Изобретение относится к металлургической промышленности, а именно к способам массового производства горячеплакированных изделий, в частности к способу изготовления горячеплакированных изделий из тонкой стальной полосы без травления непосредственного из расплавленной стали.
При непрерывном обострении ресурсного и энергетического кризиса такие вопросы, как обеспечение экологичности, устойчивое развитие, экологически-ориентированная экономика и низкоуглеродная экономика привлекают все большее внимание; национальный «12-й пятилетний план», разработанный правительством Китая, прямо гласит, что экономия энергии и сокращение выбросов будут приняты в качестве важных задач на ближайшее будущее, что представляет собой серьезное испытание для металлургической промышленности применительно к традиционным отраслям.
В середине девятнадцатого века британец Генри Бессемер впервые предложил способ литья тонких стальных полос с использованием двухвалковой установки для непрерывного литья, то есть способ непосредственной отливки заготовки в форме тонкой полосы из расплавленной стали с сохранением стадий промежуточной отливки заготовки и горячей прокатки. В условиях непрерывного совершенствования методов производства в последние 30 лет новаторская идея Бессемера получила широкое развитие: металлургические предприятия по всему миру одно за другим устанавливают экспериментальные установки для непрерывного литья тонких стальных полос, а некоторые из них уже наладили промышленное производство; и такой способ непосредственного литья заготовок в форме тонких полос из расплавленной стали, в основном, используется для производства нержавеющих сталей, быстрорежущих сталей и цветных металлов. Среди всего множества различных способов непрерывного литья тонких стальных полос наиболее полно разработанной является технология горизонтального изодиаметрического двухвалкового непрерывного литья тонких стальных полос; она позволяет производить заготовки в форме тонких полос толщиной 2-6 мм.
По сравнению с традиционными технологическими методами производства листовой стали, технология непрерывного литья тонких стальных полос обладает выгодными отличительными характеристиками, такими как малая продолжительность технологического процесса, невысокий объем инвестиций в капитальное строительство, достижение «производства при разовом нагреве» и т.д., что существенно повышает энергетическую эффективность производства стали и снижает производственную себестоимость. Однако качество поверхности изделий, полученных способом непрерывного литья тонких стальных полос, в целом, невысоко, и, как правило, требуется их последующая обработка.
Процесс горячей плакировки, в том числе нанесение покрытия из чистого цинка и других сплавов горячим способом, является важным способом обеспечения устойчивости стальных и железосодержащих материалов к окислению и предотвращения их атмосферной коррозии; горячеплакированные изделия обладают такими замечательными характеристиками, как защищенность, хорошее качество поверхности, низкие затраты и т.д., и широко используются в различных отраслях промышленности, таких как автомобилестроение, кораблестроение, строительство. Горячеплакированные изделия, имеющиеся на рынке сегодня, в основном, производятся на непрерывных производственных линиях горячего цинкования; такие технологические процессы имеют длительный производственный цикл, в рамках которого металл подвергают множеству процедур от расплавленной стали до непрерывного отжига и горячего цинкования, таких как литье заготовки, горячая прокатка, травление, холодная прокатка и т.д.. Именно эти сложные процедуры обработки вызывают трудности согласования непрерывного литья тонких стальных полос с процессом горячего цинкования, в котором основным препятствием является процедура травления; так как процедура травления приводит к серьезному загрязнению окружающей среды и наносит ей ущерб.
