Изобретение относится к обработке металлов давлением и может быть использовано при нагреве заготовок под прокатку.
Цель изобретения - снижение энергозатрат на нагрев и повышения эффективности нагрева заготовки за счет управления коэффициентом черноты ее поверхности.
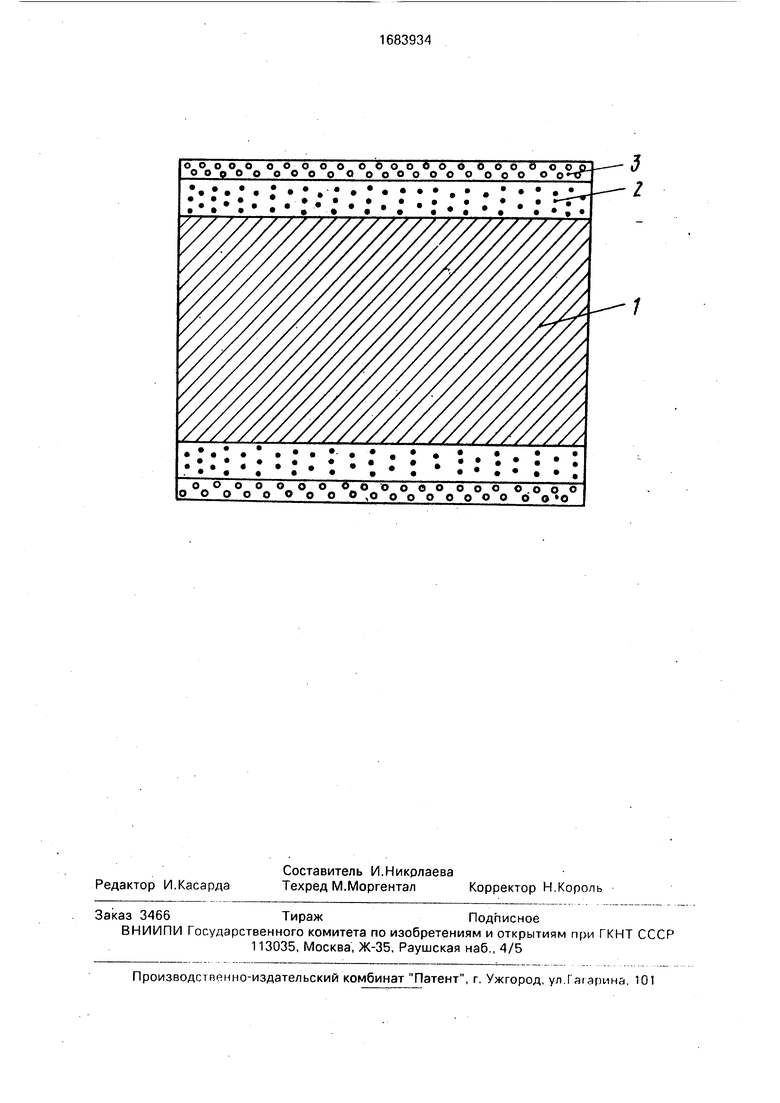
На чертеже изображена заготовка.
