(54) КСЮОЗУБЫЙ ДОЛБЯК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ профилирования долбяка | 1988 |
|
SU1641535A1 |
| Способ контроля сложных профилей зубьев | 1982 |
|
SU1106977A1 |
| Способ контроля косозубых цилиндрических колес с эвольвентным профилем зубьев | 1987 |
|
SU1527476A1 |
| Способ контроля долбяка | 1989 |
|
SU1710231A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2040376C1 |
| Способ нарезания червячных колес | 1984 |
|
SU1194611A1 |
| Червячный инструмент | 1982 |
|
SU1028451A1 |
| Червячный инструмент | 1981 |
|
SU1004030A1 |
| Способ контроля косозубых цилиндрических колес | 1989 |
|
SU1686301A1 |
| Дисковый шевер | 1986 |
|
SU1537426A1 |
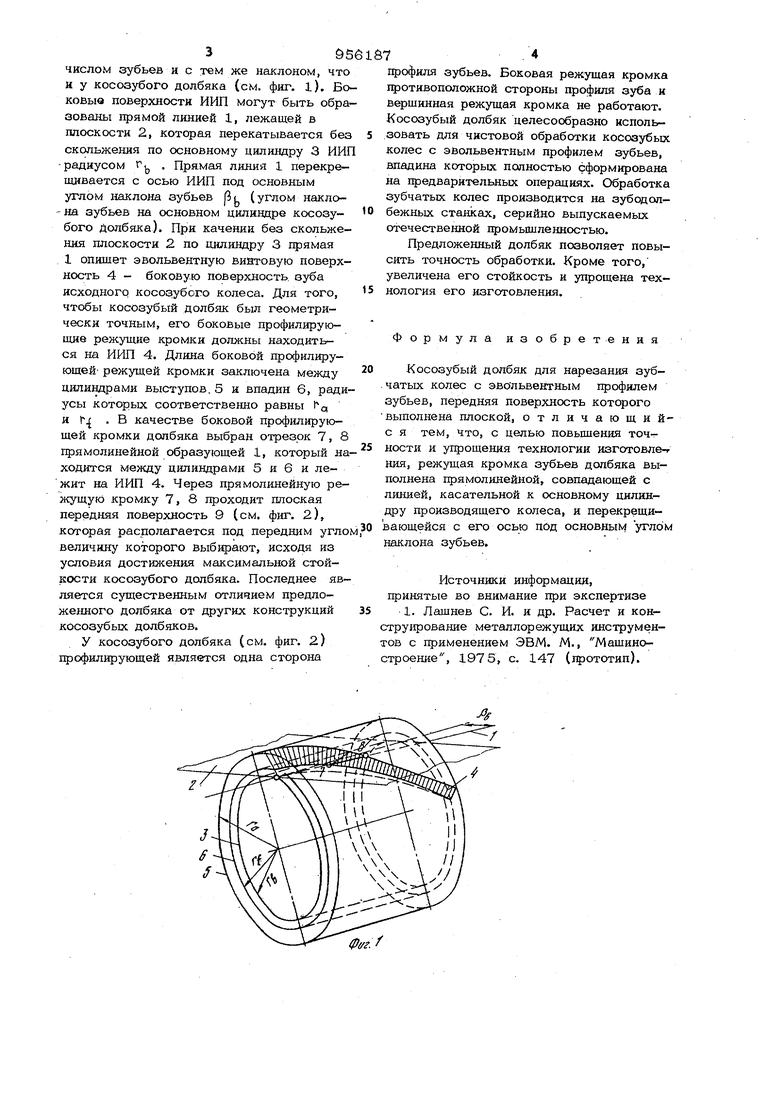
Изобретение относится к области машиностроения и может быть использовано при изготовлении косозубых цилиндрических зубчатых колес, например, внутренне го зацепления.с эвольвентным профилем зубьев. Известенкосозубый долбяк, представляющий собой косозубое колесо и превращенный в инструмент путем образования задних углов и заточки передней поверхности по плоскости ij. . Недостатками такого долбяка являются ограниченная точность работы и низка стойкость, а также сложность изготовления и контроля точности изготовления. Выполнение на инструменте передних и задних углов снижает его точность. Поэтому в стандартных долбяках выбирают передние и задние углы у вершинной режущей кромки зубьев равными примерно 5-6°, что щ)иводит к образованию на боковых режущих кромках задних углов порядка 1,5-2. Этого недостаточно для достижения максимальной стойкости кнструмента. Придание цолбяку известной конструкции увеличенных задних.углову боковых режущихкромок приводит к резкому снижению точности обработки, особенно после переточек. Целью изобретения является повыще- ние точности обработки и увеличение стойкости при одновременном упрощении технологии изготовления. Поставленная цель достигается тем, что режущая кромка зубьев долбяка выполнена прямолинейной; совпадающей с линией, касательной к основному цилиндру производящего колеса и перекрещивающейся с осью колеса под основным углом наклона зубьев. На фиг. 1 показана схема исходной инструментальной поверхности косозубого долбяка; на фиг. 2 - предложенный долбяк; на фиг. 3 - проекция режущих кромок долбяка на торцовую плоскость. Исходной инструментальной поверхностью (ИИП) косозубого долбяка является поверхность косозубого колеса с тем же