Известен способ изготовления горячекатаного листа без травления, в котором способ непрерывного литья тонких стальных полос совмещается с низким отжигом, CN 201310489332.6 А. Его общий технологический маршрут таков: разливка/прокатка расплавленной стали в заготовку в форме полосы, правка в горячем состоянии, затем охлаждение и наматывание. При этом для получения изделия без применения процесса травления необходимо размотать катушку, выполнить низкий отжиг, а затем смотать готовую продукцию или выполнить горячее цинкование. Получаемое в результате оцинкованное горячим способом изделие все равно изготавливается на раздельных линиях с применением множества процедур; таким образом, данному процессу не хватает целостности.
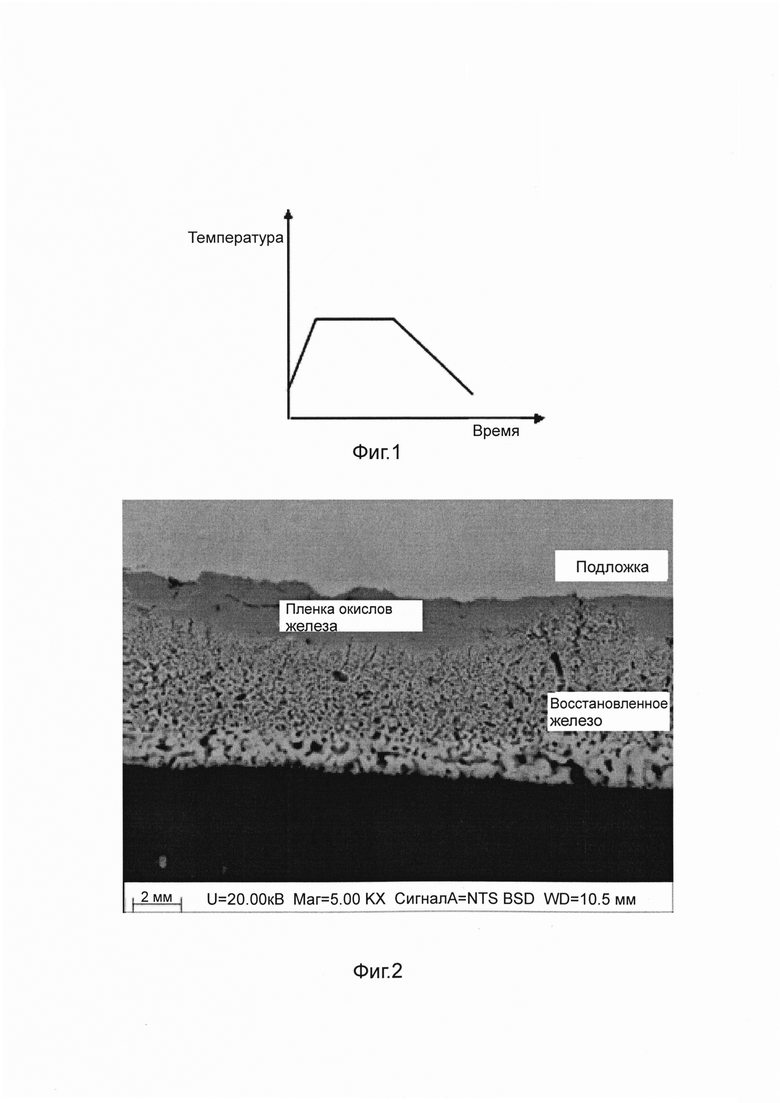
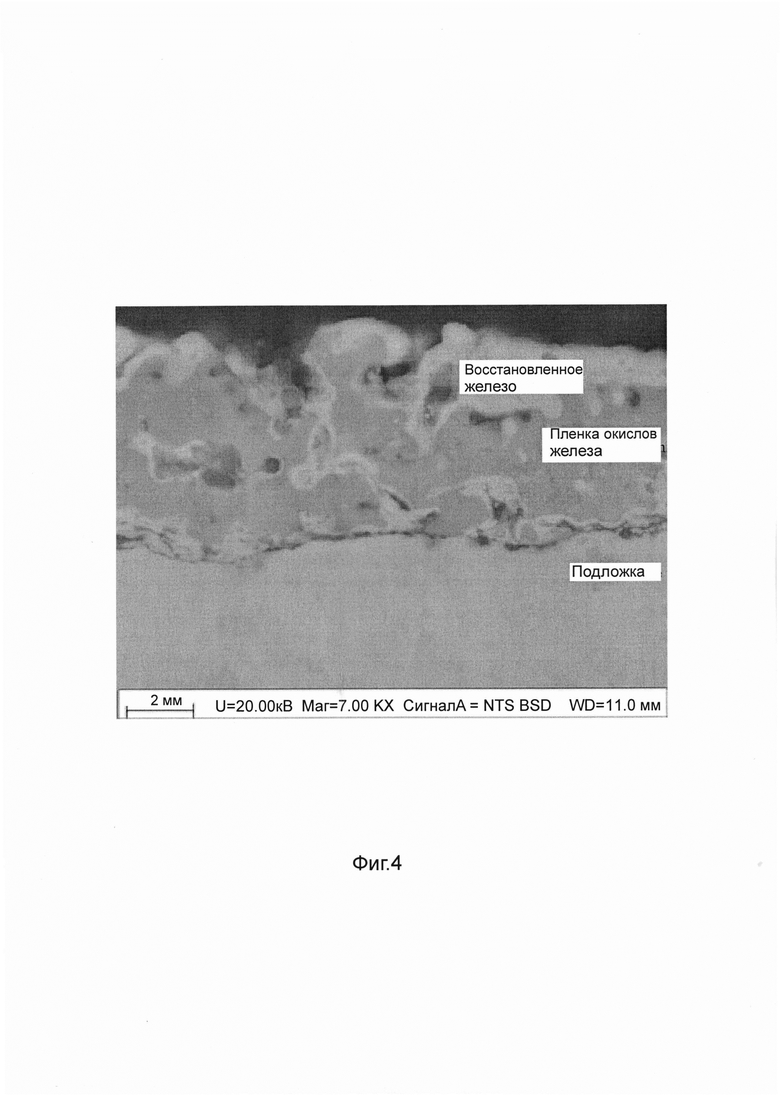
Известен способ непосредственного получения стальной полосы без травления, в котором критически важным этапом является отливка расплавленной стали в виде тонкой полосы; затем производится низкий отжиг для восстановления окислов железа до получения губчатого железа и механическая чистка губчатого железа с тем, чтобы получить полосовую сталь без травления, US 6588491 B2. Путем выполнения этих основных операций, а также путем добавления различных процедур, таких как горячая прокатка, холодная прокатка, нанесение масляного покрытия, горячее цинкование, нанесение покрытия электролитическим осаждением и т.д. достигается производство различных изделий. Недостаток данного способа состоит в том, что железистый металл, полученный посредством восстановления, очищают щеткой механическим способом, что только увеличивает продолжительность производственного процесса, одновременно снижая коэффициент использования металла и тем самым увеличивая производственную себестоимость. Кроме того, восстановление подразумевает выдержку при определенной температуре с последующим охлаждением, как показано на Фиг. 1, то есть, используется односекционная процедура восстановления с выдержкой при определенной температуре, и при этом возникают следующие основные трудности: степень обжатия пленки окислов железа низка, эффективность низка, восстановление не полное, негативное воздействие на эксплуатационные характеристики изделия; см. Фиг. 2-5: на Фиг. 2 видно, что восстановление пленки окислов железа не полное - окислы железа, находящиеся близко к поверхности, восстановлены, в то время как большое количество окислов осталось на подложке; на Фиг. 3 видно, что после восстановления на поверхности горячекатаной стальной полосы остались большие трещины; кроме того, эффективность восстановления низка, и большое количество окислов на поверхности не восстанавливается ко времени окончания операции; восстановление пленки окислов железа на Фиг. 4 не полное: на периферии частицы окислов восстановлены, в то время как в центре окислы так и остались без изменений; восстановленное железо на Фиг. 5 равномерно распределено по поверхности, но имеет плотную структуру и, напротив, блокирует перенос восстановительного газа, оказывая влияние на восстановление окислов во внутреннем слое, и, в конечном счете, приводит к неравномерному восстановлению.
Таким образом, существует острая необходимость в создании нового способа, способного обеспечить изготовление горячеплакированных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления за счет использования рациональной конструкции и оптимизации, с тем, чтобы обеспечить более короткую продолжительность технологического процесса, более высокую эффективность восстановления и более высокий коэффициент извлечения металла.
Задачей настоящего изобретения является создание способа изготовления горячеплакированных изделий из тонкой стальной полосы непосредственного из расплавленной стали без травления, позволяющего обеспечить массовое производство за счет улучшения извлечения металла и сокращения числа производственных стадий, обусловленного исключением операции травления и объединением изготовления тонкой стальной полосы способом непрерывного литья с нанесением покрытия горячим способом.