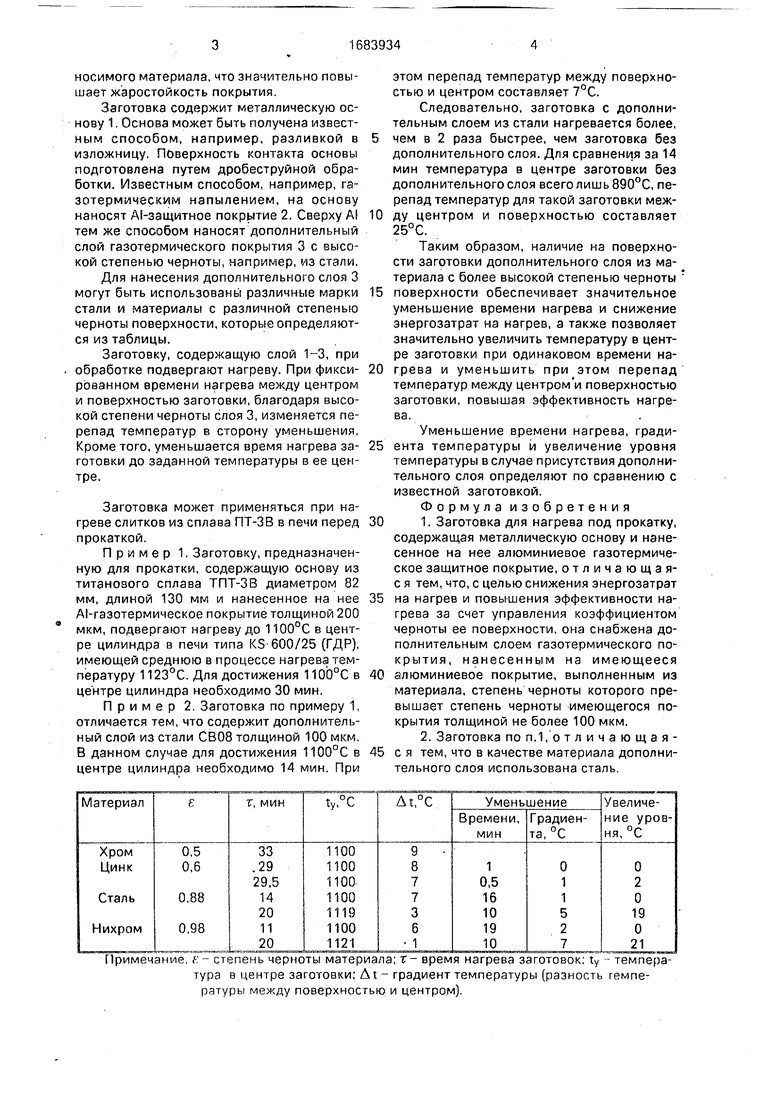
В таблице приведены результаты влияния степени черноты напыляемых материалов на эффективность процесса нагрева заготовок.
Заготовка содержит металлическую основу и нанесенное на нее Al-газотерми- ческое защитное покрытие, а также дополнительный слой газотермического покрытия из материала, толщиной не более 100 мкм, обеспечивающего высокую степень черноты поверхности заготовки, нанесенный на имеющееся Al-покрытие. В качестве матет
риала дополнительного слоя может быть использована сталь.
Нанесение дополнительного слоя газотермического покрытия из материла, обеспечивающего высокую степень черноты поверхности заготовки, снижает энергозатраты на нагрев и повышает эффективность нагрева за счет управления коэффициентом черноты поверхности.
Снижение энергозатрат на нагрев обусловлено уменьшением времени нагрева, так как дополнительный слой имеет более высокую степень черноты поверхности. Эффективность нагрева обусловлена уменьшением перепада температуры между центральной зоной и поверхностью заготовки. . Необходимость использования газотермических покрытий объясняется тем что в состав покрытия входит до 70% окислов наО 00
СО
ы
4
носимого материала, что значительно повышает жаростойкость покрытия.
Заготовка содержит металлическую основу 1. Основа может быть получена известным способом, например, разливкой в изложницу. Поверхность контакта основы подготовлена путем дробеструйной обработки. Известным способом, например, газотермическим напылением, на основу наносят Al-защитное покрытие 2. Сверху AI тем же способом наносят дополнительный слой газотермического покрытия 3 с высокой степенью черноты, например, из стали.
Для нанесения дополнительного слоя 3 могут быть использованы различные марки стали и материалы с различной степенью черноты поверхности, которые определяются из таблицы.
Заготовку, содержащую слой 1-3, при обработке подвергают нагреву. При фикси- роеанном времени нагрева между центром и поверхностью заготовки, благодаря высокой степени черноты слоя 3, изменяется перепад температур в сторону уменьшения. Кроме того, уменьшается время нагрева за- готовки до заданной температуры в ее центре.
Заготовка может применяться при нагреве слитков из сплава ПТ-ЗВ в печи перед прокаткой.
Пример 1. Заготовку, предназначенную для прокатки, содержащую основу из титанового сплава ТПТ-ЗВ диаметром 82 мм, длиной 130 мм и нанесенное на нее Al-газотермическое покрытие толщиной 200 мкм, подвергают нагреву до 1100°С в центре цилиндра в печи типа KS 600/25 (ГДР), имеющей среднюю в процессе нагрева температуру 1123°С. Для достижения 1100°C в центре цилиндра необходимо 30 мин.