числом зубьев и с тем же наклоном, что и у косозубого долбяка {см. фиг. l). Боковые поверхности ИИП могут быть образованы прямой линией 1, лежащей в плоскости 2, которая перекатывается без скольжения по основному цилиндру 3 ИИП
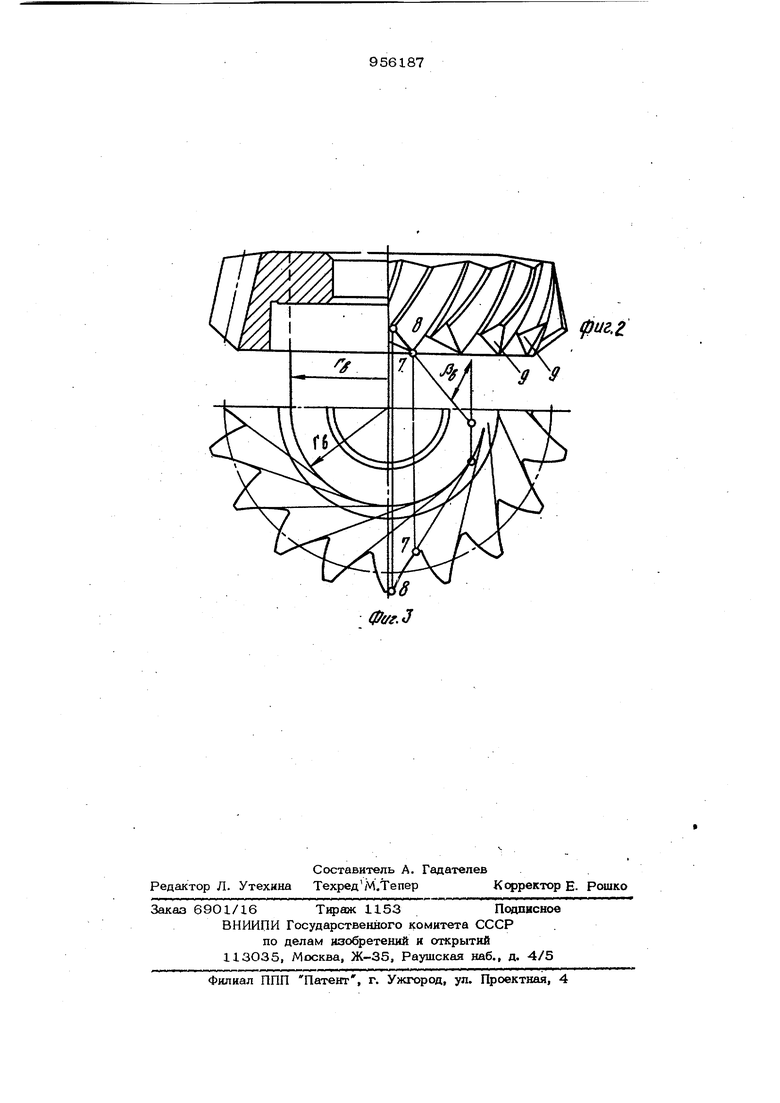
-радиусом г , Прамая линия 1 перекрещивается с осью ИИП под основным углом наклона зубьев |3( (углом накло-на зубьев на основном цилиндре косозубого долбяка). При качении без скольжения плоскости 2 по шшиндру 3 прямая 1 опшнет эвольвентную винтовую поверхность 4 - боковую поверхность, зуба исходного косозубого колеса. Для того, чтобы косозубый долбяк был геометрически точным, его боковые профилирующие режущие кромки должны находитьзся на ИИП 4. Длина боковой профилирующей- режущей кромки заключена между цилиндрами выступов. 5 и впадин 6, радиусы которых соответственно равны и ( . В качестве боковой профилирующей кромки долбяка выбран отрезок 7, 8 прямолинейной образующей 1, который находится между цилиндрами 5 и 6 и лежит на ИИП 4. Через прямолинейную режущую кромку 7, 8 проходит плоская передняя поверхность 9 (см. фиг. 2), которая располагается под передним угло величину которого выбирают, исходя из условия достижения максимальной стойкости косозубого долбяка. Последнее является существенным отличием предложенного долбяка от других конструкций косозубых долбяков.
у косозубого долбяка (см. фиг. 2) профилирующей является одна сторона
профиля зубьев. Боковая режущая кромка противоположной стороны профиля зуба и верщинная режущая кромка не работают. Косозубый долбяк целесообразно использовать для чистовой обработки косозубых колес с эвольвентным профилем зубьев, впадина которых полностью сформирована на предварительных операциях. Обработка зубчатых колес производится на зубодол-
бежных станках, серийно выпускаемых отечественной промьпиленностью.
Предложенный долбяк позволяет повысить точность обработки. Кроме того, увеличена его стойкость и упрощена технология его изготовления.
Формула изобретения
Косозубый долбяк для нарезания зуб- чатых колес с эвольвентным профилем зубьев, передняя поверхность которого Выполнена плоской, отличающийс я тем. Что, с целью повыщения точт
ности и упрощения технологии изготовле-г ния, режущая кромка зубьев долбяка выполнена прямолинейной, совпадающей с линией, касательной к основному цилиндру производящего колеса, и перекрещивающейся с его осью пйд основным углом наклона зубьев.
Источники информации, принятые во внимание при экспертизе 1. Лащнев С. И. и др. Расчет и констру фование металлорежущих инструментов с применением ЭВМ. М., Мащиностроение, 1975, с. 147 (прототип).
фиг,