Поставленная задача решается за счет того, что в способе изготовления горячеплакированных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления, включающем выплавку и рафинирование для получения рафинированной расплавленной стали, непрерывное литье тонкой стальной полосы, низкий отжиг, нанесение покрытия горячим способом, при этом на стадии непрерывного литья тонкой стальной полосы рафинированную расплавленную сталь заливают из сталеразливочного ковша через разливочное устройство в двухвалковую литейную установку, при этом под охлаждающим действием валков литейной установки сталь остывает и затвердевает в виде заготовки стальной полосы, причем процесс литья заготовки осуществляют в закрытой плавильной печи в среде смешанного газа, представляющего собой смесь инертного и восстановительного газа, при этом на поверхности заготовки стальной полосы образуется пленка из окислов железа; на стадии низкого отжига отлитую заготовку стальной полосы направляют в печь низкого отжига, в которую также вводят смешанный газ, представляющий собой смесь инертного и восстановительного газа, при этом происходит восстановление пленки окислов железа в железистый металл; на стадии нанесения покрытия горячим способом литую стальную полосу после охлаждения в защитной атмосфере направляют в ванну плакирования для нанесения горячим способом покрытия цинком или другими сплавами, после чего стальную полосу охлаждают и наматывают с помощью моталки.
После непрерывного литья тонкой стальной полосы способ может дополнительно включать горячую прокатку, на стадии которой отлитую заготовку стальной полосы правят при высокой температуре с коэффициентом деформации 1-30%, выравнивая и изменяя ее форму до требуемой толщины, при этом происходит частичное механическое разрушение пленки окислов на поверхности заготовки и ее частичное восстановление в железистый металл, причем преимущественно, коэффициент деформации составляет 5%, 10% или 20%.
Преимущественно, концентрация восстановительного газа в смешанном газе, используемом на стадии непрерывного литья тонкой полосы, составляет 1-10%.
Преимущественно, на стадии низкого отжига для уменьшения пленки окислов железа на поверхности заготовки ее подвергают секционному нагреву и температурной выдержке в двух диапазонах, при этом печь низкого отжига содержит первую секцию нагрева и температурной выдержки и вторую секцию нагрева и температурной выдержки, причем в первой секции осуществляют нагрев в диапазоне 450-600°C и выдержку в течение 1-5 мин, а во второй секции осуществляют нагрев в диапазоне 700-1000°C и выдержку в течение 1-3 минут, при этом концентрацию восстановительного газа поддерживают стабильной на всей стадии низкого отжига в диапазоне 5-100%, а концентрацию восстановительного газа в каждой секции поддерживают одинаковой или различной, преимущественно, концентрация восстановительного газа на всей стадии низкого отжига составляет 5-30%, особенно преимущественно - 5%, 10% или 15%.
Инертный газ может представлять собой азот или аргон, а восстановительный газ - водород или окись углерода.
Преимущественно, на стадии горячей прокатки в ее зону периодически или непрерывно вводят инертный газ, используя один стенд и добавочное продувочное устройство, при этом уменьшается вероятность контакта стальной полосы с воздухом, и уменьшается окисление поверхности стальной полосы.
Преимущественно, на стадии низкого отжига в печи низкого отжига смешанный газ завихряют, а содержание воды в смешанном газе регулируют в зависимости от содержания водорода и температуры выдержки так, чтобы была возможна реакция восстановления пленки окислов железа в железистый металл; причем при температуре 500°C минимальное значение отношения водород-вода составляет 4,1, а при температуре 1000°C минимальное значение отношения водород-вода составляет 0,9.
Преимущественно, среднюю толщину окисной пленки на поверхности заготовки стальной полосы перед поступлением в печь низкого отжига поддерживают в диапазоне 1-5 мкм.
Преимущественно, на стадии нанесения покрытия горячим способом температуру охлаждения выбирают в зависимости от вида покрытия, при этом при горячем цинковании температура охлаждения составляет 450-460°C, при нанесении покрытия из алюминиево-цинкового сплава температура охлаждения составляет 590-610°C, а при нанесении покрытия из алюминиево-кремниевого сплава температура охлаждения составляет 680-670°C.
На стадии нанесения покрытия горячим способом слой покрытия может представлять собой Zn, Zn-Al, Zn-Al-Mg, Zn-Al-Mg-Si или Al-Si.
После стадии нанесения покрытия горячим способом может быть выполнено легирование, покрытие маслом, чеканка, пленочное покрытие или непосредственно формование.
Предлагаемый способ изготовления горячеплакированных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления представляет собой способ изготовления изделия непосредственно из расплавленной стали с нанесением покрытия горячим способом с помощью технологии двухвалкового непрерывного литья тонкой стальной полосы, совместно с технологией нанесения покрытия горячим способом без травления; этот способ включает в себя следующие основные стадии: выплавка и рафинирование расплавленной стали, непрерывное литье тонкой стальной полосы, горячая прокатка, низкий отжиг, нанесение горячим способом покрытия из цинка или других сплавов, охлаждение и намотку.
По сравнению с традиционными производственными способами изготовления горячеплакированных изделий, настоящее изобретение имеет следующие преимущества:
1. Малая продолжительность технологического процесса: в этом способе горячеплакированное изделие изготавливают непосредственно из расплавленной стали, что позволяет объединить в одну линию множество традиционных производственных линий, таких как литье заготовок, горячая прокатка, травление, холодная прокатка, непрерывный отжиг и нанесение покрытия горячим способом, при этом существенно сокращается технологический маршрут, повышаетссся производственная себестоимость и снижаются инвестиции в оборудование.
2. Экономичность, энергосбережение и экологичность: за счет экономии большого количества затрат на промежуточную обработку, транспортировку, хранение и регулирование, себестоимость продукции значительно уменьшается; не требуется дефосфоризация поверхности горячекатаной стальной полосы, исключаются такие стадии традиционного процесса, как охлаждение после горячей прокатки, наматывание и разматывание, механическая очистка железистого металла, при этом коэффициент извлечения металла близок к 100%, а свойства полученного изделия неизменны; уменьшаются энергозатраты в средней цепи, в результате чего энергозатраты на изделие в целом значительно снижаются; в производственном процессе не используются никакие загрязняющие вещества, отсутствуют выбросы вредных газообразных и жидких отходов, что обеспечивает экологичность производства.
Таким образом, настоящее изобретение имеет множество преимуществ, таких как простота технологического процесса, низкий уровень инвестиций в оборудование, низкий уровень энергозатрат, высокий выход годной продукции, экологическая чистота, и т.д.