Пример 2. Заготовка по примеру 1, отличается тем, что содержит дополнительный слой из стали СВ08 толщиной 100 мкм. В данном случае для достижения 1100°С в центре цилиндра необходимо 14 мин. При
этом перепад температур между поверхностью и центром составляет 7°С.
Следовательно, заготовка с дополнительным слоем из стали нагревается более, чем в 2 раза быстрее, чем заготовка без дополнительного слоя. Для сравнения за 14 мин температура в центре заготовки без дополнительного слоя всего лишь 890°С, перепад температур для такой заготовки между центром и поверхностью составляет 25°С.
Таким образом, наличие на поверхности заготовки дополнительного слоя из материала с более высокой степенью черноты поверхности обеспечивает значительное уменьшение времени нагрева и снижение энергозатрат на нагрев, а также позволяет значительно увеличить температуру в центре заготовки при одинаковом времени нагрева и уменьшить при этом перепад температур между центром и поверхностью заготовки, повышая эффективность нагрева.
Уменьшение временм нагрева, градиента температуры и увеличение уровня температуры в случае присутствия дополнительного слоя определяют по сравнению с известной заготовкой.
Формула изобретения
1.Заготовка для нагрева под прокатку, содержащая металлическую основу и нанесенное на нее алюминиевое газотермическое защитное покрытие, отличающая- с я тем, что, с целью снижения энергозатрат на нагрев и повышения эффективности нагрева за счет управления коэффициентом черноты ее поверхности, она снабжена дополнительным слоем газотермического покрытия, нанесенным на имеющееся алюминиевое покрытие, выполненным из материала, степень черноты которого превышает степень черноты имеющегося покрытия толщиной не более 100 мкм.
2.Заготовка по п.1, о т л и ч а ю щ а я - с я тем, что в качестве материала дополнительного слоя использована сталь.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ЗАГОТОВКИ В ВИДЕ ПОЛОСЫ ИЛИ ЛИСТА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2009 |
|
RU2422283C1 |
| СПОСОБ ПРОИЗВОДСТВА КОРРОЗИОННО-СТОЙКОГО ЛИСТА | 1995 |
|
RU2100475C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ЗАГОТОВКИ В ВИДЕ ПОЛОСЫ ИЛИ ЛИСТА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ | 2009 |
|
RU2422282C1 |
| СПОСОБ ЗАЩИТЫ СТАЛИ ОТ ОКИСЛЕНИЯ ПРИ НАГРЕВЕ ПЕРЕД ОБРАБОТКОЙ ДАВЛЕНИЕМ | 2007 |
|
RU2349650C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ И УСТАНОВКИ ВОЗДУШНОЙ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2006 |
|
RU2327742C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2007 |
|
RU2378394C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СЛЯБА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕД ЕГО НАГРЕВОМ В МЕТОДИЧЕСКОЙ ПЕЧИ ПОД ПРОКАТКУ | 2014 |
|
RU2579866C1 |
| Способ производства анизотропной электротехнической стали с термостабильными лазерными барьерами | 2021 |
|
RU2767370C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕПЛАКИРОВАННЫХ ИЗДЕЛИЙ ИЗ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ НЕПОСРЕДСТВЕННО ИЗ РАСПЛАВЛЕННОЙ СТАЛИ БЕЗ ТРАВЛЕНИЯ | 2014 |
|
RU2701242C2 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ СЛЯБОВ | 1998 |
|
RU2145982C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при нагреве заготовок под прокатку. Цель изобретения - снижение энергозатрат и повышение эффективности нагрева заготовки за счет управления коэффициентом черноты ее поверхности. Заготовка содержит металлическую основу и последовательно нанесенные на нее защитное покрытие из алюминия и материала с высокой степенью черноты, например, из стали толщиной не более 100 мкм. Наличие на поверхности заготовки дополнительного слоя из материала с более высокой степенью черноты поверхности обеспечивает уменьшение времени нагрева и снижение энергозатрат на нагрев. Кроме того, при одинаковом времени нагрева увеличивается температура в центре заготовки и уменьшается перепад температур между центром и поверхностью заготовки. 1 з.п.ф-лы, 1 ил., 1 табл.
Примечание, к- степень черноты материала; т- время нагрева заготовок; ty - температура в центре заготовки; Д t - градиент температуры (разность температуры между поверхностью и центром).
| Теория и технология деформации металлов | |||
| Научные труды МИСиС, М.: Металлургия, 1982, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
