |
| Червячная фреза | 1980 |
|
SU990444A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
Изобретение относится к машиностроению, в часности к инструментальному производству, и может быть использовано в инструментах для обработки зубчатых колес с продольной модификацией зубьев. Цель изобретения - повышение качества обработки. Режущие кромки инструмента для изготовления указанных зубчатых колес размещены по винтовой поверхности. Каждая режущая кромка выполена прямолинейной и пересекает прямую, касательную к основному цилиндру исходной иструментальной поверхности и к линии подъема витка на нем, под углом 0 arcsin (VRiT: VRtT), где RU - радиус кривизны исходной инструментальной поверхности во втором главном нормальном сечении в точке сопряжения радиусного и прямолинейного участков профиля; Rk- радиус кривизны инструмента в нормальном к витку сечении. 4 ил. К/
| Гуляев К.П., Рязенцев И.Л | |||
| Профильная модификация зубьев колес эвольвентной цилиндрической передачи с учетом деформации зацепления - журнал Приборостроение, 1981, № 5. |