В дальнейшем сущность изобретения поясняется подробным описанием примеров конкретного исполнения со ссылками на чертежи, на которых изображено:
на Фиг. 1 - схема технологического маршрута традиционного односекционного восстановления при изготовлении горячеоцинкованных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления;
на Фиг. 2 - растровое изображение поперечного сечения пленки окислов железа на поверхности горячекатаной стальной полосы при традиционном односекционном восстановлении при низкой температуре при изготовлении горячеоцинкованных изделий из стальной полосы непосредственно из расплавленной стали без травления (восстановление пленки окислов железа не полное - окислы железа, находящиеся близко к поверхности, восстановлены, в то время как большое количество окислов осталось на подложке);
на Фиг. 3 - растровое изображение поверхностного эффекта пленки окислов железа на поверхности горячекатаной стальной полосы при традиционном односекционном восстановлении при низкой температуре при изготовлении горячеоцинкованных изделий из стальной полосы непосредственно из расплавленной стали без травления (после восстановления на поверхности горячекатаной стальной полосы остались большие трещины; кроме того, эффективность восстановления низка, и большое количество окислов на поверхности не восстанавливается ко времени окончания операции);
на Фиг. 4 - растровое изображение поперечного сечения пленки окислов железа на поверхности горячекатаной стальной полосы при традиционном односекционном восстановлении при высокой температуре при изготовлении горячеоцинкованных изделий из стальной полосы непосредственно из расплавленной стали без травления (восстановление не полное - на периферии частицы окислов восстановлены, в то время как в центре окислы так и остались без изменений);
на Фиг. 5 - растровое изображение поверхностного эффекта пленки окислов железа на поверхности горячекатаной стальной полосы при традиционном односекционном восстановлении при высокой температуре при изготовлении горячеоцинкованных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления (восстановленное железо равномерно распределено по поверхности, но имеет плотную структуру и, напротив, блокирует перенос восстановительного газа, оказывая влияние на восстановление окислов во внутреннем слое, и, в конечном счете, приводит к неравномерному и неполному восстановлению);
на Фиг. 6 - схематическое изображение технологического маршрута способа двухсекционного восстановления на стадии низкого отжига в соответствии с настоящим изобретением;
на Фиг. 7 - схема технологического маршрута изготовления горячеоплакированных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления в соответствии с настоящим изобретением. Обозначения на Фиг. 7:
1 - сталеразливочный ковш,
2 - разливочное устройство,
3 - двухвалковая литейная установка,
4 - опорная пластина на выходе стальной полосы,
5 - заготовка тонкой стальной полосы,
6 - опорный ролик,
7 - прижимной ролик,
8 - стан горячей прокатки,
9 - печь низкого отжига,
11 - секция охлаждения,
12 - секция выдержки температуры перед погружением в ванну плакирования,
13 - ванна плакирования,
14 - секция охлаждения после плакирования,
15 - моталка;
на Фиг. 8 - растровое изображение поперечного сечения пленки окислов железа на поверхности горячекатаной стальной полосы, восстановленной по двум секциям в одном из примеров осуществления настоящего изобретения;
на Фиг. 9 - растровое изображение поверхностного эффекта пленки окислов железа на поверхности горячекатаной стальной полосы, восстановленной по двум секциям в одном из примеров осуществления настоящего изобретения.
Следует отметить, что настоящее изобретение не ограничено следующими частными конкретными примерами его осуществления.
Задача, поставленная перед изобретением, решена с помощью способа изготовления горячеплакированных изделий из тонкой стальной полосы непосредственно из расплавленной стали, в котором исключена операция травления, а изготовление тонкой стальной полосы способом непрерывного литья объединено с нанесением покрытия горячим способом, что позволяет обеспечить массовое производство за счет сокращения числа производственных стадий.
Как показано на Фиг. 7, изготовление горячеплакированных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления включает в себя следующие стадии:
- (1) выплавка и рафинирование для получения рафинированной расплавленной стали;
- (2) непрерывное литье тонкой стальной полосы: рафинированную расплавленную сталь заливают из сталеразливочного ковша 1 через разливочное устройство 2 в двухвалковую литейную установку 3, при этом под охлаждающим действием валков литейной установки 3 сталь остывает и затвердевает в виде заготовки 5 стальной полосы, причем процесс литья заготовки осуществляют в закрытой плавильной печи в среде смешанного газа, представляющего собой смесь инертного и восстановительного газа, а концентрация восстановительного газа составляет 1-10%, при этом на поверхности заготовки 5 стальной полосы образуется пленка из окислов железа;
- (3) горячая прокатка: отлитую заготовку 5 стальной полосы по опорной пластине 4 направляют на стан 8 горячей прокатки, где ее правят при высокой температуре и коэффициенте деформации 1-30%, предпочтительно - 5%, 10% или 20%, выравнивая и изменяя ее форму с помощью опорных роликов 6 и прижимных роликов 7, и прокатывают до требуемой толщины для изменения характеристик стальной полосы; при этом происходит частичное механическое разрушение пленки из окислов железа на поверхности заготовки 5 стальной полосы, что способствует частичному восстановлению пленки окислов железа в железистый металл; данная стадия не обязательна, и отлитая заготовка 5 стальной полосы может быть направлена на стадию низкого отжига без горячей прокатки;
- (4) низкий отжиг: отлитую заготовку 5 стальной полосы направляют в печь 9 низкого отжига, в которую также вводят смешанный газ, представляющий собой смесь инертного и восстановительного газа, при этом происходит восстановление пленки окислов железа в железистый металл; преимущественно, печь 9 низкого отжига включает в себя первую секцию нагрева и температурной выдержки и вторую секция нагрева и температурной выдержки, а заготовку 5 стальной полосы для удаления пленки окислов железа с поверхности заготовки 5 подвергают секционному нагреву и температурной выдержке в двух диапазонах, а именно, нагреву в диапазоне 450-600°C и выдержке в течение 1-5 мин и нагреву в диапазоне 700-1000°C и выдержке в течение 1-3 минут, при этом концентрация восстановительного газа в каждой секции может быть одинакова или различна, а концентрация восстановительного газа во всей печи 9 низкого отжига составляет 5-100%, предпочтительно, 5-30%, более предпочтительно 5%, 10% или 15%;
- (5) нанесение покрытия горячим способом: литую стальную полосу без механической очистки железистого металла после охлаждения в секции 11 охлаждения в защитной атмосфере направляют в промежуточную секцию 12 температурной выдержки, а затем - в ванну 13 плакирования для нанесения покрытия горячим способом Zn, Zn-Al, Zn-Al-Mg, Zn-Al-Mg-Si, Al-Si или другими сплавами, после чего стальную полосу охлаждают в секции 14 охлаждения после плакирования, а затем наматывают с помощью моталки 15. Температуру охлаждения в секции 11 выбирают в зависимости от вида покрытия, а именно: при горячем цинковании температура охлаждения составляет 450-460°C, при нанесении покрытия из алюминиево-цинкового сплава температура охлаждения составляет 590-610°C, при нанесении покрытия из алюминиево-кремниевого сплава температура охлаждения составляет 680-670°C.
На стадии горячей прокатки используют один стенд и, во избежание окисления поверхности стальной полосы, добавляют продувочное устройство для периодического или непрерывного введения инертного газа в зону горячей прокатки, при этом уменьшается вероятность контакта стальной полосы с воздухом, и, следовательно, уменьшается окисление поверхности стальной полосы.
На стадии низкого отжига инертный газ представляет собой азот или аргон, а восстановительный газ представляет собой водород или окись углерода.
В печи 9 низкого отжига смешанный газ завихряют, а содержание воды в смешанном газе регулируют в зависимости от содержания водорода и температуры выдержки, причем при температуре 500°C минимальное значение отношения водород-вода (H2/H2O), при котором возможна реакция восстановления пленки окислов железа в железистый металл, составляет 4,1; при температуре 1000°C минимальное значение отношения водород-вода (H2/H2O) составляет 0,9, предпочтительно, чтобы при температуре 650°C отношение водород-вода (H2/H2O) было более 100.
Перед поступлением в печь 9 низкого отжига средняя толщина пленки окислов железа на поверхности заготовки 5 стальной полосы составляет 1-5 мкм. Средняя толщина пленки окислов железа на поверхности заготовки 5 стальной полосы равна значению, полученному путем деления суммы толщин пленок, измеренных в особо показательных местах заготовки 5, таких как передняя часть, средняя часть, задняя часть, боковая часть, и т.д., причем в каждом месте берутся, по меньшей мере, три точки, на общее количество точек. Таким образом, наличие восстановленного железистого металла на результатах измерения не отражается.
После стадии нанесения покрытия горячим способом может быть выполнен ряд операций, таких как легирование, покрытие маслом, чеканка, пленочное покрытие или непосредственно процедура формования.
Как видно из приведенного выше конкретного примера осуществления изобретения, предлагаемый способ изготовления горячеплакированных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления представляет собой способ изготовления изделия непосредственно из расплавленной стали с нанесением покрытия горячим способом с помощью технологии двухвалкового непрерывного литья тонкой стальной полосы, совместно с технологией нанесения покрытия горячим способом без травления; этот способ включает в себя следующие основные стадии: выплавка и рафинирование расплавленной стали, непрерывное литье тонкой стальной полосы, горячая прокатка, низкий отжиг, нанесение горячим способом покрытия из цинка или других сплавов, охлаждение и намотку.
По сравнению с традиционными производственными способами изготовления горячеплакированных изделий, настоящее изобретение имеет следующие преимущества:
1. Малая продолжительность технологического процесса: в этом способе горячеоцинкованное изделие изготавливают непосредственно из расплавленной стали, что позволяет объединить в одну линию множество традиционных производственных линий, таких как литье заготовок, горячая прокатка, травление, холодная прокатка, непрерывный отжиг и нанесение покрытия горячим способом, при этом существенно сокращается технологический маршрут, повышаетссся производственная себестоимость и снижаются инвестиции в оборудование.
2. Экономичность, энергосбережение и экологичность: за счет экономии большого количества затрат на промежуточную обработку, транспортировку, хранение и регулирование, себестоимость продукции значительно уменьшается; не требуется дефосфоризация поверхности горячекатаной стальной полосы, исключаются такие стадии традиционного процесса, как охлаждение после горячей прокатки, наматывание и разматывание, механическая очистка железистого металла, при этом коэффициент извлечения металла близок к 100%, а свойства полученного изделия неизменны; уменьшаются энергозатраты в средней цепи, в результате чего энергозатраты на изделие в целом значительно снижаются; в производственном процессе не используются никакие загрязняющие вещества, отсутствуют выбросы вредных газообразных и жидких отходов, что обеспечивает экологичность производства.
3. Принцип, по которому степень обжатия при восстановлении в печи низкого отжига значительно улучшается, заключается в следующем: при температуре 450-600°C магнитная окись железа может быть непосредственно восстановлена до железистого металла. Окись железа при температуре около 570°C подвергается реакции диспропорционирования для получения железистого металла и магнитной окиси железа, затем магнитная окись железа восстанавливается в железо, причем, несмотря на невысокие скорости этих реакций, они проводятся непрерывно. При более низкой температуре вновь восстановленное железо представляет собой губчатое железо, которое не подвергается спеканию на поверхности окислов с образованием плотного слоя восстановленного железа, поэтому плавное перемещение восстановительного газа и стальной полосы не блокируется, а скорость реакции, в основном, ограничивается только внутренними показателями химических реакций или зависит от скорости роста нуклеации восстановленного железа. Следует отметить, что, так как температура невысока, скорость восстановления также невысока, и для полного восстановления окислов требуется большое время, поэтому многие дисперсные окислы по-прежнему оставются в этих рыхлых и пористых структурах, то есть, хотя поверхность обернута восстановленным железом, еще остается большое количество диспергированных окислов во внутреннем центре, поэтому требуется\ много времени на восстановление. На втором этапе стальную полосу нагревают до 700-1000°C, и остаточные окислы при высокой температуре полностью восстанавливаются в течение очень короткого промежутка времени; кроме того, рыхлые и пористые структуры из железа, образующиеся на стадии низкотемпературного восстановления, не образуют плотный слой восстановленного железа, которое препятствует диффузии реагента и стальной полосы в течение короткого времени. С увеличением продолжительности воздействия высокой температуры происходит слияние спекания между восстановленным железом и стальной подложкой, что также полезно для увеличения силы адгезии слоя восстановления.
По сравнению с существующими способами низкого отжига, данный способ обладает следующими преимуществами:
1. Эффективность восстановления высока. Двухсекционный отжиг при воздействии температуры, за счет преимущества восстановительных реакций в пределах двух температурных диапазонов, обеспечивает высокоэффективный низкий отжиг, благодаря чему достигается полное восстановление слоя окислов железа в течение короткого промежутка времени.
2. Восстановление при низкой температуре не блокирует канал передачи материалов, а восстановление при высокой температуре обеспечивает возможность дальнейшего полного восстановления, а также оказывает эффект спекания на производимое восстановленное железо, так что продукт восстановления пористого железа не так легко отваливается от подложки, и, таким образом, не загрязняет окружающую среду, находясь в печи, и не вызывает модуляцию на поверхности валика печи.
Таким образом, настоящее изобретение имеет множество преимуществ, таких как простота технологического процесса, низкий уровень инвестиций в оборудование, низкий уровень энергозатрат, высокий выход годной продукции, экологическая чистота.
Технологический процесс с использованием настоящего изобретения подробно описан ниже путем приведения примеров его осуществления.
Пример 1.
Технологический маршрут, реализованный в этом примере: затвердевание литой стальной полосы - горячая прокатка и выравнивание - низкий отжиг - охлаждение - плакирование горячим способом - охлаждение - доводка - намотка.
Рафинированную расплавленную сталь охлаждают и отверждают в литейной установке 3 для получения заготовки 5 тонкой стальной полосы, которую направляют на стан 8 горячей прокатки по опорной пластине 4 для выхода заготовки 5 стальной полосы. Полученную заготовку 5 подвергают правке с помощью опорных роликов 6 и прижимных роликов 7 в горячем состоянии с коэффициентом деформации 3%, далее заготовка 5 поступает в печь 9 низкого отжига, в которой под воздействием смеси инертного и восстановительного газа пленка окислов железа на поверхности быстро восстанавливается в элементарное железо, в результате пленка окислов становится тоньше, а температура в печи выше. После охлаждения путем продувки в секции 11 охлаждения в печи 9 до температуры, позволяющей погружение в ванну плакирования, стальную полосу выдерживают при этой температуре в секции 12 выдержки в течение определенного времени и погружают в ванну 13 плакирования для нанесения покрытия горячим способом. Горячеплакированную стальную полосу охлаждают в секции 14, производят ее доводку и намотку с помощью моталки 15.
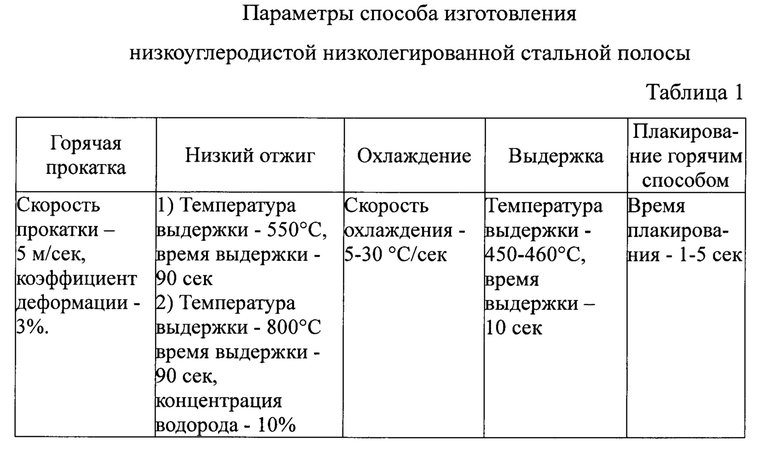
Этот пример подходит для изготовления обычной низкоуглеродистой низколегированной стальной полосы, покрытой горячим способом чистым цинком; преимущественно он подходит для изготовления различных строительных сталей, например - углеродистой конструкционной стали. Конкретные параметры способа приведены в таблице 1. При этом температуру охлаждения перед плакированием выбирают в зависимости от вида покрытия.
Растровое изображение поперечного сечения стальной полосы после восстановления окислов железа приведено на Фиг. 8, на котором видно, что пленка окислов железа, практически, полностью восстановлена, без видимых остаточных окислов, восстановленное железо находится в рыхлой пористой форме, эффект восстановления явно превосходит тот, который показан на Фиг. 2 и Фиг. 4.
Растровое изображение поверхности стальной полосы приведено на Фиг. 9, на котором видно, что поверхность представляет собой пористое восстановленное железо, местами с большими трещинами, а особенности низкотемпературного восстановления (Фиг. 3) и высокотемпературного восстановления (Фиг5) ссуммированы.
Пример 2
Технологический маршрут, реализованный в этом примере: затвердевание литой стальной полосы - горячая прокатка - низкий отжиг - охлаждение - выдержка температуры - плакирование горячим способом - охлаждение - доводка - намотка.
Рафинированную расплавленную сталь охлаждают и отверждают в литейной установке 3 для получения заготовки 5 тонкой стальной полосы, которую направляют на стан 8 горячей прокатки по опорной пластине 4 для выхода заготовки 5 стальной полосы. Полученную заготовку 5 подвергают правке с помощью опорных роликов 6 и прижимных роликов 7 в горячем состоянии с коэффициентом деформации 30%, при этом в рабочей зоне дополнительно устанавливают продувочное устройство для периодического или непрерывного введения инертного газа в зону горячей прокатки; далее заготовка 5 поступает в печь 9 низкого отжига, в которой под воздействием смеси инертного и восстановительного газа пленка окислов железа на поверхности восстанавливается в элементарное железо, в результате пленка окислов становится тоньше, а температура в печи выше. После охлаждения путем продувки в секции 11 охлаждения в печи 9 до температуры, позволяющей погружение в ванну плакирования, стальную полосу выдерживают при этой температуре в секции 12 выдержки в течение определенного времени и погружают в ванну 13 плакирования для нанесения покрытия горячим способом. Горячеплакированную стальную полосу охлаждают в секции 14, производят ее доводку и намотку с помощью моталки 15.
Этот пример подходит для изготовления более тонкой (не более 1 мм) стальной полосы, покрытой сплавом горячим способом, или для случаев, когда необходимо утончить более толстые литые заготовки стальной полосы, и стадия низкого отжига должна быть соответствующим образом оптимизирована, при этом добавляется защита инертным газом. Конкретные параметры способа приведены в таблице 2.

Пример 3
Технологический маршрут, реализованный в этом примере: затвердевание литой стальной полосы - низкий отжиг - охлаждение - выдержка температуры - плакирование горячим способом сплавом цинка, алюминия и магния - охлаждение - доводка - намотка.
Рафинированную расплавленную сталь охлаждают и отверждают в литейной установке 3 для получения заготовки 5 тонкой стальной полосы, которую направляют по опорной пластине 4 с помощью опорных и прижимных роликов 6 и 7 в печь 9 низкого отжига, в которой под воздействием смеси инертного и восстановительного газа пленка окислов железа на поверхности восстанавливается в элементарное железо, После охлаждения путем продувки в секции 11 охлаждения в печи 9 до температуры, позволяющей погружение в ванну плакирования, стальную полосу выдерживают при этой температуре в секции 12 выдержки в течение определенного времени и погружают в ванну 13 плакирования для нанесения горячим способом покрытия сплавом цинка, алюминия и магния. Горячеплакированную стальную полосу охлаждают в секции 14, производят ее доводку и намотку с помощью моталки 15.
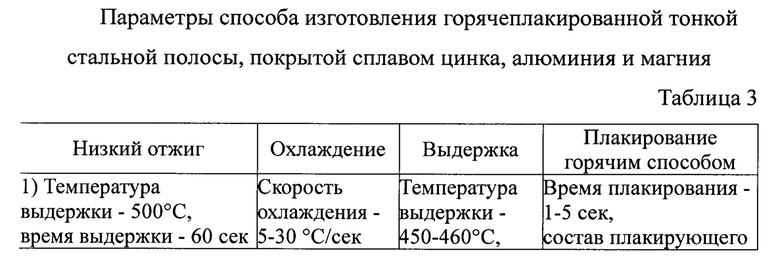
В данном примере стадия низкого отжига должна быть соответствующим образом оптимизирована посредством таких мер, как соответствующее повышение температуры выдержки (восстановления), увеличение времени выдержки (восстановления) и повышение концентрации водорода. Конкретные параметры способа приведены в таблице 3

Пример 4
Технологический маршрут, реализованный в этом примере: затвердевание литой стальной полосы - низкий отжиг - охлаждение - выдержка температуры - плакирование горячим способом сплавом цинка и алюминия - охлаждение - доводка - намотка.
Рафинированную расплавленную сталь охлаждают и отверждают в литейной установке 3 для получения заготовки 5 тонкой стальной полосы, которую направляют по опорной пластине 4 с помощью опорных и прижимных роликов 6 и 7 в печь 9 низкого отжига, в которой под воздействием смеси инертного и восстановительного газа пленка окислов железа на поверхности восстанавливается в элементарное железо. После охлаждения путем продувки в секции 11 охлаждения в печи 9 до температуры, позволяющей погружение в ванну плакирования, стальную полосу выдерживают при этой температуре в секции 12 выдержки в течение определенного времени и погружают в ванну 13 плакирования для нанесения горячим способом покрытия сплавом цинка и алюминия. Горячеплакированную стальную полосу охлаждают в секции 14, производят ее доводку и намотку с помощью моталки 15.
В данном примере стадия низкого отжига должна быть соответствующим образом оптимизирована посредством таких мер, как соответствующее повышение температуры выдержки (восстановления), увеличение времени выдержки (восстановления) и повышение концентрации водорода. Конкретные параметры способа приведены в таблице 4

Пример 5
Технологический маршрут, реализованный в этом примере: затвердевание литой стальной полосы - низкий отжиг - охлаждение - выдержка температуры - плакирование горячим способом сплавом алюминия и кремния - охлаждение - доводка - намотка.
Рафинированную расплавленную сталь охлаждают и отверждают в литейной установке 3 для получения заготовки 5 тонкой стальной полосы, которую направляют по опорной пластине 4 с помощью опорных и прижимных роликов 6 и 7 в печь 9 низкого отжига, в которой под воздействием смеси инертного и восстановительного газа пленка окислов железа на поверхности восстанавливается в элементарное железо. После охлаждения путем продувки в секции 11 охлаждения в печи 9 до температуры, позволяющей погружение в ванну плакирования, стальную полосу выдерживают при этой температуре в секции 12 выдержки в течение определенного времени и погружают в ванну 13 плакирования для нанесения горячим способом покрытия сплавом алюминия и кремния. Горячеплакированную стальную полосу охлаждают в секции 14, производят ее доводку и намотку с помощью моталки 15.
В данном примере стадия низкого отжига должна быть соответствующим образом оптимизирована посредством таких мер, как соответствующее повышение температуры выдержки (восстановления), увеличение времени выдержки (восстановления) и повышение концентрации водорода. Конкретные параметры способа приведены в таблице 5

Во всех пяти приведенных выше примерах решена поставленная перед изобретением задача, все изготовленные заявленным способом изделия удовлетворяют производственным требованиям и требованиям клиентов.






Изобретение относится к области металлургии. В способе, включающем выплавку и рафинирование для получения рафинированной расплавленной стали, непрерывное литье тонкой стальной полосы, низкий отжиг, нанесение покрытия горячим способом, согласно изобретению, на стадии непрерывного литья тонкой стальной полосы рафинированную расплавленную сталь заливают в двухвалковую литейную установку, при этом под охлаждающим действием валков литейной установки сталь остывает и затвердевает в виде заготовки стальной полосы, причем процесс литья заготовки осуществляют в среде смеси инертного и восстановительного газа, при этом на поверхности заготовки стальной полосы образуется пленка из окислов железа; на стадии низкого отжига отлитую заготовку направляют в печь низкого отжига, в которую также вводят смешанный газ, при этом происходит восстановление пленки окислов железа в железистый металл; на стадии нанесения покрытия горячим способом литую стальную полосу после охлаждения в защитной атмосфере направляют в ванну плакирования для нанесения покрытия цинком или другими сплавами, после чего стальную полосу охлаждают и наматывают. Создан способ изготовления горячеплакированных изделий из тонкой стальной полосы непосредственного из расплавленной стали без травления, позволяющий обеспечить массовое производство, за счет сокращения числа производственных стадий, обусловленного исключением операции травления и объединением изготовления тонкой стальной полосы способом непрерывного литья с нанесением покрытия горячим способом; металл извлекается, практически, до 100%. 15 з.п. ф-лы, 9 ил., 5 табл., 5 пр.
1. Способ изготовления горячеплакированных изделий из тонкой стальной полосы непосредственно из расплавленной стали без травления, включающий выплавку и рафинирование для получения рафинированной расплавленной стали, непрерывное литье тонкой стальной полосы, низкий отжиг, нанесение покрытия горячим способом, при этом:
- на стадии непрерывного литья тонкой стальной полосы рафинированную расплавленную сталь заливают из сталеразливочного ковша через разливочное устройство в двухвалковую литейную установку, при этом под охлаждающим действием валков литейной установки сталь остывает и затвердевает в виде заготовки стальной полосы, причем процесс литья заготовки осуществляют в закрытой плавильной печи в среде смешанного газа, представляющего собой смесь инертного и восстановительного газа, при этом на поверхности заготовки стальной полосы образуется пленка из окислов железа;
- на стадии низкого отжига отлитую заготовку стальной полосы направляют в печь низкого отжига, в которую также вводят смешанный газ, представляющий собой смесь инертного и восстановительного газа, при этом происходит восстановление пленки окислов железа в железистый металл;
- на стадии нанесения покрытия горячим способом литую стальную полосу после охлаждения в защитной атмосфере направляют в ванну плакирования для нанесения горячим способом покрытия цинком или другими сплавами, после чего стальную полосу охлаждают и наматывают с помощью моталки.
2. Способ по п. 1, отличающийся тем, что после непрерывного литья тонкой стальной полосы дополнительно включает горячую прокатку, на стадии которой отлитую заготовку стальной полосы правят при высокой температуре с коэффициентом деформации 1-30%, выравнивая и изменяя ее форму до требуемой толщины, при этом происходит частичное механическое разрушение пленки на поверхности заготовки и ее частичное восстановление в железистый металл.
3. Способ по п. 2, отличающийся тем, что коэффициент деформации составляет 5%, 10% или 20%.
4. Способ по п. 1, отличающийся тем, что концентрация восстановительного газа в смешанном газе, используемом на стадии непрерывного литья тонкой полосы, составляет 1-10%.
5. Способ по п. 1, отличающийся тем, что на стадии низкого отжига процесс восстановления проводят в печи с двумя секциями нагрева для выполнения секционного нагрева и поддержания температуры горячекатаного листа в двух диапазонах, 450-600°С и 700-1000°С, соответственно, для уменьшения пленки окислов железа на поверхности заготовки, причем восстановление проводят в диапазоне 450-600°С в течение 1-5 минут и в диапазоне 700-1000°С в течение 1-3 минут, при этом концентрацию восстановительного газа поддерживают стабильной на всей стадии низкого отжига в диапазоне 5-100%, а концентрацию восстановительного газа в каждой секции поддерживают одинаковой или различной.
6. Способ по п. 2, отличающийся тем, что на стадии низкого отжига для уменьшения пленки окислов железа на поверхности заготовки ее подвергают секционному нагреву и температурной выдержке в двух диапазонах, при этом печь низкого отжига содержит первую секцию нагрева и температурной выдержки и вторую секцию нагрева и температурной выдержки, причем в первой секции осуществляют нагрев в диапазоне 450-600°С и выдержку в течение 1-5 мин, а во второй секции осуществляют нагрев в диапазоне 700-1000°С и выдержку в течение 1-3 минут, при этом концентрацию восстановительного газа поддерживают стабильной на всей стадии низкого отжига в диапазоне 5-100%, а концентрацию восстановительного газа в каждой секции поддерживают одинаковой или различной.
7. Способ по п. 5 или 6, отличающийся тем, что концентрация восстановительного газа на всей стадии низкого отжига составляет 5-30%.
8. Способ по п. 7, отличающийся тем, что концентрация восстановительного газа на всей стадии низкого отжига составляет 5%, 10% или 15%.
9. Способ по п. 1, отличающийся тем, что инертный газ представляет собой азот или аргон, а восстановительный газ представляет собой водород или окись углерода.
10. Способ по п. 2, отличающийся тем, что на стадии горячей прокатки в ее зону периодически или непрерывно вводят инертный газ, используя один стенд и добавочное продувочное устройство, при этом уменьшается вероятность контакта стальной полосы с воздухом и уменьшается окисление поверхности стальной полосы.
11. Способ по п. 5 или 6, отличающийся тем, что в печи низкого отжига смешанный газ завихряют, а содержание воды в смешанном газе регулируют в зависимости от содержания водорода и температуры выдержки так, чтобы была возможна реакция восстановления пленки окислов железа в железистый металл.
12. Способ по п. 11, отличающийся тем, что при температуре 500°С минимальное значение отношения водород-вода, при котором возможна реакция восстановления пленки окислов железа в железистый металл, составляет 4,1, а при температуре 1000°С минимальное значение отношения водород-вода составляет 0,9.
13. Способ по п. 1, отличающийся тем, что среднюю толщину окисной пленки на поверхности заготовки стальной полосы перед поступлением в печь низкого отжига поддерживают в диапазоне 1-5 мкм.
14. Способ по п. 1, отличающийся тем, что на стадии нанесения покрытия горячим способом температуру охлаждения выбирают в зависимости от вида покрытия, при этом при горячем цинковании температура охлаждения составляет 450-460°С, при нанесении покрытия из алюминиево-цинкового сплава температура охлаждения составляет 590-610°С, а при нанесении покрытия из алюминиево-кремниевого сплава температура охлаждения составляет 680-670°С.
15. Способ по п. 1, отличающийся тем, что на стадии нанесения покрытия горячим способом слой покрытия представляет собой Zn, Zn-Al, Zn-Al-Mg, Zn-Al-Mg-Si или Al-Si.
16. Способ по п. 1, отличающийся тем, что после стадии нанесения покрытия горячим способом выполняют легирование, покрытие маслом, чеканку, пленочное покрытие и непосредственно формование.
| RU 2011138408 A, 27.03.2013 | |||
| CN 103537640 A, 29.01.2014 | |||
| ТОНКАЯ ЛИТАЯ ПОЛОСА С ДОБАВКОЙ МИКРОЛЕГИРУЮЩИХ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2471589C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |

